
Ten artykuł to kompleksowy poradnik dla każdego, kto chce opanować sztukę lutowania miedzi w domowych instalacjach. Dowiesz się, jak krok po kroku połączyć rury miedziane, poznasz różnice między lutowaniem miękkim a twardym oraz skompletujesz niezbędne narzędzia i materiały, aby Twoje połączenia były trwałe i bezpieczne.
Kompleksowy przewodnik po lutowaniu miedzi dla każdego majsterkowicza
- Lutowanie miedzi to kluczowa umiejętność w instalacjach wodnych, grzewczych i gazowych.
- Wyróżnia się lutowanie miękkie (poniżej 450°C, cyna) i twarde (powyżej 450°C, miedziano-fosforowe, srebrne).
- Lutowanie miękkie stosuje się w instalacjach C.O. i wody użytkowej, twarde w gazowych, chłodniczych i solarnych.
- Kluczowe etapy to przygotowanie, czyszczenie, aplikacja topnika, podgrzewanie, lutowanie i chłodzenie.
- Należy unikać błędów takich jak niedostateczne czyszczenie, przegrzewanie czy gwałtowne chłodzenie.
- Bezpieczeństwo (ochrona osobista, wentylacja) jest absolutnym priorytetem podczas pracy z palnikiem.
Dlaczego prawidłowe lutowanie miedzi jest fundamentem trwałej i bezpiecznej instalacji
Lutowanie miedzi to nie tylko technika łączenia materiałów, ale przede wszystkim sztuka zapewnienia długowieczności, szczelności i bezpieczeństwa całej instalacji. Niezależnie od tego, czy budujesz system centralnego ogrzewania, instalację wodną czy gazową, precyzyjnie wykonane połączenia miedziane są absolutnie kluczowe. Miedź, jako materiał, jest powszechnie ceniona za swoje wyjątkowe właściwości, ale jej pełen potencjał można wykorzystać tylko wtedy, gdy proces łączenia zostanie przeprowadzony fachowo i z dbałością o każdy detal. Właściwe lutowanie to gwarancja spokoju na lata.
Miedź w instalacjach domowych: poznaj jej kluczowe zalety
Miedź od dziesięcioleci pozostaje jednym z najchętniej wybieranych materiałów do instalacji domowych, i to nie bez powodu. Jej wyjątkowa trwałość sprawia, że rury miedziane mogą służyć przez wiele pokoleń bez utraty swoich właściwości. Jest niezwykle odporna na korozję, co jest kluczowe w kontakcie z wodą czy gazem, a także na działanie wysokich temperatur i ciśnień. W instalacjach centralnego ogrzewania doceniana jest jej wysoka przewodność cieplna, która efektywnie przenosi ciepło. Co więcej, miedź wykazuje właściwości bakteriostatyczne, co oznacza, że hamuje rozwój bakterii i innych mikroorganizmów w instalacjach wodnych, przyczyniając się do lepszej jakości wody. Estetyka miedzi również nie jest bez znaczenia – jej naturalny, szlachetny wygląd często wykorzystywany jest w instalacjach natynkowych. To sprawdzony i niezawodny materiał, który w kontekście długoterminowych inwestycji domowych zyskuje na znaczeniu.
Lutowanie a inne metody łączenia: kiedy jest niezastąpione?
Chociaż na rynku dostępne są różne metody łączenia rur miedzianych, takie jak złączki zaciskowe czy skręcane, lutowanie często okazuje się preferowanym, a nawet niezastąpionym rozwiązaniem. Wynika to z faktu, że prawidłowo wykonane lutowanie tworzy połączenie o wytrzymałości zbliżonej do samego materiału rury, zapewniając maksymalną szczelność i trwałość. Jest to szczególnie ważne w miejscach narażonych na podwyższone ciśnienie, wysokie temperatury (np. w instalacjach solarnych czy przemysłowych) oraz w instalacjach gazowych, gdzie bezpieczeństwo jest absolutnym priorytetem. Lutowanie jest również wybierane tam, gdzie wymagana jest maksymalna estetyka i minimalna widoczność połączeń. Złączki zaciskowe są szybkie i proste w montażu, ale mogą być droższe i w niektórych warunkach (np. wibracje, wysokie ciśnienie) mogą nie oferować takiej niezawodności jak lutowanie. Dlatego w wielu profesjonalnych zastosowaniach i tam, gdzie liczy się długoterminowa bezawaryjność, lutowanie pozostaje metodą z wyboru.

Lutowanie miękkie czy twarde? Wybierz metodę idealną do Twojego projektu
Wybór odpowiedniej metody lutowania – miękkiego lub twardego – jest jednym z najważniejszych decyzji, jaką musisz podjąć przed przystąpieniem do pracy. Nie jest to kwestia preferencji, lecz konieczności, podyktowanej specyfiką instalacji oraz warunkami, w jakich będzie ona pracować. Każda z tych metod ma swoje unikalne cechy, wymagania i zastosowania, a ich właściwe zrozumienie to podstawa sukcesu całego przedsięwzięcia.
Lutowanie miękkie: charakterystyka i zastosowanie w instalacjach wodnych i C. O.
Lutowanie miękkie to metoda, która odbywa się w stosunkowo niskich temperaturach, poniżej 450°C, zazwyczaj w okolicach 250°C. Stosuje się w nim spoiwa, czyli luty, na bazie cyny, takie jak stopy cynowo-miedziane (SnCu) czy cynowo-srebrne (SnAg). Charakteryzują się one dobrą rozpływalnością i są idealne do zastosowań, gdzie nie występują ekstremalne obciążenia termiczne czy ciśnieniowe. Jest to metoda powszechnie stosowana w instalacjach centralnego ogrzewania oraz w systemach zimnej i ciepłej wody użytkowej, gdzie maksymalna temperatura pracy nie przekracza zazwyczaj 110°C. Do wykonania połączenia tą techniką w zupełności wystarczy prosty palnik gazowy na propan-butan, co czyni ją dostępną dla większości majsterkowiczów. Pamiętajmy, że mimo niższej temperatury, prawidłowe wykonanie lutu miękkiego zapewnia bardzo trwałe i szczelne połączenie.
Lutowanie twarde: kiedy wyższa wytrzymałość jest absolutnie konieczna?
Kiedy mówimy o instalacjach, które muszą sprostać znacznie wyższym wymaganiom, wkracza lutowanie twarde. Ta metoda wymaga znacznie wyższych temperatur, powyżej 450°C, często w zakresie 700-800°C. Do lutowania twardego używa się spoiw o znacznie większej wytrzymałości mechanicznej i odporności na temperaturę, takich jak luty miedziano-fosforowe (CuP) lub luty srebrne, które mogą zawierać od kilku do kilkudziesięciu procent srebra. Luty srebrne oferują jeszcze większą wytrzymałość i lepszą płynność. Lutowanie twarde jest niezbędne w instalacjach gazowych, chłodniczych, solarnych oraz wszędzie tam, gdzie medium przekracza 110°C. Do osiągnięcia tak wysokiej temperatury potrzebny jest znacznie wydajniejszy palnik, na przykład na mieszankę propan-tlen lub acetylenowo-tlenowy. Wykonanie lutowania twardego wymaga większej wprawy i odpowiedniego sprzętu, ale gwarantuje połączenia o niezrównanej wytrzymałości i niezawodności.Porównanie metod: temperatura, spoiwa i finalna wytrzymałość złącza
Aby ułatwić wybór odpowiedniej metody, przygotowałem porównanie kluczowych cech lutowania miękkiego i twardego:| Cecha | Lutowanie Miękkie | Lutowanie Twarde |
|---|---|---|
| Temperatura topnienia lutu | Poniżej 450°C (zazwyczaj ok. 250°C) | Powyżej 450°C (zazwyczaj 700-800°C) |
| Rodzaj spoiw (lutów) | Na bazie cyny (SnCu, SnAg) | Miedziano-fosforowe (CuP), srebrne (np. 5-40% Ag) |
| Typowe zastosowania | C.O., woda użytkowa (zimna i ciepła do 110°C) | Instalacje gazowe, chłodnicze, solarne, wysokie temperatury (>110°C) |
| Wymagana moc palnika | Niska (propan-butan) | Wysoka (propan-tlen, acetylenowo-tlenowy) |
| Finalna wytrzymałość i odporność | Dobra, wystarczająca do standardowych zastosowań | Bardzo wysoka, odporność na ciśnienie i temperaturę |
Niezbędnik majsterkowicza: Jakie narzędzia i materiały musisz skompletować
Sukces w lutowaniu miedzi to wypadkowa nie tylko umiejętności i techniki, ale również posiadania odpowiednich, wysokiej jakości narzędzi i materiałów. Bez właściwego wyposażenia nawet najlepszy fachowiec będzie miał trudności z wykonaniem trwałego i szczelnego połączenia. Właściwy dobór sprzętu to podstawa bezpiecznej i efektywnej pracy, dlatego warto poświęcić czas na skompletowanie niezbędnego zestawu.
Palnik gazowy: od prostego propan-butan do wydajnych mieszanek tlenowych
Sercem procesu lutowania jest palnik gazowy, który dostarcza niezbędne ciepło. Do lutowania miękkiego, które odbywa się w niższych temperaturach, zazwyczaj wystarczy palnik propan-butan, często zasilany z niewielkich kartuszy. Jest to ekonomiczne i poręczne rozwiązanie dla domowych zastosowań. Jeśli jednak planujesz lutowanie twarde, które wymaga znacznie wyższych temperatur, musisz zaopatrzyć się w bardziej wydajny sprzęt. Tutaj w grę wchodzą palniki na mieszanki gazów, takie jak propan-tlen lub acetylenowo-tlenowe. Te palniki generują znacznie gorętszy i bardziej skoncentrowany płomień, niezbędny do stopienia twardych lutów. Przy wyborze palnika zwróć uwagę na jego moc, możliwość precyzyjnej regulacji płomienia oraz oczywiście na aspekty bezpieczeństwa, takie jak stabilna podstawa czy systemy zabezpieczające przed niekontrolowanym wypływem gazu.
Spoiwa (luty): Jak dobrać odpowiedni drut do lutowania miękkiego i twardego?
Spoiwa, czyli luty, to materiały, które faktycznie tworzą połączenie między elementami miedzianymi. Ich dobór jest kluczowy i zależy od metody lutowania oraz zastosowania instalacji. Do lutowania miękkiego najczęściej używa się stopów cynowo-miedzianych (SnCu) lub cynowo-srebrnych (SnAg). Luty te charakteryzują się niską temperaturą topnienia i dobrą rozpływalnością, co jest idealne dla instalacji wodnych i C.O. Warto zwrócić uwagę na luty bezołowiowe, które są bezpieczniejsze dla zdrowia i środowiska. Do lutowania twardego stosuje się luty miedziano-fosforowe (CuP), które są samoodtleniające się na miedzi, co oznacza, że nie zawsze wymagają topnika. Jeśli jednak łączymy miedź z innymi metalami (np. mosiądzem), lub potrzebujemy jeszcze większej wytrzymałości i elastyczności, sięgamy po luty srebrne, które mogą zawierać od 2% do nawet 40% srebra. Im więcej srebra, tym lut jest droższy, ale oferuje lepsze właściwości mechaniczne i płynność. Według danych Ataszek.pl, luty srebrne z wyższą zawartością srebra są szczególnie polecane do zastosowań wymagających najwyższej niezawodności, takich jak instalacje chłodnicze czy gazowe. Wybór odpowiedniego spoiwa to podstawa trwałego i bezpiecznego połączenia, dlatego zawsze upewnij się, że jest on zgodny z przeznaczeniem Twojej instalacji.
Topnik (pasta lutownicza): Twój sprzymierzeniec w walce z utlenianiem
Topnik, często w postaci pasty lutowniczej, jest niezastąpionym elementem procesu lutowania. Jego główną rolą jest usuwanie tlenków z powierzchni miedzi oraz zapobieganie ich powstawaniu podczas podgrzewania. Tlenki miedzi to bariera, która uniemożliwia prawidłowe rozpłynięcie się lutu i stworzenie szczelnego połączenia. Topnik działa jak "sprzymierzeniec", który oczyszcza drogę dla lutu, poprawiając jego rozpływalność i umożliwiając kapilarne wniknięcie w szczelinę. Jest on obowiązkowy przy lutowaniu miękkim oraz przy lutowaniu twardym, gdy łączymy miedź z innymi metalami (np. mosiądzem), ponieważ luty miedziano-fosforowe są samoodtleniające się tylko na czystej miedzi. Na rynku dostępne są różne rodzaje topników, w tym bezkwasowe, które są szczególnie polecane do instalacji wodnych, aby uniknąć korozji. Pamiętaj, aby zawsze dobierać topnik odpowiedni do rodzaju lutu i materiałów łączonych.
Narzędzia pomocnicze: obcinak, gratownik, czyściki – diabeł tkwi w szczegółach
- Obcinak krążkowy: Niezbędny do precyzyjnego i czystego cięcia rur miedzianych. W przeciwieństwie do piłki, obcinak nie pozostawia opiłków i zapewnia idealnie proste krawędzie, co jest kluczowe dla szczelności połączenia.
- Gratownik: Po cięciu rury, zarówno wewnątrz, jak i na zewnątrz, powstają zadziory. Gratownik służy do ich usunięcia. Wewnętrzne zadziory mogą utrudniać przepływ medium, a zewnętrzne przeszkadzać w idealnym dopasowaniu kształtki. Dokładne gratowanie to podstawa.
- Czyściki (szczotki druciane, wełna stalowa): Absolutnie kluczowe do przygotowania powierzchni. Służą do mechanicznego usunięcia wszelkich zanieczyszczeń, tłuszczu i warstwy tlenków z zewnętrznej powierzchni rury i wewnętrznej powierzchni kształtki. Czysta powierzchnia to podstawa prawidłowego rozpłynięcia się lutu i szczelności.
Lutowanie miedzi krok po kroku: Kompletny przewodnik od A do Z
Przystępując do lutowania miedzi, kluczowe jest nie tylko posiadanie odpowiednich narzędzi i materiałów, ale przede wszystkim znajomość i precyzyjne przestrzeganie kolejnych etapów procesu. Każdy krok ma znaczenie dla finalnej jakości i szczelności połączenia. Poniżej przedstawiam szczegółowy, praktyczny przewodnik, który przeprowadzi Cię przez cały proces, od przygotowania po finalne czyszczenie.
Krok 1: Precyzyjne cięcie i gratowanie – podstawa idealnego dopasowania
Pierwszym i często niedocenianym krokiem jest precyzyjne przygotowanie rury. Za pomocą obcinaka krążkowego docięcie rury miedzianej na wymiar powinno być wykonane z najwyższą starannością, aby uzyskać proste i czyste cięcie, bez zniekształceń. Następnie, absolutnie niezbędne jest użycie gratownika do usunięcia wszelkich zadziorów. Zadziory wewnętrzne mogą nie tylko utrudniać przepływ medium, ale także prowadzić do osadzania się zanieczyszczeń i przyspieszonej korozji w przyszłości. Zadziory zewnętrzne natomiast mogą uniemożliwić idealne dopasowanie kształtki, co negatywnie wpłynie na szczelność połączenia. Pamiętaj, że gładkie i czyste krawędzie to podstawa idealnego dopasowania i trwałego lutu.
Krok 2: Klucz do sukcesu – staranne czyszczenie rury i kształtki
Ten etap jest absolutnie kluczowy i nie można go pominąć ani potraktować po macoszemu. Powierzchnie łączonych elementów – zewnętrzną powierzchnię rury i wewnętrzną powierzchnię kształtki – należy dokładnie oczyścić. Do tego celu najlepiej użyć specjalnego czyścika do rur miedzianych lub drobnej wełny stalowej. Celem jest usunięcie wszelkich zanieczyszczeń, tłuszczu (nawet ślady palców mogą być problemem!) oraz, co najważniejsze, warstwy tlenków miedzi. Tlenki te tworzą barierę, która uniemożliwia prawidłowe rozpłynięcie się lutu i jego kapilarne wniknięcie w szczelinę. Bez idealnie czystej powierzchni, lut nie będzie w stanie stworzyć mocnego i szczelnego połączenia, co doprowadzi do nieszczelności i awarii. Po oczyszczeniu unikaj dotykania powierzchni palcami.
Krok 3: Aplikacja topnika – jak nałożyć idealną warstwę?
Po dokładnym oczyszczeniu, kolejnym krokiem jest aplikacja topnika. Należy pokryć cienką i równomierną warstwą oczyszczone powierzchnie rury (zewnętrzną) oraz wewnętrzną powierzchnię kształtki. Ważne jest, aby topnik był nałożony tylko na obszar, który będzie lutowany. Nadmiar topnika poza złączem może prowadzić do jego przypalenia, a w konsekwencji do trudności z usunięciem i potencjalnej korozji w przyszłości. Topnik pełni podwójną rolę: usuwa resztkowe tlenki, które mogły powstać po czyszczeniu, oraz chroni powierzchnie przed utlenianiem podczas podgrzewania. Dodatkowo, znacząco ułatwia rozpływanie się lutu, dzięki czemu jest on "zasysany" w szczelinę kapilarną.
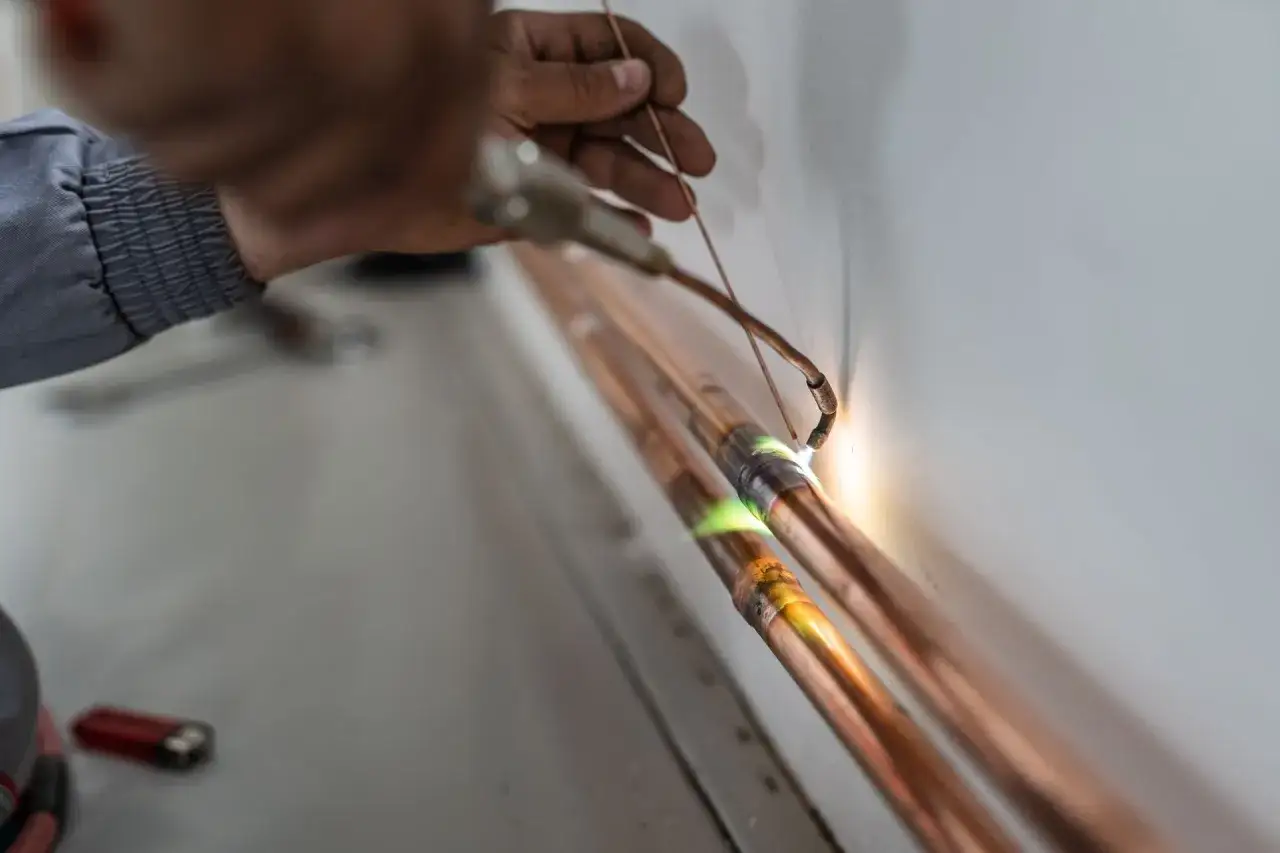
Krok 4: Technika grzania – jak równomiernie podgrzać złącze do właściwej temperatury?
Prawidłowe podgrzewanie złącza to sztuka, która wymaga cierpliwości i precyzji. Kluczową zasadą jest równomierne podgrzewanie obu łączonych elementów – rury i kształtki – a nie bezpośrednio lutu. Płomień palnika należy przesuwać wokół złącza, koncentrując się na grubszym elemencie (zazwyczaj kształtce), ponieważ potrzebuje on więcej czasu na osiągnięcie odpowiedniej temperatury. Celem jest osiągnięcie temperatury, przy której lut samoczynnie stopi się w kontakcie z rozgrzanym metalem i wpłynie w szczelinę. W przypadku lutowania twardego, miedź w miejscu grzania może przybrać wiśniowy kolor, co jest dobrym wskaźnikiem osiągnięcia odpowiedniej temperatury. Unikaj przegrzewania jednego punktu, co może prowadzić do uszkodzenia materiału.
Krok 5: Aplikacja lutu – czyli jak wykorzystać zjawisko kapilarne na swoją korzyść
Gdy elementy złącza osiągną odpowiednią temperaturę (sprawdź to, dotykając złącza końcówką drutu lutowniczego – jeśli lut się topi, temperatura jest właściwa), możesz przystąpić do aplikacji lutu. Drut lutowniczy należy przyłożyć do złącza, najlepiej od spodu lub z boku, tak aby lut był topiony przez ciepło rury i kształtki, a nie bezpośrednio przez płomień palnika. W tym momencie wykorzystujemy zjawisko kapilarne: roztopiony lut jest "zasysany" w wąską szczelinę między rurą a kształtką, wypełniając ją całkowicie i tworząc szczelne połączenie. Według danych Ataszek.pl, kluczem do sukcesu jest unikanie nadmiernej ilości lutu; wystarczy niewielka ilość, która swobodnie wypełni szczelinę. Pamiętaj, aby nie przesadzić z ilością lutu – nadmiar nie poprawi wytrzymałości, a może utrudnić ocenę jakości połączenia.
Krok 6: Chłodzenie i finalne czyszczenie – dlaczego nie wolno spieszyć się na finiszu?
Ostatnie etapy są równie ważne, co te początkowe. Po zakończeniu aplikacji lutu, złącze powinno ostygnąć naturalnie. Absolutnie zabronione jest gwałtowne chłodzenie wodą lub dmuchanie na świeżo polutowane połączenie. Taki pośpiech może prowadzić do powstania mikropęknięć w lucie i naprężeń w miedzi, co osłabi połączenie i w przyszłości może skutkować nieszczelnościami. Daj złączu czas na powolne stygnięcie. Po całkowitym ostygnięciu, należy usunąć wszelkie resztki topnika z powierzchni złącza za pomocą wilgotnej szmatki. Resztki topnika, jeśli zostaną pozostawione, mogą z czasem powodować korozję miedzi, dlatego ich dokładne usunięcie jest niezbędne dla długotrwałej trwałości instalacji. Ta faza to prawdziwa kropka nad "i", która pieczętuje jakość Twojej pracy.
Najczęstsze błędy, które kosztują czas i pieniądze – i jak ich unikać
Nawet najbardziej doświadczeni majsterkowicze popełniają błędy, ale kluczem do sukcesu jest ich zrozumienie i konsekwentne unikanie. W lutowaniu miedzi, gdzie precyzja i dbałość o detale są na wagę złota, błędy mogą kosztować nie tylko czas i materiały, ale przede wszystkim zagrażać bezpieczeństwu całej instalacji. Wiele problemów wynika z pośpiechu, niedokładności lub braku wiedzy. Przyjrzyjmy się najczęstszym pułapkom i sposobom ich ominięcia.
Przegrzanie miedzi: jak rozpoznać i zapobiegać uszkodzeniu materiału?
Przegrzewanie miedzi to jeden z najgroźniejszych błędów. Rozpoznasz je po wyraźnych przebarwieniach (ciemne, niemal czarne plamy), matowości powierzchni, a w skrajnych przypadkach nawet po utracie struktury materiału – miedź staje się krucha i podatna na pęknięcia. Konsekwencje przegrzania to osłabienie miedzi, trudności z prawidłowym rozpłynięciem się lutu oraz ryzyko pęknięć instalacji pod ciśnieniem. Aby tego uniknąć, należy równomiernie podgrzewać złącze, nie koncentrując płomienia w jednym miejscu. Obserwuj kolor miedzi (dla lutowania twardego wiśniowy kolor jest sygnałem), a także kontroluj moc palnika. Lepiej grzać dłużej mniejszym płomieniem niż krótko zbyt intensywnym.
"Zimny lut": przyczyny i skutki niedostatecznego wygrzania złącza
"Zimny lut" to zmora każdego lutującego. Powstaje, gdy złącze nie zostanie dostatecznie podgrzane przed aplikacją lutu. Lutu nie topimy bezpośrednio płomieniem, lecz ciepłem rozgrzanej miedzi. Jeśli rura jest zbyt zimna, lut nie rozpłynie się prawidłowo, nie wypełni szczeliny kapilarnej i stworzy nieszczelne, kruche połączenie. Rozpoznasz go po nieregularnej, grudkowatej powierzchni, braku gładkiego przechodzenia lutu w miedź. Skutki to oczywiście ryzyko wycieków i konieczność ponownego lutowania. Aby zapobiec "zimnemu lutowi", bądź cierpliwy. Poczekaj, aż miedź osiągnie odpowiednią temperaturę – lut powinien topić się swobodnie w kontakcie z rozgrzanym metalem. Upewnij się też, że użyłeś wystarczającej ilości topnika.
Nadmiar cyny i topnika: jak uniknąć nieestetycznych "glutów" i ryzyka korozji?
Zarówno nadmiar lutu, jak i topnika, to częste błędy. Zbyt dużo lutu prowadzi do powstawania nieestetycznych "glutów" na złączu, które nie tylko wyglądają źle, ale co ważniejsze, nie poprawiają wytrzymałości połączenia. Mogą wręcz utrudnić wizualną ocenę jakości lutu, maskując ewentualne niedoskonałości. W przypadku topnika, nadmierna ilość, zwłaszcza jeśli nie zostanie dokładnie usunięta po ostygnięciu, może prowadzić do korozji miedzi w dłuższej perspektywie. Może również zablokować przepływ w mniejszych rurach. Aby uniknąć tych problemów, aplikuj lut z umiarem – wystarczy niewielka ilość, która swobodnie wypełni szczelinę kapilarną. Topnik nakładaj cienką, równomierną warstwą tylko na obszar lutowania i zawsze pamiętaj o jego dokładnym usunięciu po zakończeniu pracy.
Gwałtowne chłodzenie: cichy zabójca trwałości Twojego połączenia
Po zakończeniu lutowania, pokusa szybkiego schłodzenia złącza wodą lub dmuchaniem jest duża, zwłaszcza gdy się spieszymy. Jest to jednak poważny błąd, który może mieć daleko idące konsekwencje dla trwałości instalacji. Gwałtowne chłodzenie powoduje nagłe skurcze materiału, co może prowadzić do powstawania mikropęknięć zarówno w lucie, jak i w samej miedzi. Tworzy to również wewnętrzne naprężenia materiałowe, osłabiając strukturę połączenia. W efekcie, takie złącze, choć na pierwszy rzut oka wygląda poprawnie, będzie znacznie bardziej podatne na awarie, pęknięcia i nieszczelności w przyszłości. Zawsze pozwól złączu ostygnąć naturalnie i powoli. Cierpliwość w tym momencie to inwestycja w długotrwałą niezawodność Twojej instalacji.
Bezpieczeństwo przede wszystkim: Jak lutować miedź bez ryzyka?
Lutowanie miedzi to proces niezwykle satysfakcjonujący, ale wiąże się z pracą z otwartym ogniem, wysokimi temperaturami oraz gazami pod ciśnieniem. Dlatego też, bezwzględne przestrzeganie zasad bezpieczeństwa jest absolutnym priorytetem. Odpowiednie przygotowanie miejsca pracy i ochrona osobista minimalizują ryzyko wypadków i zapewniają, że praca będzie nie tylko efektywna, ale przede wszystkim bezpieczna.
Ochrona osobista: rękawice i okulary to absolutna podstawa
- Rękawice ochronne: Niezbędne są rękawice odporne na wysoką temperaturę, które ochronią Twoje dłonie przed poparzeniami od gorącej miedzi, lutu czy płomienia.
- Okulary ochronne: To absolutna podstawa. Chronią oczy przed iskrami, odpryskami stopionego lutu, a także przed intensywnym światłem płomienia, które może być szkodliwe. Wybierz okulary z filtrem UV, jeśli pracujesz z palnikami tlenowymi.
- Odpowiednie ubranie: Należy nosić odzież wykonaną z materiałów niepalnych (np. bawełna), z długimi rękawami i nogawkami. Unikaj syntetyków, które mogą się stopić i przykleić do skóry. Zdejmij wszelkie luźne elementy odzieży, biżuterię czy zegarki, które mogłyby się zaczepić lub nagrzać.
Zabezpieczenie otoczenia: maty ognioodporne i odpowiednia wentylacja
- Maty ognioodporne: Zawsze używaj mat ognioodpornych do ochrony ścian, podłóg, mebli i innych łatwopalnych powierzchni znajdujących się w pobliżu miejsca lutowania. Płomień palnika może łatwo zaprószyć ogień.
- Wentylacja: Lutowanie powinno odbywać się w dobrze wentylowanym pomieszczeniu lub na świeżym powietrzu. Opary topnika i spaliny mogą być drażniące lub szkodliwe dla dróg oddechowych. Zapewnij swobodny przepływ powietrza.
- Gaśnica/wiaderko z piaskiem: Zawsze miej w zasięgu ręki gaśnicę proszkową lub wiaderko z piaskiem. W razie zaprószenia ognia, szybka reakcja jest kluczowa.
- Usuń materiały łatwopalne: Upewnij się, że w pobliżu miejsca pracy nie ma żadnych materiałów łatwopalnych, takich jak papier, tkaniny, rozpuszczalniki czy paliwa.
Przeczytaj również: Uchwyt spawalniczy do migomatu - Jak wybrać najlepszy?
Postępowanie z butlą gazową: kluczowe zasady bezpiecznej pracy
- Prawidłowe podłączanie: Zawsze postępuj zgodnie z instrukcją producenta butli i palnika. Upewnij się, że wszystkie połączenia są szczelne (możesz sprawdzić to wodą z mydłem – brak bąbelków oznacza szczelność).
- Przechowywanie butli: Butle gazowe należy przechowywać w pozycji pionowej, w dobrze wentylowanym miejscu, z dala od źródeł ciepła, bezpośredniego nasłonecznienia i materiałów łatwopalnych. Zabezpiecz je przed przewróceniem.
- Kontrola zaworów: Przed i po użyciu zawsze sprawdź, czy zawory butli są szczelnie zamknięte. Nigdy nie pozostawiaj otwartych zaworów butli bez nadzoru.
- Transport: Podczas transportu butli zawsze używaj odpowiednich wózków lub zabezpieczeń, aby zapobiec ich uszkodzeniu lub przewróceniu.