Chropowatość powierzchni to jeden z najbardziej fundamentalnych, a zarazem często niedocenianych parametrów w inżynierii i budowie maszyn, mający kluczowe znaczenie dla trwałości i funkcjonalności każdego komponentu. Ten artykuł stanowi kompleksowy przewodnik dla inżynierów, technologów, studentów kierunków technicznych oraz operatorów maszyn, dostarczając precyzyjnych definicji, praktycznych przykładów i odniesień do obowiązujących norm, co czyni go wartościową lekturą dla każdego, kto chce zgłębić ten kluczowy temat.
Chropowatość powierzchni – kluczowy parametr inżynieryjny, wpływający na właściwości użytkowe i oznaczany normatywnie
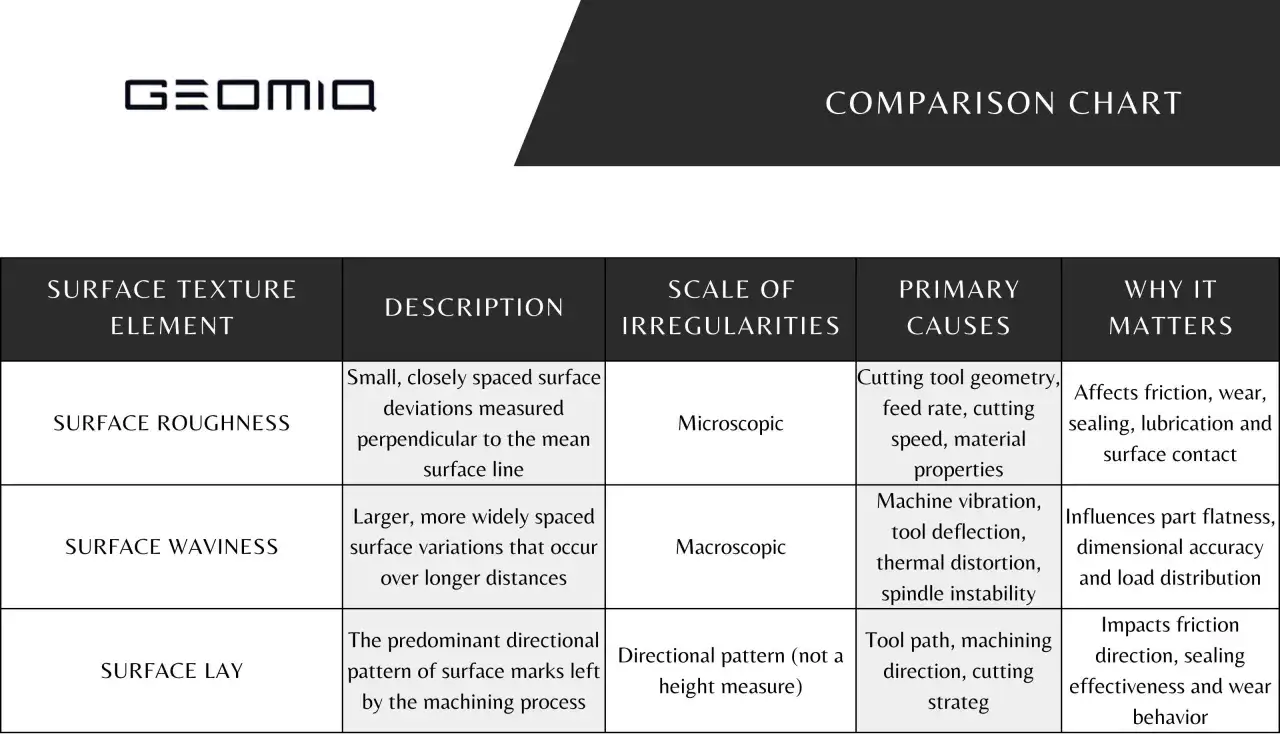
- Chropowatość to zbiór mikronierówności powstałych w wyniku obróbki, różniący się od falistości.
- Główne parametry to Ra (średnie arytmetyczne odchylenie) i Rz (największa wysokość profilu), z przybliżoną zależnością Rz ≈ 4*Ra.
- Oznaczenia chropowatości na rysunkach technicznych regulują normy PN-EN ISO, wykorzystując specjalne symbole graficzne.
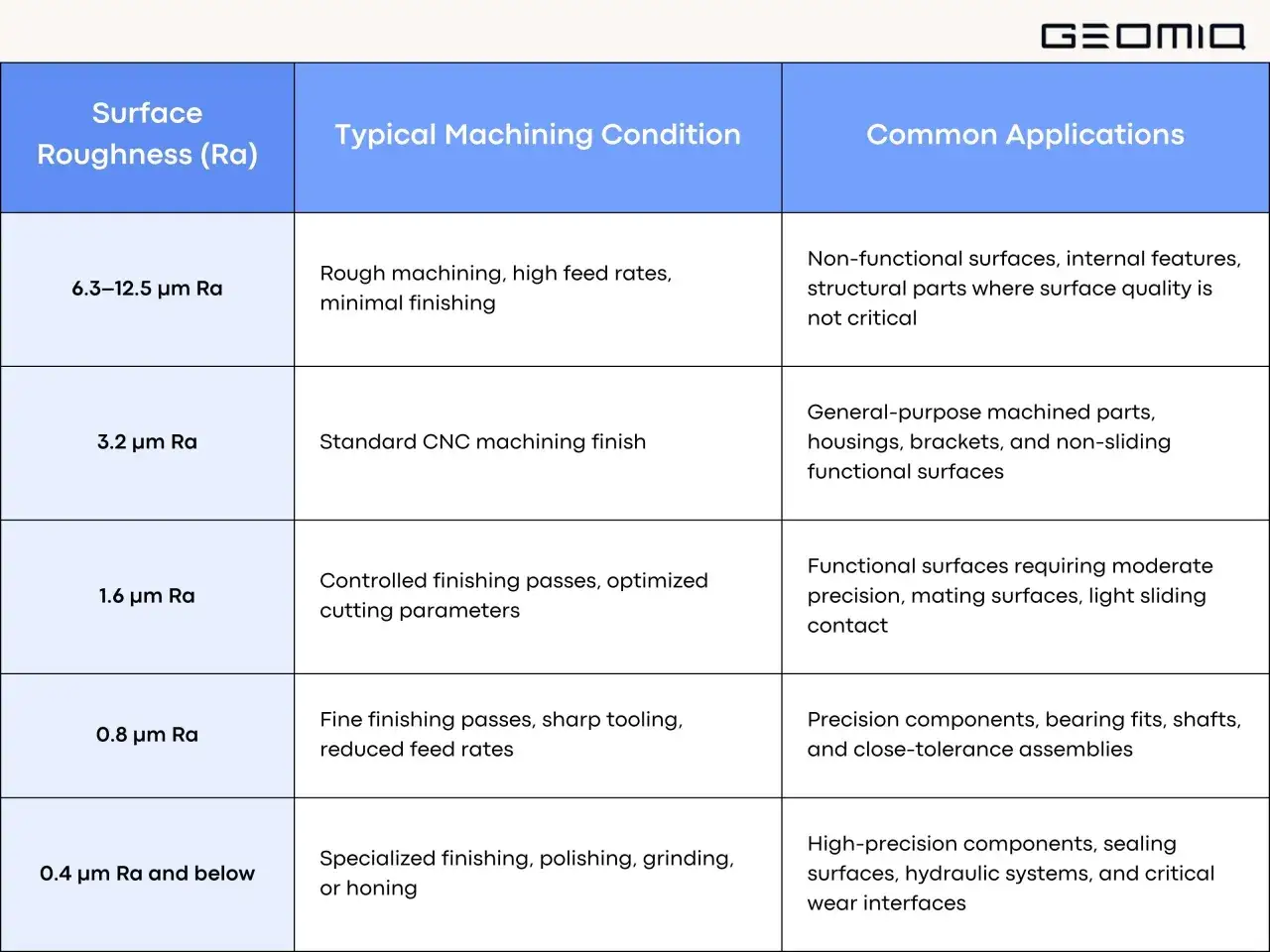
- Metoda obróbki ma bezpośredni wpływ na uzyskiwaną chropowatość – od wysokich wartości po obróbce zgrubnej do bardzo niskich po polerowaniu.
- Chropowatość decyduje o takich właściwościach jak tarcie, zużycie, odporność na korozję i zdolność do utrzymania filmu olejowego.
- Do pomiaru chropowatości służą profilometry stykowe i bezstykowe, pozwalające na precyzyjną ocenę powierzchni.
Dlaczego gładkość ma znaczenie? Wprowadzenie do świata chropowatości powierzchni
Z pozoru gładka powierzchnia metalowego elementu, oglądana pod mikroskopem, ujawnia złożony krajobraz mikroskopijnych wzniesień i dolin. To właśnie ta niewidoczna gołym okiem struktura, zwana chropowatością powierzchni, odgrywa fundamentalną rolę w inżynierii, decydując o tym, jak komponenty będą współpracować, jak długo przetrwają i czy spełnią swoje funkcje. Zrozumienie jej istoty jest kluczowe dla każdego projektanta i technologa.
Chropowatość a falistość – kluczowe różnice, które musisz znać
Chropowatość to zbiór mikronierówności na powierzchni ciała stałego, które są bezpośrednim efektem zastosowanego procesu obróbkowego, takiego jak toczenie, frezowanie czy szlifowanie. Te nierówności mają stosunkowo małe odległości między wierzchołkami i dolinami. Ważne jest, aby odróżnić ją od falistości, która odnosi się do nierówności o znacznie większych odległościach między wierzchołkami, często wynikających z błędów kształtu, odkształceń materiału podczas obróbki, wibracji maszyny lub niewłaściwego mocowania przedmiotu. Falistość ma charakter makrogeometryczny, podczas gdy chropowatość to mikrogeometria. Rozróżnienie tych dwóch pojęć jest kluczowe w inżynierii, ponieważ wpływają one na różne aspekty funkcjonowania elementu i wymagają odmiennych metod pomiaru oraz interpretacji.
Jak chropowatość wpływa na trwałość i funkcjonalność części maszyn?
Chropowatość ma bezpośredni i często decydujący wpływ na właściwości użytkowe komponentów. Na przykład, wyższa chropowatość powierzchni współpracujących części może znacząco zwiększać tarcie i przyspieszać ich zużycie, co prowadzi do skrócenia żywotności maszyny i częstszych awarii. Z drugiej strony, zbyt niska chropowatość, czyli powierzchnia zbyt gładka, może utrudniać utrzymanie stabilnego filmu olejowego w łożyskach lub prowadnicach, co również prowadzi do zwiększonego tarcia i zużycia. Optymalna chropowatość jest zatem kompromisem. Ponadto, chropowatość wpływa na szczelność połączeń, odporność na zmęczenie materiału (im gładsza powierzchnia, tym mniejsze ryzyko koncentracji naprężeń), odporność na korozję (nierówności mogą sprzyjać gromadzeniu się czynników korozyjnych) oraz przyczepność powłok ochronnych i malarskich, gdzie odpowiednia mikrotekstura jest niezbędna do zakotwiczenia powłoki. Z tych powodów, dobór właściwej chropowatości jest niezbędny dla zapewnienia trwałości, funkcjonalności i niezawodności każdego elementu maszynowego.
Czym dokładnie jest chropowatość powierzchni? Definicja i kluczowe pojęcia
Aby w pełni zrozumieć znaczenie chropowatości, musimy zagłębić się w jej definicję i otaczające ją pojęcia. To pozwoli nam na precyzyjną analizę i projektowanie powierzchni, które spełniają rygorystyczne wymagania współczesnej inżynierii.
Struktura geometryczna powierzchni (SGP) – co się na nią składa?
Chropowatość, jak wspomniałem, powstaje w wyniku procesu obróbki, będąc zbiorem mikronierówności o małych odległościach między wierzchołkami i dolinami. Jest ona częścią szerszego pojęcia, jakim jest Struktura Geometryczna Powierzchni (SGP). SGP to całościowy opis topografii powierzchni, uwzględniający wszystkie jej nierówności. Składa się ona z trzech głównych elementów: chropowatości (mikroskopijne nierówności), falistości (nierówności o większych odległościach, często wynikające z drgań maszyny czy odkształceń) oraz błędów kształtu (największe odchylenia od idealnego kształtu, takie jak błędy prostoliniowości, płaskości czy okrągłości). Te elementy wzajemnie się uzupełniają, tworząc pełny obraz rzeczywistej powierzchni i są kluczowe dla jej kompleksowej analizy.
Profil rzeczywisty vs profil nominalny – fundament zrozumienia nierówności
W inżynierii często posługujemy się pojęciem profilu nominalnego, który jest idealnym, teoretycznym kształtem powierzchni założonym w projekcie. Jest to nasz punkt odniesienia. Jednak w rzeczywistości, żaden proces obróbki nie jest w stanie stworzyć powierzchni idealnie gładkiej i zgodnej z modelem. Stąd pojawia się pojęcie profilu rzeczywistego, który odzwierciedla faktyczny kształt powierzchni z uwzględnieniem wszystkich nierówności – zarówno chropowatości, falistości, jak i błędów kształtu. Różnica między profilem rzeczywistym a nominalnym jest fundamentem zrozumienia i analizy nierówności powierzchni. To właśnie odchylenia profilu rzeczywistego od nominalnego są przedmiotem pomiarów i oceny, pozwalając nam na kontrolę jakości i przewidywanie zachowania elementu w eksploatacji.
Parametry Ra i Rz – jak interpretować najważniejsze wskaźniki chropowatości
W świecie pomiarów chropowatości dominują dwa parametry: Ra i Rz. Choć oba służą do opisu mikrostruktury powierzchni, ich interpretacja i zastosowanie mogą się różnić, a zrozumienie tych różnic jest kluczowe dla prawidłowego projektowania i kontroli jakości.
Ra: Średnie arytmetyczne odchylenie profilu – najpopularniejszy parametr w Polsce
Parametr Ra, czyli średnie arytmetyczne odchylenie profilu od linii średniej, jest bez wątpienia najczęściej stosowanym wskaźnikiem chropowatości, zwłaszcza w Polsce i wielu innych krajach. Jego definicja jest stosunkowo prosta: jest to średnia arytmetyczna bezwzględnych wartości odległości wszystkich punktów profilu od linii średniej, wyznaczona na danym odcinku pomiarowym. Linia średnia to linia, która dzieli profil w taki sposób, że suma kwadratów odległości wszystkich punktów profilu od tej linii jest minimalna. Ra daje nam ogólne pojęcie o "przeciętnej" wysokości nierówności, co czyni go użytecznym do ogólnej oceny gładkości powierzchni. Jest to parametr uprzywilejowany w wielu normach i specyfikacjach technicznych.
Rz: Wysokość chropowatości według dziesięciu punktów – kiedy ma przewagę nad Ra?
Parametr Rz, znany jako największa wysokość profilu chropowatości (lub wysokość chropowatości według dziesięciu punktów), oferuje nieco inną perspektywę na topografię powierzchni. Jest on definiowany jako suma średniej wysokości pięciu najwyższych wzniesień i średniej głębokości pięciu najniższych dolin w obrębie odcinka pomiarowego. W przeciwieństwie do Ra, Rz jest bardziej wrażliwe na pojedyncze, ekstremalne nierówności, takie jak wysokie piki lub głębokie rysy. Z tego powodu jest często preferowany w krajach takich jak Niemcy, a także w zastosowaniach, gdzie pojedyncze, duże nierówności mogą mieć krytyczne znaczenie dla funkcjonalności, np. w przypadku powierzchni narażonych na duże obciążenia kontaktowe lub w celu wykrycia defektów.
Ra vs Rz: Praktyczne porównanie i przybliżona zależność, którą warto zapamiętać
Praktyczne porównanie Ra i Rz pokazuje, że Ra, jako wartość uśredniona, jest mniej wrażliwe na pojedyncze, duże nierówności. Oznacza to, że dwie powierzchnie o tej samej wartości Ra mogą mieć bardzo różny wygląd pod mikroskopem – jedna może być równomiernie chropowata, a druga mieć kilka głębokich rys. Rz natomiast lepiej oddaje te ekstremalne piki i doliny, dając nam informację o maksymalnych odchyleniach. Często spotykana jest przybliżona zależność między tymi parametrami, określana jako Rz ≈ 4*Ra. Należy jednak pamiętać, że jest to wartość orientacyjna i może się różnić w zależności od metody obróbki i materiału. Warto również wspomnieć, że w starszej dokumentacji technicznej można spotkać 14-stopniową skalę klas chropowatości (norma PN-58/M-04252), ale obecnie jest ona nieaktualna, choć nadal bywa używana w kontekście historycznym lub dla starszych projektów.
Inne parametry chropowatości (Rq, Rmax, RSm) – kiedy warto po nie sięgnąć?
Poza Ra i Rz, istnieje szereg innych parametrów chropowatości, które dostarczają bardziej szczegółowych informacji o powierzchni, choć są mniej powszechne. Rq (średnia kwadratowa odchylenia profilu) jest podobne do Ra, ale bardziej wrażliwe na duże odchylenia, co czyni je przydatnym w analizie statystycznej. Rmax (maksymalna wysokość profilu) to największa odległość między najwyższym pikiem a najgłębszą doliną na całym odcinku pomiarowym, co jest użyteczne do oceny pojedynczych, krytycznych defektów. Natomiast RSm (średnia odległość elementów profilu) określa średnią odległość między kolejnymi wierzchołkami lub dolinami, co pozwala na charakterystykę rozstawu nierówności i jest ważne w analizie tekstury powierzchni, np. w kontekście tarcia czy smarowania. Sięganie po te parametry jest zasadne, gdy standardowe Ra i Rz nie dostarczają wystarczających informacji do pełnej oceny funkcjonalności powierzchni.
Jak czytać rysunek techniczny? Oznaczenia chropowatości zgodne z normą PN-EN ISO
Rysunek techniczny jest językiem inżynierów, a precyzyjne oznaczenia chropowatości są jego integralną częścią. Zrozumienie symboliki i zasad normatywnych jest niezbędne do prawidłowej interpretacji wymagań projektowych i zapewnienia jakości produkcji.
Podstawowe symbole chropowatości i ich znaczenie (obróbka z ubytkiem materiału i bez)
System oznaczania chropowatości na rysunkach technicznych jest ściśle uregulowany przez normy, w tym PN-EN ISO. Podstawą są tzw. "ptaszki" – symbole graficzne, które wskazują na rodzaj wymaganej obróbki. Mamy trzy główne symbole:
- Trójkąt równoboczny z wierzchołkiem skierowanym w dół (bez kreski poziomej): Oznacza powierzchnię, która może być uzyskana dowolną metodą, ale dla której obróbka z ubytkiem materiału jest niedozwolona (np. odlewanie, kucie, formowanie).
- Trójkąt równoboczny z wierzchołkiem skierowanym w dół i jedną kreską poziomą: Oznacza powierzchnię, dla której wymagana jest obróbka z ubytkiem materiału (np. frezowanie, toczenie, szlifowanie).
- Trójkąt równoboczny z wierzchołkiem skierowanym w dół i dwoma kreskami poziomymi: Oznacza powierzchnię, dla której nie ma żadnych wymagań dotyczących obróbki (np. powierzchnia surowa).
Struktura kompletnego oznaczenia: gdzie znaleźć wartość Ra, metodę obróbki i kierunkowość?
Kompletne oznaczenie chropowatości na rysunku technicznym dostarcza znacznie więcej informacji niż tylko rodzaj obróbki. Jest to złożony symbol, w którym poszczególne pola mają swoje precyzyjne znaczenie:
- Wartość parametru: Bezpośrednio przy symbolu graficznym (najczęściej nad nim) podaje się wymaganą wartość parametru chropowatości, np. Ra 1,6.
- Metoda obróbki: Poniżej symbolu, w jego dolnej części, można określić metodę obróbki, np. "szlifowanie", "frezowanie".
- Kierunkowość struktury powierzchni: Wskazuje preferowany kierunek nierówności (np. prostopadły, równoległy, krzyżowy). Oznacza się go odpowiednim symbolem literowym (np. = dla równoległej, X dla krzyżowej).
- Naddatek na obróbkę: Czasami w symbolu umieszcza się również informację o naddatku materiału przeznaczonego do usunięcia podczas obróbki.
Nowości w normie PN-EN ISO 21920 – co zmieniło się w oznaczaniu?
Normy techniczne ewoluują, aby sprostać nowym wyzwaniom i technologiom. W kontekście chropowatości, kluczowe zmiany wprowadziła norma PN-EN ISO 21920-1:2022-06, która zastępuje starszą PN-EN ISO 1302:2004. Najważniejsze modyfikacje obejmują:
- Ujednolicenie symboli: Nowa norma dąży do uproszczenia i ujednolicenia symboliki, co ma na celu zmniejszenie pomyłek.
- Rozszerzenie zakresu parametrów: Wprowadzono nowe parametry i rozszerzono definicje istniejących, aby umożliwić bardziej precyzyjny opis powierzchni.
- Nowe zasady interpretacji: Zmieniono niektóre zasady interpretacji oznaczeń, co wymaga od projektantów i kontrolerów jakości zapoznania się z nowymi wytycznymi.
Jak mierzy się chropowatość? Przegląd metod i urządzeń pomiarowych
Precyzyjny pomiar chropowatości jest niezbędny do weryfikacji zgodności wykonanych elementów z wymaganiami projektowymi. Istnieją dwie główne kategorie metod pomiarowych, każda z własnymi zaletami i ograniczeniami.
Profilometry stykowe (z igłą diamentową) – zasada działania, zalety i wady
Metoda stykowa jest tradycyjną i nadal najczęściej stosowaną techniką pomiaru chropowatości. Jej sercem jest profilometr stykowy, wyposażony w igłę pomiarową, zazwyczaj wykonaną z diamentu, o bardzo małym promieniu zaokrąglenia. Igła ta przesuwa się po badanej powierzchni z określoną siłą nacisku, a jej pionowe przemieszczenia są rejestrowane przez przetwornik, tworząc cyfrowy profil powierzchni.
- Zalety: Wysoka precyzja, powszechność i zgodność z większością norm (np. ISO 4287), stosunkowo niska cena urządzeń w porównaniu do optycznych.
- Wady: Ryzyko uszkodzenia bardzo delikatnych lub miękkich powierzchni przez igłę, stosunkowo wolny pomiar, wrażliwość na wibracje otoczenia, niemożność pomiaru powierzchni o bardzo złożonej geometrii (np. głębokich otworów).
Profilometry optyczne (bezkontaktowe) – kiedy są niezastąpione?
W ostatnich latach coraz większą popularność zyskują profilometry optyczne, które oferują bezkontaktowy pomiar chropowatości. Urządzenia te wykorzystują różne techniki, takie jak interferometria (np. interferometry fazowe), konfokalna mikroskopia laserowa czy światło strukturalne, do skanowania powierzchni bez fizycznego kontaktu. Zamiast igły, wiązka światła odbija się od powierzchni, a analizując odbite światło, algorytmy rekonstruują trójwymiarowy model topografii.
- Zalety: Brak ryzyka uszkodzenia powierzchni, szybkość pomiaru (często pomiar całej powierzchni w sekundach), możliwość pomiaru bardzo delikatnych, miękkich, lepkich lub elastycznych materiałów, pomiar powierzchni 3D (a nie tylko 2D profilu), mniejsza wrażliwość na wibracje.
- Wady: Wyższa cena, wrażliwość na właściwości optyczne materiału (np. przezroczystość, wysoki połysk), trudności w pomiarze bardzo ciemnych lub silnie rozpraszających światło powierzchni.
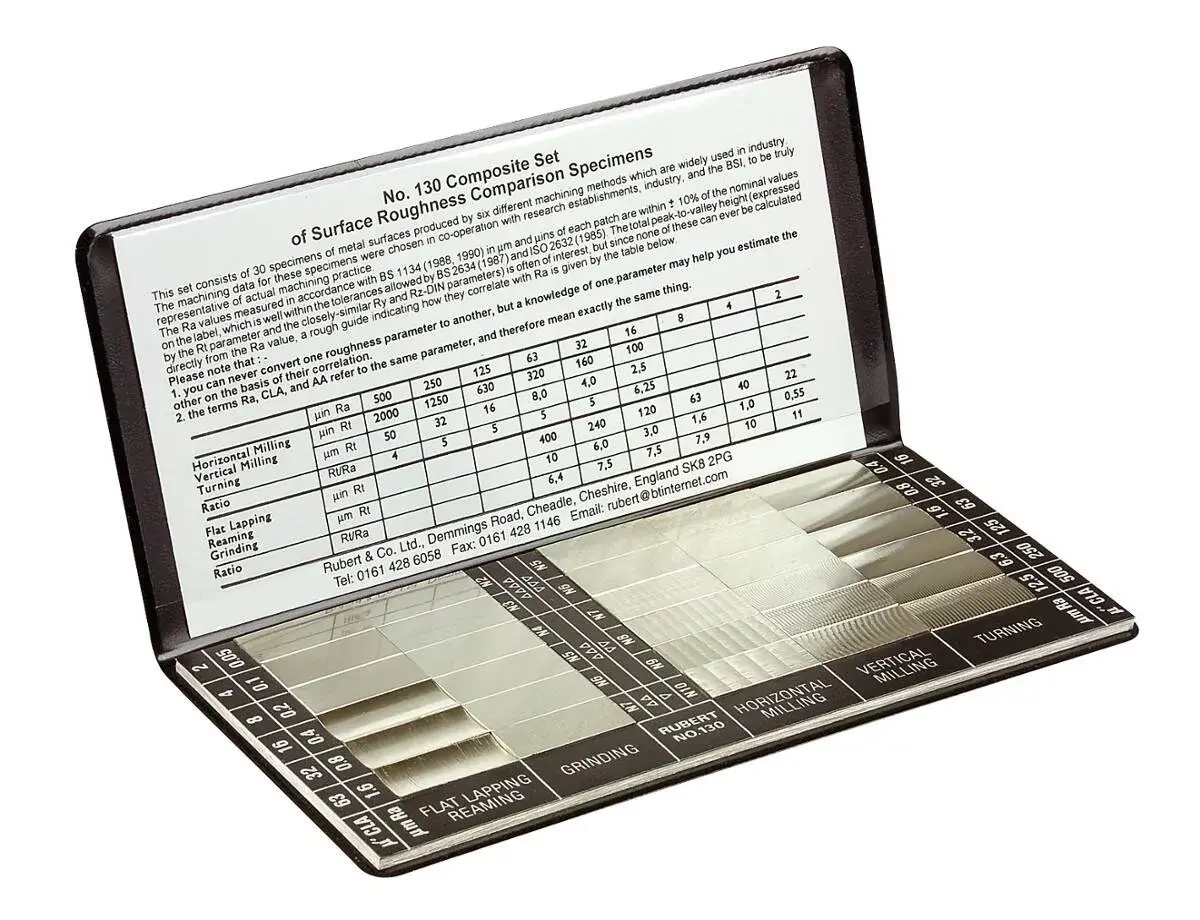
Wzorce chropowatości i metoda porównawcza – szybka kontrola na hali produkcyjnej
Dla szybkiej, orientacyjnej kontroli chropowatości na hali produkcyjnej, szczególnie w przypadku elementów o dużych gabarytach lub w sytuacjach, gdy precyzyjny pomiar profilometrem jest niepraktyczny, stosuje się wzorce chropowatości. Są to zestawy płytek o znanej, znormalizowanej chropowatości, uzyskanej różnymi metodami obróbki. Metoda porównawcza polega na wizualnym lub dotykowym porównywaniu badanej powierzchni z odpowiednim wzorcem. Choć jest to metoda jakościowa i nie daje precyzyjnych wartości liczbowych, jest niezwykle przydatna do wstępnej oceny i szybkiego sprawdzenia, czy powierzchnia mieści się w dopuszczalnym zakresie chropowatości.
Wpływ obróbki na finalną teksturę powierzchni – praktyczny przewodnik
Rodzaj obróbki mechanicznej ma bezpośredni i fundamentalny wpływ na finalną teksturę powierzchni elementu. Zrozumienie tej zależności pozwala na świadomy dobór procesu technologicznego w celu uzyskania pożądanej chropowatości.
Jaką chropowatość uzyskasz po toczeniu, frezowaniu i wierceniu?
Obróbki skrawaniem, takie jak toczenie, frezowanie czy wiercenie, są podstawowymi metodami kształtowania elementów, ale zazwyczaj prowadzą do uzyskania powierzchni o stosunkowo wysokiej chropowatości. Wynika to z charakteru procesu – usuwania materiału za pomocą ostrza, które pozostawia ślady.
- Toczenie: Typowe wartości Ra dla toczenia zgrubnego to 12,5-50 µm, natomiast dla toczenia dokładnego mogą wynosić 1,6-6,3 µm.
- Frezowanie: W zależności od parametrów skrawania (posuw, prędkość, głębokość) i rodzaju frezu, chropowatość po frezowaniu zgrubnym to często 6,3-25 µm, a po frezowaniu wykańczającym 0,8-3,2 µm.
- Wiercenie: Powierzchnie otworów wierconych charakteryzują się zazwyczaj chropowatością w zakresie 3,2-12,5 µm.
Szlifowanie, honowanie, docieranie – metody obróbki wykańczającej dla najwyższej gładkości
Gdy wymagana jest najwyższa gładkość i precyzja powierzchni, stosuje się metody obróbki wykańczającej, które usuwają bardzo małe ilości materiału, ale z dużą dokładnością.
- Szlifowanie: Jest to jedna z najpopularniejszych metod obróbki wykańczającej, pozwalająca na uzyskanie chropowatości w zakresie Ra 0,025-3,2 µm. Szlifowanie usuwa ślady po wcześniejszych obróbkach, tworząc jednolitą, gładką powierzchnię.
- Honowanie i docieranie: To procesy, które pozwalają na osiągnięcie ekstremalnie niskich wartości chropowatości, często poniżej Ra 0,05 µm. Honowanie jest stosowane głównie do otworów, a docieranie do płaskich powierzchni. Oba procesy wykorzystują materiały ścierne o bardzo drobnej granulacji, co prowadzi do uzyskania niemal lustrzanej gładkości.
Odlewanie i obróbka plastyczna a charakterystyka powierzchni
Procesy takie jak odlewanie i obróbka plastyczna (np. kucie, walcowanie) również nadają powierzchniom specyficzną teksturę, która różni się od tej uzyskanej w wyniku obróbki skrawaniem.
- Odlewanie: Powierzchnie odlewane charakteryzują się zazwyczaj wysoką chropowatością, wynikającą z faktury formy odlewniczej. Typowe wartości Ra dla odlewów piaskowych to 6,3-50 µm, a dla odlewów ciśnieniowych mogą być niższe, rzędu 1,6-6,3 µm.
- Kucie i walcowanie: W procesach obróbki plastycznej na gorąco powierzchnia jest kształtowana przez nacisk i przepływ materiału. Chropowatość po kuciu lub walcowaniu może wynosić od 3,2 do 25 µm, w zależności od temperatury, siły nacisku i stanu narzędzi.
| Metoda obróbki | Typowy zakres Ra (µm) | Charakterystyka powierzchni |
|---|---|---|
| Toczenie zgrubne | 12,5 - 50 | Wyraźne ślady narzędzia, stosunkowo chropowata |
| Frezowanie zgrubne | 6,3 - 25 | Widoczne ślady frezowania, nierówna |
| Wiercenie | 3,2 - 12,5 | Ślady po wiertle, umiarkowanie chropowata |
| Toczenie dokładne | 1,6 - 6,3 | Mniej wyraźne ślady narzędzia, gładsza |
| Frezowanie wykańczające | 0,8 - 3,2 | Drobne ślady frezowania, gładka |
| Szlifowanie | 0,025 - 3,2 | Jednolita, matowa lub lekko błyszcząca, bardzo gładka |
| Honowanie / Docieranie | Poniżej 0,05 | Lustrzana, ekstremalnie gładka |
| Odlewanie piaskowe | 6,3 - 50 | Porowata, z fakturą formy, bardzo chropowata |
| Odlewanie ciśnieniowe | 1,6 - 6,3 | Gładsza niż piaskowe, ale z widocznymi nierównościami |
| Kucie / Walcowanie | 3,2 - 25 | Zależna od procesu, często z nalotem lub zgorzeliną |
Chropowatość w praktyce: Jak dobrać odpowiednią wartość do zastosowania
Dobór odpowiedniej chropowatości powierzchni to jedno z kluczowych zadań inżyniera. Nie jest to jedynie kwestia estetyki, ale przede wszystkim funkcjonalności, trwałości i ekonomii. Zbyt wysokie lub zbyt niskie wymagania mogą prowadzić do poważnych problemów.
Powierzchnie współpracujące: łożyska, uszczelnienia, prowadnice ślizgowe
W przypadku powierzchni współpracujących, takich jak łożyska, uszczelnienia czy prowadnice ślizgowe, chropowatość ma krytyczne znaczenie. Zbyt wysoka chropowatość zwiększa tarcie, prowadzi do szybkiego zużycia i generuje nadmierne ciepło. Z kolei zbyt gładka powierzchnia może utrudniać utrzymanie filmu olejowego (tzw. zjawisko "pływania" na oleju), co również prowadzi do tarcia granicznego i zużycia.
- Łożyska i prowadnice ślizgowe: Wymagają optymalnej chropowatości, która pozwoli na stworzenie i utrzymanie stabilnego filmu smarnego. Zazwyczaj są to wartości Ra w zakresie 0,05-0,8 µm. Powierzchnie zbyt gładkie mogą prowadzić do wyciskania smaru, a zbyt chropowate do jego szybkiej degradacji i uszkodzenia powierzchni.
- Uszczelnienia: Dla uszczelnień dynamicznych (np. pierścienie uszczelniające wały) chropowatość powinna być niska (np. Ra 0,2-0,8 µm), aby zapewnić szczelność i minimalne zużycie. Dla uszczelnień statycznych wymagania mogą być mniej rygorystyczne.
Wpływ na odporność korozyjną i przyczepność powłok malarskich
Chropowatość powierzchni ma również istotny wpływ na odporność materiału na korozję oraz na skuteczność powłok ochronnych. Gładsza powierzchnia zazwyczaj oznacza mniejszą powierzchnię styku z agresywnym środowiskiem, co zmniejsza tendencję do gromadzenia zanieczyszczeń i czynników korozyjnych w mikroskopijnych zagłębieniach. W efekcie, gładkie powierzchnie są często bardziej odporne na korozję. W kontekście przyczepności powłok malarskich i innych pokryć, sytuacja jest bardziej złożona. Zbyt gładka powierzchnia może nie zapewnić odpowiedniego "zakotwiczenia" dla farby, co prowadzi do jej słabej przyczepności i łuszczenia się. Z drugiej strony, zbyt chropowata powierzchnia może wymagać większej ilości materiału powłokowego, a także prowadzić do nieestetycznego wyglądu, z widocznymi nierównościami. Dlatego często stosuje się kontrolowane procesy przygotowania powierzchni (np. piaskowanie, śrutowanie) w celu uzyskania optymalnej chropowatości (np. Ra 3,2-6,3 µm), która zapewni doskonałą przyczepność powłoki.
Estetyka a wymagania funkcjonalne – kiedy wygląd ma znaczenie?
Nie można zapominać, że w niektórych zastosowaniach wygląd powierzchni ma równie duże znaczenie, co jej funkcjonalność. W elementach widocznych, dekoracyjnych, czy w przemyśle dóbr konsumpcyjnych, estetyka jest kluczowym kryterium. W takich przypadkach dąży się do uzyskania bardzo niskiej chropowatości (np. Ra poniżej 0,1 µm), co daje efekt lustrzanej gładkości lub satynowego wykończenia. Warto jednak pamiętać, że uzyskanie takiej powierzchni wiąże się z wyższymi kosztami i bardziej złożonymi procesami obróbki. Dlatego optymalna chropowatość jest często kompromisem między wymaganiami funkcjonalnymi (tarcie, zużycie, szczelność), odpornością na czynniki zewnętrzne (korozja, przyczepność powłok), estetyką a kosztami produkcji. Świadome podjęcie decyzji o wyborze chropowatości to sztuka inżynierska.
Najczęstsze błędy i pułapki związane z chropowatością powierzchni
Mimo pozornie prostych definicji, w praktyce inżynierskiej często pojawiają się błędy i pułapki związane z chropowatością powierzchni. Ich unikanie jest kluczowe dla zapewnienia jakości i optymalizacji procesów.
Mylenie parametru Ra z Rz i jego konsekwencje
Jednym z najczęstszych błędów, który może prowadzić do poważnych konsekwencji, jest mylenie parametrów Ra i Rz. Jak już wspomniałem, Ra to średnie arytmetyczne odchylenie, podczas gdy Rz to największa wysokość profilu. Chociaż istnieje przybliżona zależność Rz ≈ 4*Ra, nie jest to równoważność. Niewłaściwa interpretacja lub zamiana tych parametrów w dokumentacji projektowej lub podczas kontroli jakości może prowadzić do:
- Błędnych ocen jakości powierzchni: Powierzchnia spełniająca wymagania dla Ra może nie spełniać dla Rz i odwrotnie.
- Nieprawidłowego działania komponentów: Elementy zaprojektowane pod Rz, ale wykonane pod Ra (o tej samej wartości liczbowej), mogą mieć znacznie gorsze właściwości użytkowe.
- Odrzucenia prawidłowo wykonanych części lub akceptacji wadliwych: Co generuje straty finansowe i czasowe.
Niewłaściwy dobór odcinka elementarnego pomiaru a zafałszowane wyniki
Parametry chropowatości, takie jak Ra czy Rz, są wyznaczane na tzw. odcinku elementarnym pomiaru (Lc). Niewłaściwy dobór tego odcinka może drastycznie zafałszować wyniki pomiarów. Jeśli odcinek jest zbyt krótki, może nie zawierać wystarczającej liczby nierówności, aby wiarygodnie scharakteryzować powierzchnię. Z kolei zbyt długi odcinek może obejmować również falistość lub błędy kształtu, które powinny być filtrowane i analizowane oddzielnie. W rezultacie, pomiar chropowatości może wskazywać na zgodność z wymaganiami, podczas gdy w rzeczywistości powierzchnia jest wadliwa, lub odwrotnie. Normy precyzują zasady doboru odcinków elementarnych w zależności od oczekiwanej chropowatości, a ich przestrzeganie jest fundamentem wiarygodnych pomiarów.
Przeczytaj również: Filc twardy - Wybierz świadomie. Właściwości i zastosowania
Zbyt wysokie lub zbyt niskie wymagania – jak optymalizować koszty produkcji?
Ostatnią pułapką jest ustalanie nieoptymalnych wymagań dotyczących chropowatości.
- Zbyt wysokie wymagania: Dążenie do uzyskania ekstremalnie niskiej chropowatości, gdy nie jest to funkcjonalnie konieczne, prowadzi do niepotrzebnego zwiększenia kosztów produkcji i czasu obróbki. Procesy wykańczające są drogie i czasochłonne, a ich zastosowanie bez uzasadnienia ekonomicznego jest błędem.
- Zbyt niskie wymagania: Z kolei zbyt niskie wymagania, podyktowane chęcią obniżenia kosztów, mogą prowadzić do obniżenia trwałości, funkcjonalności i niezawodności komponentów. Taki element może szybciej się zużywać, korodować lub nie spełniać swojej roli, co w dłuższej perspektywie generuje znacznie większe koszty związane z reklamacjami, naprawami i utratą reputacji.