Dobór odpowiedniego wiertła pod gwint M10 to jeden z tych kluczowych momentów w pracy każdego fachowca, który decyduje o sukcesie lub porażce całego projektu. Niezależnie od tego, czy jesteś doświadczonym ślusarzem, mechanikiem, czy zaawansowanym majsterkowiczem, precyzja w tym zakresie jest absolutnie fundamentalna. Wiercenie otworu o niewłaściwej średnicy może prowadzić do szeregu problemów – od złamania gwintownika po uzyskanie nietrwałego połączenia, które nie spełni swojej funkcji. Moje doświadczenie pokazuje, że nawet najmniejsze odstępstwo od normy może mieć poważne konsekwencje.
Wybór wiertła pod gwint M10 – klucz do trwałego połączenia
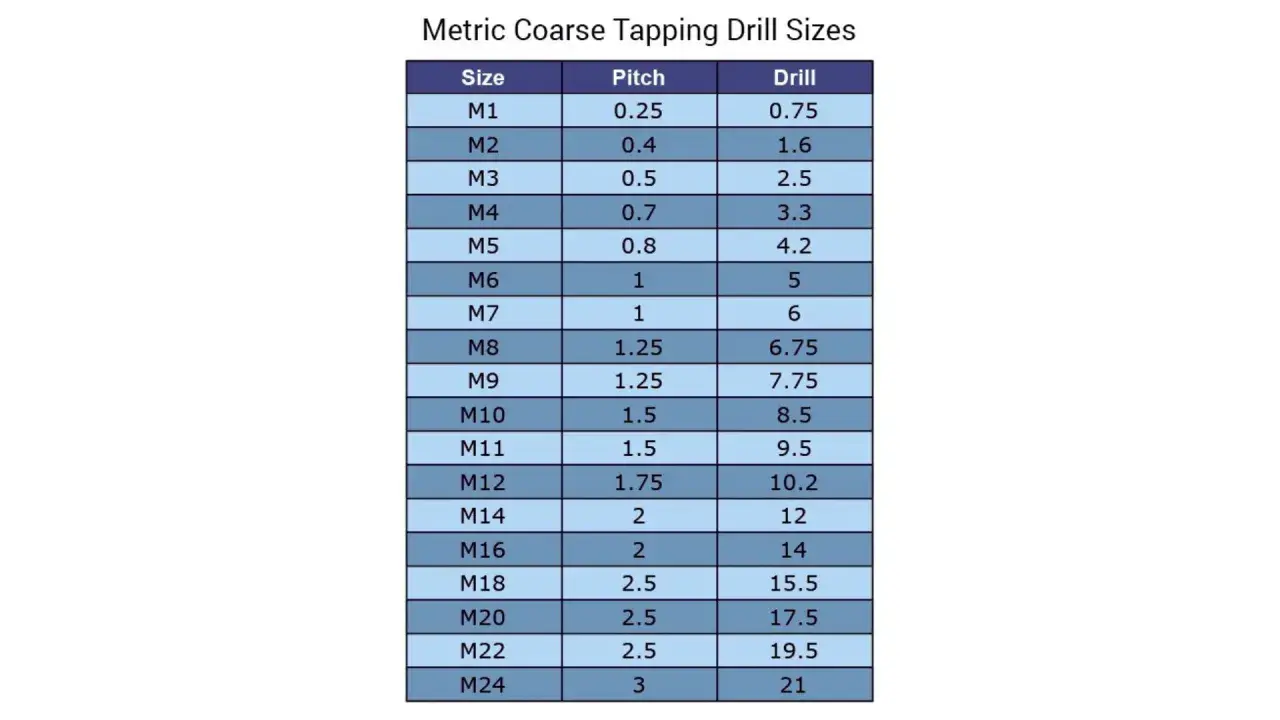
- Dla standardowego gwintu M10 (skok 1.5 mm) użyj wiertła o średnicy 8.5 mm.
- Średnica wiertła zawsze zależy od skoku gwintu – im mniejszy skok, tym większe wiertło.
- Błędny dobór wiertła może prowadzić do złamania gwintownika lub osłabienia gwintu.
- Zawsze stosuj wzór: Średnica wiertła = Średnica gwintu - Skok gwintu.
- W przypadku twardszych materiałów rozważ minimalnie większe wiertło, aby zmniejszyć opory.

Jakie wiertło pod gwint M10? Precyzyjna odpowiedź dla Twojego warsztatu
Dobór odpowiedniego wiertła pod gwint M10 jest fundamentalny dla jakości i trwałości połączenia gwintowego. Choć oznaczenie M10 wydaje się proste i jednoznaczne, kluczowy jest skok gwintu, który decyduje o finalnej średnicy otworu. To właśnie ten parametr, często pomijany, ma decydujący wpływ na to, czy gwint będzie mocny i niezawodny. W tym artykule dostarczę zarówno szybkich odpowiedzi, które pozwolą Ci natychmiast przystąpić do pracy, jak i pogłębionej wiedzy, która ugruntuje Twoje zrozumienie procesu gwintowania.
Standardowy gwint M10 (M10x1.5) – wiertło, którego potrzebujesz
Dla najczęściej spotykanego, standardowego gwintu metrycznego M10 o skoku 1.5 mm (oznaczenie M10 lub M10x1.5), należy użyć wiertła o średnicy 8.5 mm. Jest to podstawowa i najczęściej stosowana wartość w warsztatach i przemyśle, którą każdy mechanik czy ślusarz powinien mieć w pamięci. Ta informacja jest kluczowa dla szybkiego rozpoczęcia pracy i stanowi punkt wyjścia do dalszych rozważań nad gwintami drobnozwojnymi.
Szybka ściągawka: tabela wierteł dla różnych skoków gwintu M10
Poniższa tabela stanowi szybką ściągawkę dla najpopularniejszych skoków gwintu M10:
| Oznaczenie gwintu | Wymagana średnica wiertła |
|---|---|
| M10x1.5 | 8.5 mm |
| M10x1.25 | 8.8 mm |
| M10x1.0 | 9.0 mm |
| M10x0.75 | 9.2 mm |
Dlaczego sam wymiar M10 to za mało? Rola skoku gwintu w doborze wiertła
Wielu początkujących, a czasem nawet bardziej doświadczonych, popełnia błąd, zakładając, że samo oznaczenie "M10" jest wystarczające do prawidłowego doboru wiertła. Nic bardziej mylnego! "M10" określa średnicę nominalną gwintu, czyli zewnętrzną średnicę śruby, ale to skok gwintu – odległość między sąsiednimi zwojami – decyduje o głębokości zarysu gwintu, a tym samym o średnicy rdzenia, czyli ostatecznej średnicy otworu pod gwint. Ignorowanie skoku gwintu jest częstym błędem, który prowadzi do problemów, takich jak złamanie gwintownika lub wykonanie słabego, nietrwałego gwintu.
Gwint standardowy vs. drobnozwojny – kluczowe różnice i zastosowania
Rozróżniamy gwint standardowy (normalny) i gwinty drobnozwojne. Gwint standardowy, taki jak M10x1.5, jest najbardziej uniwersalny i stosowany w większości codziennych zastosowań, gdzie nie ma specjalnych wymagań co do precyzji czy wytrzymałości na drgania. Z kolei gwinty drobnozwojne, np. M10x1.25, M10x1.0 czy M10x0.75, mają mniejszy skok, co oznacza, że na danej długości znajduje się więcej zwojów. To przekłada się na kilka kluczowych zalet i specyficznych zastosowań:
- Precyzyjne regulacje: Mniejszy skok umożliwia dokładniejsze pozycjonowanie i regulację elementów.
- Cienkościenne materiały: Większa liczba zwojów na mniejszej grubości materiału zwiększa wytrzymałość połączenia.
- Odporność na drgania: Większa powierzchnia styku gwintu sprawia, że połączenia drobnozwojne są bardziej odporne na luzowanie pod wpływem drgań.
- Szczelność: W połączeniach wymagających większej szczelności, np. w hydraulice, gwinty drobnozwojne sprawdzają się lepiej.
Warto podkreślić, że gwinty drobnozwojne, ze względu na mniejszy skok, wymagają zastosowania wiertła o większej średnicy niż gwinty standardowe, aby zapewnić odpowiednią ilość materiału dla gwintownika.
Jak samodzielnie obliczyć średnicę wiertła? Prosty wzór, który musisz znać
Gdy nie masz pod ręką tabeli, a potrzebujesz dobrać wiertło do nietypowego gwintu, z pomocą przychodzi prosty wzór, który powinien znać każdy fachowiec. Zgodnie z podstawową zasadą inżynierii mechanicznej, średnicę wiertła pod gwint metryczny oblicza się następująco:
Średnica wiertła = Średnica gwintu - Skok gwintu
Weźmy przykład standardowego gwintu M10x1.5: 10 mm (średnica gwintu) - 1.5 mm (skok gwintu) = 8.5 mm. Ten wzór jest uniwersalny i pozwala na dobór wiertła nawet w przypadku rzadziej spotykanych gwintów. Pamiętaj, że jest to podstawowa zasada, którą potwierdzają eksperci, np. z Kuropasz.pl, i która pozwoli Ci uniknąć błędów w doborze narzędzi.
Krok po kroku: jak prawidłowo wywiercić idealny otwór pod gwint M10
Precyzyjne wiercenie jest tak samo ważne, jak dobór odpowiedniego wiertła. Nawet najlepsze narzędzia nie zagwarantują sukcesu, jeśli technika wykonania będzie niedbała. Moje doświadczenie pokazuje, że prawidłowe przygotowanie i konsekwentne przestrzeganie zasad techniki wiercenia mają kluczowe znaczenie dla sukcesu całego procesu gwintowania. To właśnie na tym etapie najczęściej rodzą się problemy, które później skutkują złamanymi gwintownikami lub słabymi połączeniami.
Przygotowanie i punktowanie – fundament precyzyjnej pracy
Zanim wiertło dotknie materiału, należy zadbać o odpowiednie przygotowanie miejsca wiercenia. To fundament precyzyjnej pracy:
- Oczyszczenie powierzchni: Upewnij się, że powierzchnia, w której będziesz wiercić, jest wolna od brudu, rdzy, farby czy innych zanieczyszczeń. Czysta powierzchnia to lepsza widoczność i mniejsze ryzyko poślizgu wiertła.
- Precyzyjne oznaczenie: Za pomocą rysika, markera lub cienkiego ołówka, dokładnie oznacz punkt, w którym ma znaleźć się środek otworu. Dokładność na tym etapie jest kluczowa.
- Wykonanie nakiełka (punktowanie): Użyj punktaka i młotka, aby wykonać niewielkie wgłębienie w oznaczonym punkcie. Nakiełek zapobiega "wędrowaniu" wiertła po powierzchni materiału i gwarantuje, że wiercenie rozpocznie się w dokładnie wyznaczonym miejscu. Pamiętaj, aby nakiełek był wystarczająco głęboki, by wiertło mogło się w nim stabilnie oprzeć, ale nie na tyle, by deformować materiał.
- Zamocowanie elementu: Element, w którym wiercisz, musi być stabilnie zamocowany w imadle, ścisku stolarskim lub innym odpowiednim uchwycie. Niestabilny element to ryzyko przesunięcia, uszkodzenia narzędzia, a co najważniejsze – zagrożenie dla bezpieczeństwa.
Technika wiercenia – jak utrzymać prostopadłość i unikać błędów?
Prawidłowa technika wiercenia to sztuka, którą można opanować poprzez praktykę i świadome podejście do każdego kroku:
- Prostopadłość: Utrzymanie wiertła prostopadle do powierzchni materiału jest absolutnie kluczowe. Jeśli masz dostęp do wiertarki stołowej, użyj jej – to gwarantuje idealną prostopadłość. W przypadku wiercenia ręcznego, pomóc może prowadnica wiertarska lub kątownik, który pozwoli kontrolować kąt. Brak prostopadłości prowadzi do krzywego gwintu, który będzie słaby i nieestetyczny.
- Prędkość obrotowa: Dobór odpowiedniej prędkości obrotowej wiertarki jest zależny od materiału. Zasadniczo, dla twardszych materiałów (np. stal nierdzewna) stosuje się niższe prędkości, a dla miękkich (np. aluminium, drewno) – wyższe. Zbyt wysokie obroty w twardym materiale mogą przegrzać wiertło, a zbyt niskie w miękkim – spowodować jego zakleszczenie.
- Posuw i nacisk: Stosuj stały, umiarkowany nacisk na wiertło. Unikaj zbyt dużego nacisku, który nie przyspieszy wiercenia, a jedynie doprowadzi do przegrzewania wiertła, jego szybszego zużycia, a nawet złamania. Wiertło powinno "skrawać", a nie "palić" materiał.
- Chłodzenie i smarowanie: Przy wierceniu w metalach, zwłaszcza w stali, konieczne jest stosowanie płynów chłodząco-smarujących. Pomagają one odprowadzać ciepło, zmniejszają tarcie i ułatwiają skrawanie, co wydłuża żywotność wiertła i poprawia jakość otworu.
- Odprowadzanie wiórów: Regularne wycofywanie wiertła z otworu (tzw. "dziobanie") jest niezbędne, aby usunąć wióry i zapobiec ich zakleszczaniu. Nagromadzone wióry mogą zablokować wiertło, zwiększyć opory i doprowadzić do jego złamania.
Czy materiał ma znaczenie? Wiercenie w stali, aluminium i tworzywach
Rodzaj obrabianego materiału ma ogromne znaczenie dla wyboru techniki wiercenia i narzędzi. Moje doświadczenie podpowiada, że ignorowanie specyfiki materiału to prosta droga do uszkodzenia wiertła, materiału lub uzyskania niskiej jakości otworu. Dla twardszych materiałów, jak stal nierdzewna czy żeliwo, można rozważyć użycie wiertła o średnicy nieznacznie większej (np. 8.6 mm zamiast 8.5 mm dla M10x1.5). Ten niewielki zabieg zmniejsza opory skrawania, co minimalizuje ryzyko uszkodzenia gwintownika podczas późniejszego gwintowania.
- Stal (węglowa, nierdzewna): Wymaga intensywnego chłodzenia (zwłaszcza nierdzewna), odpowiednio niskiej prędkości obrotowej i stałego posuwu. Stal nierdzewna ma tendencję do utwardzania się pod wpływem ciepła i nacisku, dlatego ważne jest, aby nie przerywać wiercenia i nie pozwolić wiertłu na "ślizganie się" po powierzchni.
- Aluminium: Wierci się je z wyższą prędkością obrotową. Aluminium jest miękkie, ale ma tendencję do "zaklejania" wiertła wiórami. Używa się do niego wierteł o ostrzejszych kątach natarcia i dobrze odprowadzających wióry. Konieczne jest stosowanie smarowania (np. nafty lub specjalnego oleju do aluminium).
- Tworzywa sztuczne: Należy stosować niską prędkość obrotową, aby uniknąć przegrzewania, które może topić materiał i prowadzić do jego deformacji. W twardych tworzywach istnieje ryzyko pękania, dlatego wiercenie powinno być delikatne, z umiarkowanym naciskiem. Czasami stosuje się wiertła o specjalnej geometrii, aby uniknąć zadziorów.
- Drewno: Wierci się z wysoką prędkością obrotową. Nie wymaga chłodzenia. Do drewna stosuje się specyficzne wiertła, np. z ostrzem centrującym, które zapobiega przesuwaniu się wiertła i zapewnia czyste wejście w materiał.
Najczęstsze błędy przy wierceniu pod gwintownik M10 i jak ich uniknąć
Nawet najbardziej doświadczeni majsterkowicze i profesjonaliści popełniają błędy. Kluczem do sukcesu jest ich identyfikacja i świadome unikanie, co pozwala oszczędzić czas, materiał i narzędzia. Moje obserwacje pokazują, że konsekwencje błędnego doboru wiertła mogą być naprawdę frustrujące i kosztowne.
Złamany gwintownik – koszmar każdego mechanika. Dlaczego tak się dzieje?
Złamany gwintownik w otworze to prawdziwy koszmar. Usunięcie go jest często trudniejsze i bardziej czasochłonne niż całe gwintowanie. Główną przyczyną jest zbyt mała średnica otworu, co prowadzi do nadmiernych oporów skrawania. Jednak to nie jedyny czynnik:
- Brak lub niewystarczające smarowanie: Zwiększa tarcie między gwintownikiem a materiałem, prowadząc do przegrzewania i zwiększenia oporów.
- Brak prostopadłości: Jeśli gwintownik nie jest prowadzony prostopadle do otworu, pracuje pod kątem, co powoduje nierównomierne obciążenie i zwiększa ryzyko złamania.
- Zbyt duża siła: Próba "przekręcenia" gwintownika na siłę, gdy napotka on opór, jest receptą na katastrofę. Gwintowanie wymaga cierpliwości i wyczucia.
- Zatkane wióry: Nagromadzone wióry blokują gwintownik, zwiększając opory i uniemożliwiając swobodne skrawanie.
- Zbyt szybki obrót: Agresywne gwintowanie, zwłaszcza ręczne, zwiększa ryzyko zakleszczenia i złamania narzędzia.
Aby uniknąć tych błędów, zawsze stosuj odpowiedni olej do gwintowania, regularnie wycofuj gwintownik (zwłaszcza przy gwintach przelotowych), pracuj z wyczuciem i upewnij się, że narzędzie jest prowadzone prostopadle.
Nietrwały gwint – skutki użycia zbyt dużego wiertła
Użycie zbyt dużego wiertła pod gwint M10, choć może wydawać się mniej dramatyczne niż złamanie gwintownika, ma równie poważne konsekwencje. Skutkuje to wykonaniem niepełnego, płytkiego gwintu o znacznie obniżonej wytrzymałości na zerwanie. Dzieje się tak, ponieważ zbyt duży otwór oznacza, że gwintownik nie ma wystarczającej ilości materiału do uformowania pełnego i głębokiego zarysu gwintu. Prowadzi to do:
- Zmniejszonej wytrzymałości: Połączenie jest słabe, podatne na zerwanie, wyrobienie się lub odkręcenie pod obciążeniem.
- Luźnego połączenia: Śruba może mieć niepożądany luz w otworze, co jest niedopuszczalne w precyzyjnych i bezpiecznych zastosowaniach.
- Problemów z montażem: Śruba może się "przekręcać" bez możliwości odpowiedniego dokręcenia, co uniemożliwia stabilne połączenie.
W mojej praktyce zawsze powtarzam, że lepiej jest mieć otwór minimalnie za mały (co zwiększa ryzyko złamania gwintownika, ale da się to naprawić), niż za duży, co skutkuje bezużytecznym gwintem, który często wymaga naprawy poprzez zastosowanie większego gwintu lub wkładki gwintowej.
Problem z odprowadzaniem wiórów – jak zadbać o czystość otworu?
Wióry, powstające podczas wiercenia i gwintowania, są często niedocenianym źródłem problemów. Ich niewłaściwe odprowadzanie może prowadzić do poważnych komplikacji:
- Zwiększone tarcie i temperatura: Zalegające wióry zwiększają tarcie między narzędziem a materiałem, co prowadzi do przegrzewania wiertła/gwintownika i obrabianego elementu.
- Blokowanie narzędzia: Wióry mogą zakleszczyć się w rowkach wiertła lub gwintownika, blokując narzędzie i zwiększając ryzyko jego złamania.
- Zarysowania i uszkodzenia powierzchni: Wióry mogą rysować powierzchnię otworu, wpływając na jakość i precyzję gwintu.
Aby skutecznie odprowadzać wióry, stosuj następujące praktyki:
- Technika "dziobania": Regularne wycofywanie wiertła z otworu pozwala na usunięcie nagromadzonych wiórów.
- Płyny chłodząco-smarujące: Oprócz chłodzenia, pomagają one w transporcie wiórów na zewnątrz otworu.
- Sprężone powietrze: Po wierceniu, użyj sprężonego powietrza do usunięcia wiórów z otworu, ale rób to ostrożnie, aby nie wdmuchnąć ich głębiej.
- Właściwa geometria wiertła: Dobrej jakości wiertła mają odpowiednio zaprojektowane rowki wiórowe, które efektywnie odprowadzają wióry.
Wybór profesjonalnego wiertła pod gwint M10 – na co zwrócić uwagę?
Inwestycja w dobrej jakości wiertło to inwestycja w jakość wykonania gwintu i trwałość narzędzi. Moje doświadczenie pokazuje, że oszczędzanie na wiertłach często kończy się drożej – poprzez uszkodzone gwintowniki, zmarnowany materiał i stracony czas. Profesjonalne wiertła oferują lepszą precyzję, trwałość i wydajność, co przekłada się na lepsze rezultaty i mniejszą frustrację.
Wiertła HSS, HSS-Co, czy z węglika? Które wybrać do Twojego zadania?
Materiał, z którego wykonane jest wiertło, ma kluczowe znaczenie dla jego wydajności i trwałości. Wybór zależy od obrabianego materiału i intensywności pracy:
- HSS (High Speed Steel): Standardowe wiertła wykonane ze stali szybkotnącej. Są ekonomiczne i dobrze sprawdzają się w większości zastosowań, takich jak wiercenie w stali niskostopowej, aluminium, miedzi czy drewnie. To dobry wybór do ogólnych prac warsztatowych.
- HSS-Co (High Speed Steel z dodatkiem kobaltu): Wiertła te zawierają dodatek kobaltu (zazwyczaj 5% lub 8%), co znacząco zwiększa ich odporność na wysoką temperaturę i ścieranie. Są idealne do wiercenia w twardszych materiałach, takich jak stal nierdzewna, żeliwo, stopy tytanu czy stale stopowe. Kobalt pozwala na pracę z wyższymi prędkościami skrawania bez utraty twardości ostrza.
- Wiertła z węglika spiekanego (VHM): Wykonane z węglików spiekanych, charakteryzują się najwyższą twardością i odpornością na zużycie. Stosowane są do najtwardszych materiałów, np. stali hartowanej, egzotycznych stopów, a także do obróbki materiałów ściernych. Wiertła VHM wymagają stabilnych maszyn (np. frezarek CNC) i precyzyjnego prowadzenia ze względu na ich kruchość. Są to narzędzia dla najbardziej wymagających zastosowań.
Zawsze dobieraj wiertło do materiału, w którym będziesz wiercić. Użycie wiertła HSS do stali nierdzewnej szybko je stępi, a wiertło VHM w miękkim drewnie będzie niepotrzebnym wydatkiem.
Przeczytaj również: Parametry frezowania - Klucz do wydajnej obróbki CNC
Geometria i powłoka wiertła – detale, które przekładają się na jakość gwintu
Poza materiałem, z którego wykonano wiertło, równie ważne są jego geometria i ewentualne powłoki. To detale, które mają ogromny wpływ na efektywność wiercenia i jakość finalnego otworu:
- Kąt wierzchołkowy (kąt ostrza): Najczęściej spotykane kąty to 118° i 135°. Kąt 118° jest uniwersalny, dobry do stali miękkich i aluminium. Kąt 135° jest lepszy do twardszych materiałów, zapewnia lepsze centrowanie wiertła i zmniejsza siłę osiową potrzebną do wiercenia.
- Kąt natarcia i rowki wiórowe: Kąt natarcia wpływa na efektywność skrawania, a kształt i rozmiar rowków wiórowych decydują o łatwości odprowadzania wiórów. Różne materiały wymagają różnych kątów i rowków (np. ostrzejsze kąty dla aluminium, szersze rowki dla materiałów o długim wiórze).
- Powłoki (np. TiN, TiAlN, AlCrN): Specjalne powłoki nakładane na wiertła zwiększają ich twardość powierzchniową, odporność na ścieranie i wysoką temperaturę. Dzięki nim wiertło dłużej zachowuje ostrość, co wydłuża jego żywotność i poprawia jakość otworu. Powłoki są szczególnie przydatne przy wierceniu w trudnych materiałach, przy wysokich prędkościach skrawania oraz w produkcji seryjnej.
- Rodzaj chwytu: Chwyt cylindryczny jest najpopularniejszy i pasuje do większości uchwytów wiertarskich. Chwyt stożkowy (Morse'a) zapewnia lepsze centrowanie i przenoszenie momentu obrotowego, stosowany w wiertarkach kolumnowych. Chwyt Weldon jest przeznaczony do frezarek i zapewnia stabilne mocowanie.
Zwracanie uwagi na te detale pozwala na optymalizację procesu wiercenia, zmniejszenie zużycia narzędzi i uzyskanie najlepszych możliwych rezultatów w każdej sytuacji.