
W świecie materiałów i inżynierii niewiele zjawisk jest tak fundamentalnych i wszechobecnych jak adhezja. To właśnie ona decyduje o tym, czy farba będzie trzymać się ściany, czy klej utrzyma ze sobą dwa elementy, a nawet czy implant zespoli się z ludzką tkanką. Zrozumienie mechanizmów leżących u podstaw siły przylegania jest kluczowe dla każdego, kto pracuje z materiałami, projektuje nowe produkty czy dąży do optymalizacji istniejących procesów. Zapraszam do zgłębienia tego fascynującego zagadnienia, które ma bezpośrednie przełożenie na trwałość, funkcjonalność i bezpieczeństwo niezliczonych produktów i konstrukcji wokół nas.
Adhezja: kluczowe zjawisko łączenia powierzchni w nauce i przemyśle
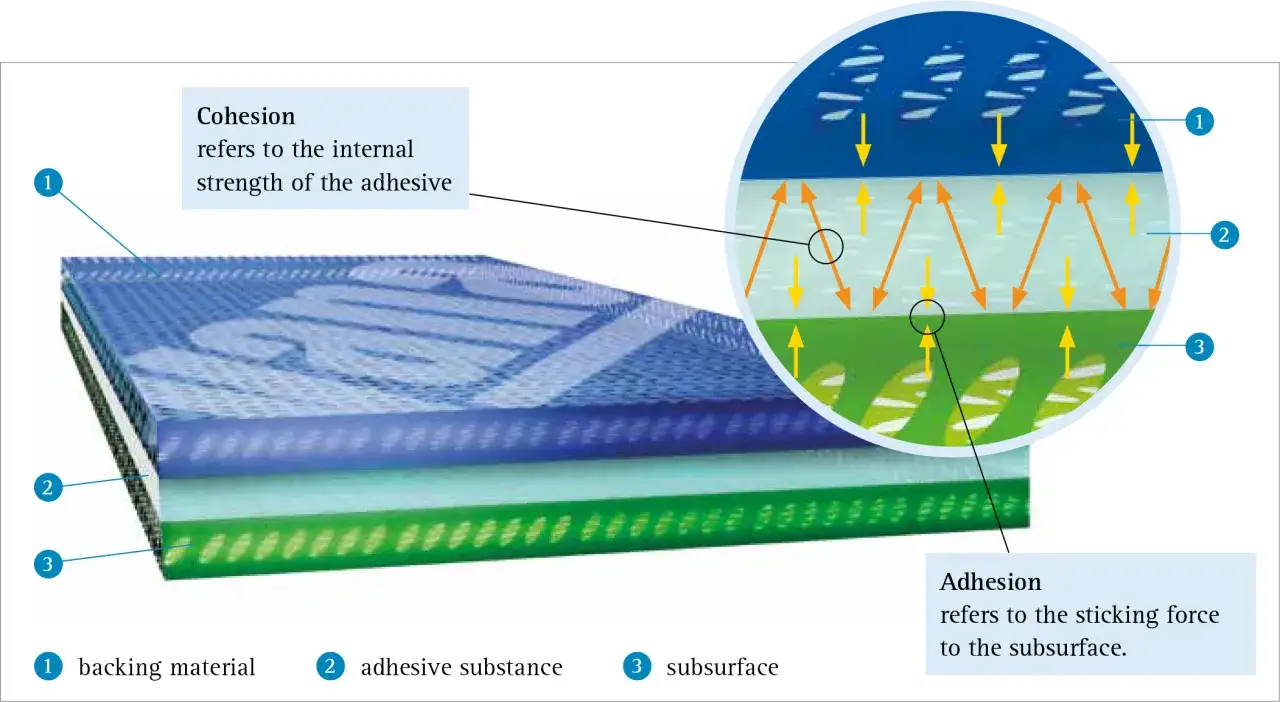
- Adhezja to przyleganie powierzchni różnych substancji, w przeciwieństwie do kohezji, która opisuje spójność wewnątrz jednego materiału.
- Na siłę adhezji wpływają kluczowe czynniki takie jak właściwości powierzchni (czystość, chropowatość, energia), rodzaj łączonych materiałów oraz warunki środowiskowe (temperatura, wilgotność).
- Mierzy się ją za pomocą specjalistycznych testów, w tym testu odrywania (pull-off), siatki nacięć, zdzierania (peel test) oraz zarysowania (scratch test).
- Zjawisko adhezji jest niezbędne w wielu dziedzinach, od trwałości powłok ochronnych i klejenia konstrukcyjnego metali po procesy spawania, lutowania oraz biomateriały medyczne.
- Skuteczne zwiększenie adhezji wymaga odpowiedniego przygotowania powierzchni, w tym metod mechanicznych (szlifowanie), chemicznych (trawienie) i nowoczesnych (aktywacja plazmowa).
Czym jest siła adhezji i dlaczego jest wszędzie wokół nas?
Adhezja to zjawisko, które choć często niedoceniane, jest absolutnie fundamentalne dla funkcjonowania naszego świata. Bez niej wiele codziennych przedmiotów, a także zaawansowanych technologii, po prostu by nie istniało. To siła, która pozwala dwóm różnym powierzchniom trzymać się razem.
Adhezja w pigułce: Definicja, której potrzebujesz
Adhezja, z łaciny *adhaesio* oznaczające przyleganie, to nic innego jak zjawisko łączenia się ze sobą powierzchniowych warstw dwóch różnych ciał stałych lub ciekłych. Jest to wynik wzajemnych oddziaływań międzycząsteczkowych na granicy faz. Obejmuje ona szeroki zakres procesów, od tak prostych, jak przyleganie kurzu do powierzchni, po skomplikowane mechanizmy klejenia w przemyśle lotniczym. Jej wszechobecność w naszym życiu jest zdumiewająca – od farby na ścianach, przez klej w butach, po zaawansowane powłoki ochronne na metalach czy łączenia w elektronice. Adhezja jest kluczowa dla trwałości, funkcjonalności i estetyki niezliczonych produktów, co podkreśla jej fundamentalne znaczenie zarówno w codziennym życiu, jak i w przemyśle.
Adhezja vs. Kohezja: Dlaczego mylenie tych pojęć to błąd i jakie są kluczowe różnice?
Kiedy mówimy o siłach działających w materiałach, często pojawiają się dwa terminy: adhezja i kohezja. Chociaż są ze sobą powiązane, oznaczają zupełnie różne zjawiska, a ich rozróżnienie jest kluczowe, zwłaszcza w inżynierii materiałowej. Adhezja dotyczy sił przyciągania między cząsteczkami różnych substancji, czyli tego, jak dobrze jedna powierzchnia przylega do drugiej. Kohezja natomiast opisuje siły działające wewnątrz jednej substancji, utrzymujące jej spójność i integralność. Na przykład, gdy klej łączy dwa kawałki metalu, mówimy o adhezji między klejem a metalem. Jeśli jednak klej pęka w swojej masie, a nie odrywa się od metalu, to problem leży w kohezji kleju. Zrozumienie tej różnicy jest absolutnie fundamentalne, ponieważ pozwala nam zdiagnozować, czy problem z połączeniem wynika ze słabej przyczepności do podłoża (adhezja), czy z niewystarczającej wytrzymałości samego materiału łączącego (kohezja).
Od oddziaływań Van der Waalsa po wiązania chemiczne: Jakie mechanizmy fizyczne stoją za siłą przylegania?
Siła adhezji nie jest wynikiem jednego, prostego mechanizmu, lecz złożonej interakcji różnych oddziaływań fizycznych i chemicznych. Zrozumienie ich pozwala na świadome projektowanie połączeń o optymalnej wytrzymałości. Wyróżniamy kilka głównych mechanizmów:
- Oddziaływania mechaniczne: Jest to najprostszy do wyobrażenia mechanizm. Polega na zakotwiczeniu kleju lub powłoki w nierównościach i porach powierzchni. Im bardziej chropowata powierzchnia, tym więcej punktów zaczepienia i tym silniejsze może być mechaniczne połączenie.
- Teoria adsorpcji: Ten mechanizm opiera się na oddziaływaniach międzycząsteczkowych, takich jak słabe siły Van der Waalsa (np. siły dyspersyjne Londona, siły dipol-dipol) oraz silniejsze wiązania wodorowe. Są to siły przyciągania między atomami i cząsteczkami na styku dwóch materiałów. Im bliżej siebie znajdują się powierzchnie i im silniejsze są te oddziaływania, tym większa adhezja.
- Teoria dyfuzji: Dotyczy głównie materiałów polimerowych, gdzie łańcuchy makrocząsteczkowe z jednego materiału mogą wzajemnie przenikać się z łańcuchami drugiego materiału na granicy styku, tworząc rodzaj "splątania" i wzmacniając połączenie.
- Teoria elektrostatyczna: Ten mechanizm zakłada, że adhezja może wynikać z przyciągania elektrostatycznego między warstwami o różnym ładunku, które powstają na granicy faz w wyniku przeniesienia elektronów. Działa to podobnie do przyciągania między naelektryzowanymi ciałami.
- Wiązania chemiczne: To najsilniejszy rodzaj oddziaływań adhezyjnych. Polega na tworzeniu kowalencyjnych lub jonowych wiązań chemicznych bezpośrednio na styku dwóch materiałów. Takie połączenia są niezwykle trwałe i odporne na rozdzielenie.
W praktyce, adhezja jest zazwyczaj wynikiem współdziałania kilku z tych mechanizmów. Rodzaj materiałów oraz polarność cząsteczek, o których wspominałem wcześniej, mają ogromny wpływ na to, które z tych mechanizmów będą dominować i z jaką siłą. Na przykład, materiały o wysokiej polarności (np. metale z grupami hydroksylowymi na powierzchni) łatwiej tworzą wiązania wodorowe lub chemiczne z odpowiednimi klejami, podczas gdy materiały niepolarne mogą polegać bardziej na oddziaływaniach Van der Waalsa i zakotwiczeniu mechanicznym.
Co decyduje o sile przylegania? Kluczowe czynniki, które musisz znać
Siła adhezji, choć może wydawać się prostym pojęciem, jest w rzeczywistości bardzo złożonym zjawiskiem, zależnym od wielu wzajemnie oddziałujących czynników. Nie jest to stała wartość, lecz dynamiczna właściwość, którą można optymalizować poprzez kontrolę różnych parametrów. Z mojej perspektywy, jako osoby pracującej z materiałami, zrozumienie tych czynników jest absolutnie niezbędne do osiągnięcia trwałego i niezawodnego połączenia.
Energia i napięcie powierzchniowe: Niewidzialna siła, która rządzi adhezją
Kluczowym pojęciem w kontekście adhezji jest energia powierzchniowa, czyli energia potrzebna do utworzenia nowej powierzchni materiału. Materiały o wysokiej energii powierzchniowej są bardziej "chętne" do wiązania się z innymi substancjami. Z kolei napięcie powierzchniowe odnosi się do cieczy i jest miarą sił kohezyjnych w jej obrębie. Aby klej, farba czy jakakolwiek inna ciecz dobrze zwilżyła powierzchnię, jej napięcie powierzchniowe musi być niższe niż energia powierzchniowa podłoża. Tylko wtedy ciecz rozleje się równomiernie, wypełniając nierówności i maksymalizując obszar kontaktu, co jest podstawą silnej adhezji. Właściwości i przygotowanie powierzchni, takie jak czyszczenie czy aktywacja, mają na celu właśnie podniesienie energii powierzchniowej podłoża, aby umożliwić lepsze zwilżanie i tym samym silniejsze połączenie.
Rola chropowatości: Czy gładsza powierzchnia zawsze oznacza gorszą przyczepność?
Intuicyjnie mogłoby się wydawać, że im gładsza powierzchnia, tym lepsza przyczepność. Jednak w przypadku adhezji często jest odwrotnie. Umiarkowana chropowatość powierzchni może znacząco zwiększyć siłę adhezji. Dzieje się tak z kilku powodów. Po pierwsze, zwiększa ona rzeczywistą powierzchnię kontaktu, co pozwala na więcej oddziaływań międzycząsteczkowych. Po drugie, co równie ważne, chropowatość tworzy mikro-zakotwiczenia, w które wnika klej lub powłoka, tworząc mechaniczne połączenie. Jest to szczególnie istotne w przypadku metali, gdzie piaskowanie czy szlifowanie są standardowymi metodami przygotowania. Należy jednak pamiętać, że zbyt duża chropowatość może być problematyczna, prowadząc do powstawania pęcherzyków powietrza w zagłębieniach i zmniejszając rzeczywistą powierzchnię styku, a w konsekwencji osłabiając połączenie.
Czystość to podstawa: Jak zanieczyszczenia i odtłuszczanie wpływają na jakość połączenia?
Bez przesady mogę stwierdzić, że czystość powierzchni jest jednym z najważniejszych, jeśli nie najważniejszym, czynnikiem wpływającym na siłę adhezji. Nawet mikroskopijne warstwy zanieczyszczeń – takie jak tłuszcze, oleje, kurz, tlenki, wilgoć czy pozostałości po obróbce – mogą drastycznie osłabić połączenie. Działają one jako bariera, uniemożliwiając bezpośredni kontakt między łączonymi materiałami i blokując tworzenie silnych oddziaływań. Dlatego procesy takie jak odtłuszczanie (np. rozpuszczalnikami), czyszczenie mechaniczne czy chemiczne są absolutnie niezbędne w przygotowaniu powierzchni. Bez odpowiedniego usunięcia zanieczyszczeń, nawet najlepszy klej czy powłoka nie osiągną swojej maksymalnej wytrzymałości, a połączenie będzie podatne na przedwczesne uszkodzenia.
Wpływ temperatury i wilgotności: Jak warunki otoczenia mogą wzmocnić lub osłabić adhezję?
Warunki zewnętrzne, takie jak temperatura i wilgotność, mają znaczący wpływ na procesy adhezyjne, zarówno podczas aplikacji, jak i w trakcie eksploatacji. Ekstremalne temperatury mogą zmieniać właściwości materiałów: na przykład, wysoka temperatura może zmniejszyć lepkość kleju, co ułatwi zwilżanie, ale może też przyspieszyć jego utwardzanie, skracając czas na aplikację. Zbyt niska temperatura może z kolei zwiększyć lepkość, utrudniając rozprowadzenie i zwilżanie. Co więcej, cykle termiczne mogą prowadzić do naprężeń w połączeniu z powodu różnic w rozszerzalności cieplnej materiałów, co z czasem osłabia adhezję. Wilgotność to kolejny krytyczny czynnik. Woda może działać jako plastyfikator, zmniejszając wytrzymałość kleju, lub obniżać energię powierzchniową podłoża, utrudniając zwilżanie. W niektórych przypadkach wilgoć może również prowadzić do hydrolizy wiązań adhezyjnych, chemicznie rozkładając połączenie. Dlatego tak ważne jest kontrolowanie i stabilizowanie warunków środowiskowych podczas procesów łączenia, aby zapewnić optymalną i trwałą adhezję.Jak profesjonaliści mierzą adhezję? Poznaj najważniejsze metody badawcze
Precyzyjny pomiar siły adhezji jest absolutnie kluczowy w inżynierii materiałowej. Pozwala nam ocenić jakość połączenia, kontrolować procesy produkcyjne, a także rozwijać nowe materiały i technologie. Bez obiektywnych metod badawczych bylibyśmy skazani na zgadywanie, co w przypadku zastosowań konstrukcyjnych jest niedopuszczalne. Istnieje wiele technik pomiarowych, a wybór odpowiedniej zależy od rodzaju materiałów, geometrii połączenia i specyfiki zastosowania. Poniżej przedstawiam najważniejsze z nich.
| Metoda | Opis | Typ mierzonej siły/Zastosowanie |
|---|---|---|
| Test odrywania (pull-off test) | Polega na przyklejeniu stempla do badanej powłoki i zmierzeniu siły potrzebnej do jego oderwania prostopadle do powierzchni. | Siła prostopadła do powierzchni / Powłoki malarskie, kleje, warstwy ochronne. |
| Test siatki nacięć (cross-cut test) | Metoda oceniająca przyczepność powłoki po wykonaniu na niej siatki nacięć i próbie oderwania fragmentów za pomocą taśmy. | Ocena jakościowa przyczepności / Farby, lakiery, cienkie powłoki. |
| Test zdzierania/odrywania pod kątem (peel test) | Mierzy siłę potrzebną do oderwania elastycznej warstwy (np. taśmy) od podłoża pod stałym kątem. | Siła rozdzielająca elastyczne warstwy / Taśmy klejące, folie, laminaty. |
| Test zarysowania (scratch test) | Polega na przesuwaniu po powierzchni ostrza ze wzrastającym obciążeniem i rejestracji siły, przy której powłoka ulega uszkodzeniu. | Odporność na uszkodzenia mechaniczne / Powłoki twarde, warstwy PVD/CVD. |
Test odrywania (Pull-Off): Zrywanie dla nauki, czyli jak mierzymy siłę prostopadłą
Test odrywania, znany również jako pull-off test, jest jedną z najczęściej stosowanych metod do ilościowego pomiaru adhezji. Zasada jego działania jest stosunkowo prosta: na badanej powłoce lub warstwie kleju przykleja się specjalny stempel (tzw. dolly). Po utwardzeniu kleju, stempel jest ciągnięty prostopadle do powierzchni za pomocą specjalistycznego urządzenia, a siła potrzebna do oderwania stempla jest rejestrowana. Wynik podawany jest zazwyczaj w MPa (megapaskalach) lub N/mm². Ten test jest niezwykle przydatny do oceny adhezji powłok malarskich, lakierów, powłok antykorozyjnych, a także do badania wytrzymałości połączeń klejonych. Pozwala on nie tylko na określenie siły, ale często również na analizę charakteru zerwania (czy nastąpiło zerwanie adhezyjne na styku, czy kohezyjne w masie kleju/powłoki).
Metoda siatki nacięć: Prosty sposób na ocenę przyczepności farb i lakierów
Metoda siatki nacięć, czyli cross-cut test, to szybki i ekonomiczny sposób na ocenę przyczepności powłok do podłoża, szczególnie popularny w przemyśle farb i lakierów. Polega ona na wykonaniu na powierzchni powłoki dwóch serii równoległych nacięć, prostopadłych do siebie, tworząc siatkę kwadratów. Nacięcia muszą sięgać aż do podłoża. Następnie na nacięty obszar nakleja się specjalną taśmę adhezyjną, którą po chwili zrywa się pod kątem. Przyczepność powłoki ocenia się wizualnie, porównując stopień uszkodzenia siatki nacięć z normatywnymi wzorcami (zazwyczaj od klasy 0 – brak uszkodzeń, do klasy 5 – całkowite odspojenie). Jest to metoda jakościowa lub półilościowa, ale bardzo użyteczna do szybkiej kontroli jakości w warunkach produkcyjnych.
Test zarysowania (Scratch Test): Kiedy kluczowa jest odporność na uszkodzenia mechaniczne?
Test zarysowania, czyli scratch test, to metoda szczególnie przydatna do oceny adhezji twardych powłok, takich jak powłoki PVD (Physical Vapor Deposition) czy CVD (Chemical Vapor Deposition), a także do badania odporności na uszkodzenia mechaniczne. Polega on na przesuwaniu po powierzchni powłoki diamentowego ostrza ze stopniowo wzrastającym obciążeniem. W trakcie testu monitorowane są różne parametry, takie jak emisja akustyczna (dźwięki powstające podczas pękania powłoki), siła tarcia oraz obraz mikroskopowy śladu zarysowania. Rejestruje się tzw. obciążenie krytyczne (Lc), czyli siłę, przy której powłoka zaczyna ulegać uszkodzeniu (np. pęka, odspaja się od podłoża). Im wyższe obciążenie krytyczne, tym lepsza adhezja i większa odporność powłoki na zarysowanie.
Inne techniki pomiarowe: Od testu zdzierania po pomiar kąta zwilżania
Oprócz wymienionych, istnieje szereg innych metod pomiarowych, które pozwalają na kompleksową ocenę adhezji. Jedną z nich jest test zdzierania/odrywania pod kątem (peel test), który jest idealny do badania adhezji elastycznych warstw, takich jak taśmy klejące, folie czy laminaty. W tym teście mierzy się siłę potrzebną do oderwania elastycznego materiału od podłoża pod stałym kątem (np. 90° lub 180°). Wynik podawany jest zazwyczaj w N/mm szerokości próbki. Inną ważną techniką, choć nie mierzącą bezpośrednio siły adhezji, jest pomiar kąta zwilżania. Pozwala on ocenić energię powierzchniową podłoża i zdolność cieczy (np. kleju) do jego zwilżania. Mały kąt zwilżania (poniżej 90°) oznacza dobre zwilżanie i potencjalnie lepszą adhezję. Warto również wspomnieć o testach ścinania (shear test), które mierzą siłę potrzebną do przesunięcia jednej powierzchni względem drugiej, co jest kluczowe dla połączeń klejonych poddawanych siłom ścinającym.
Od lakieru samochodowego po implanty: Gdzie siła adhezji odgrywa kluczową rolę w obróbce metali i materiałów?
Zjawisko adhezji jest tak wszechstronne, że jego zastosowania obejmują niemal każdą gałąź przemysłu. W szczególności w przemyśle metalowym i materiałowym, adhezja jest nie tylko pożądana, ale wręcz niezbędna do tworzenia trwałych, funkcjonalnych i bezpiecznych produktów. Od najprostszych elementów po zaawansowane konstrukcje, siła przylegania jest fundamentem ich niezawodności.
Powłoki ochronne i lakiernictwo: Jak adhezja zapewnia trwałość i odporność na korozję metali?
W przypadku metali, adhezja odgrywa absolutnie kluczową rolę w trwałości i skuteczności powłok ochronnych. Niezależnie od tego, czy mówimy o farbach, lakierach, powłokach galwanicznych (np. cynkowanie, chromowanie) czy ceramicznych, dobra adhezja jest gwarancją ich funkcjonalności. Powłoka musi mocno przylegać do podłoża, aby skutecznie chronić metal przed korozją, ścieraniem, erozją czy innymi formami degradacji. Słaba adhezja prowadzi do pękania, łuszczenia się, odspajania powłoki, co natychmiast otwiera drogę dla czynników korozyjnych i skraca żywotność elementu. Dlatego też, w procesach lakierniczych i nakładania powłok, tak duży nacisk kładzie się na odpowiednie przygotowanie powierzchni, aby zmaksymalizować siłę przylegania.
Klejenie konstrukcyjne metali i kompozytów: Kiedy klej jest silniejszy niż spaw?
Klejenie konstrukcyjne to obszar, w którym adhezja stała się prawdziwą rewolucją. W wielu zastosowaniach, zwłaszcza w przemyśle lotniczym, motoryzacyjnym czy stoczniowym, klejenie może być preferowane nad tradycyjnymi metodami łączenia, takimi jak spawanie czy nitowanie. Dlaczego? Kleje pozwalają na łączenie materiałów o różnych właściwościach (np. metal z kompozytem), co jest trudne lub niemożliwe przy spawaniu. Rozkładają naprężenia na znacznie większej powierzchni niż nity, co zwiększa wytrzymałość zmęczeniową połączenia. Ponadto, połączenia klejone są często lżejsze, bardziej estetyczne, zapewniają szczelność i izolację akustyczną. Oczywiście, aby klej był silniejszy niż spaw, adhezja między klejem a łączonymi elementami musi być perfekcyjna, a sam klej musi charakteryzować się odpowiednią kohezją.Spawanie, lutowanie i zgrzewanie: Ukryta rola adhezji w łączeniu metali
Choć spawanie, lutowanie i zgrzewanie opierają się głównie na tworzeniu wiązań metalicznych i dyfuzji atomów, to nawet w tych procesach zasady adhezji odgrywają istotną, choć często niedocenianą rolę. W przypadku lutowania, kluczowe jest dobre zwilżanie powierzchni łączonych metali przez stop lutowniczy. Bez odpowiedniego zwilżania, stop nie rozpłynie się równomiernie, tworząc słabe i porowate połączenie. Podobnie w spawaniu, choć dochodzi do topienia materiału, to na etapie krzepnięcia i tworzenia się granicy ziaren, interakcje na styku są kluczowe dla uzyskania jednorodnego i trwałego połączenia. Można powiedzieć, że adhezja w tych procesach zapewnia wstępne "przyklejenie" i umożliwia dalsze, silniejsze wiązania metaliczne. Bez odpowiedniego zwilżania i interakcji na styku, połączenie byłoby słabe i podatne na defekty.
Biomateriały i inżynieria medyczna: Adhezja w służbie zdrowia, czyli o przyczepności implantów
W dziedzinie biomateriałów i inżynierii medycznej, adhezja ma znaczenie krytyczne dla sukcesu wielu procedur. Odpowiednia przyczepność implantów do tkanki kostnej (tzw. osseointegracja) jest absolutnie niezbędna dla ich długoterminowej funkcjonalności i stabilności. Powierzchnie implantów są często modyfikowane (np. poprzez chropowacenie, nakładanie powłok bioaktywnych), aby zmaksymalizować adhezję komórek kostnych i przyspieszyć proces integracji. Podobnie, adhezja powłok bioaktywnych (np. hydroksyapatytu) do powierzchni implantów metalowych jest kluczowa dla ich biokompatybilności i zdolności do stymulowania wzrostu kości. Kleje medyczne, stosowane do zamykania ran czy mocowania urządzeń, również opierają się na precyzyjnie kontrolowanej adhezji do tkanek. W każdym z tych przypadków, niewłaściwa adhezja może prowadzić do odrzucenia implantu, infekcji lub innych poważnych komplikacji, co podkreśla jej życiowe znaczenie w służbie zdrowia.
Jak skutecznie zwiększyć siłę adhezji? Praktyczne metody przygotowania powierzchni
Skoro wiemy już, jak wiele czynników wpływa na adhezję i jak szerokie jest jej zastosowanie, naturalnie pojawia się pytanie: jak możemy ją skutecznie zwiększyć? Kluczem do silnej i trwałej adhezji jest odpowiednie przygotowanie powierzchni. To właśnie ten etap, często niedoceniany, decyduje o sukcesie lub porażce całego procesu łączenia. Moje doświadczenie pokazuje, że inwestycja w odpowiednie przygotowanie powierzchni zawsze się opłaca, zapobiegając kosztownym awariom w przyszłości.
Metody mechaniczne: Skuteczność piaskowania, śrutowania i szlifowania
Metody mechaniczne są jednymi z najstarszych i najczęściej stosowanych technik przygotowania powierzchni, zwłaszcza w przypadku metali. Ich głównym celem jest zwiększenie chropowatości powierzchni, usunięcie luźnych zanieczyszczeń, warstw tlenków i starych powłok. Do najpopularniejszych należą:- Piaskowanie i śrutowanie: Polegają na uderzaniu w powierzchnię strumieniem drobnych cząstek (piasku, śrutu stalowego, korundu). Tworzą one mikro-wgłębienia, które znacznie zwiększają powierzchnię styku i umożliwiają mechaniczne zakotwiczenie kleju lub powłoki.
- Szlifowanie i szczotkowanie: Usuwają warstwy powierzchniowe, wygładzają lub chropowacą powierzchnię, a także usuwają zanieczyszczenia i tlenki. Są często stosowane do precyzyjnego przygotowania mniejszych elementów.
Te techniki tworzą idealne warunki dla adhezji, zapewniając zarówno czystą, jak i odpowiednio zarysowaną powierzchnię, co sprzyja zarówno oddziaływaniom mechanicznym, jak i chemicznym.
Metody chemiczne: Trawienie, fosforanowanie i stosowanie primerów
Metody chemiczne idą o krok dalej, modyfikując chemicznie powierzchnię, aby poprawić jej właściwości adhezyjne. Są one często stosowane po wstępnym przygotowaniu mechanicznym:
- Trawienie: Polega na zanurzeniu elementu w roztworze kwasu lub zasady. Usuwa to zanieczyszczenia, warstwy tlenków, a także może tworzyć mikroporowatą strukturę, zwiększającą powierzchnię aktywną chemicznie.
- Fosforanowanie: Jest to proces konwersyjny, w którym na powierzchni metalu (najczęściej stali) tworzy się cienka, porowata warstwa fosforanów. Warstwa ta nie tylko poprawia adhezję powłok malarskich, ale także zwiększa odporność na korozję.
- Stosowanie primerów (gruntów): Primery to specjalne substancje aplikowane na powierzchnię przed nałożeniem kleju lub powłoki. Działają jako warstwa pośrednia, która chemicznie wiąże się zarówno z podłożem, jak i z aplikowanym materiałem, tworząc mostek adhezyjny. Mogą one również neutralizować aktywne miejsca na powierzchni lub chronić ją przed ponownym zanieczyszczeniem.
Metody chemiczne są niezwykle skuteczne w tworzeniu silnych i trwałych połączeń, zwłaszcza gdy wymagana jest wysoka odporność na czynniki środowiskowe.
Nowoczesne techniki: Aktywacja plazmowa i obróbka laserowa w celu maksymalizacji przyczepności
Wraz z rozwojem technologii, pojawiają się coraz bardziej zaawansowane metody przygotowania powierzchni, które pozwalają na osiągnięcie maksymalnej przyczepności, nawet w przypadku trudnych materiałów:
- Aktywacja plazmowa: Jest to proces, w którym powierzchnia materiału jest wystawiana na działanie plazmy (zjonizowanego gazu). Plazma jednocześnie czyści powierzchnię z zanieczyszczeń organicznych, zwiększa jej energię powierzchniową (poprawiając zwilżalność) i wprowadza grupy funkcyjne, które mogą tworzyć silne wiązania chemiczne z klejem lub powłoką. Jest to metoda bardzo efektywna i przyjazna dla środowiska.
- Obróbka laserowa: Lasery mogą być wykorzystywane do tworzenia precyzyjnych mikro- i nanostruktur na powierzchni materiału. Te struktury znacznie zwiększają powierzchnię styku i mechaniczne zakotwiczenie, a także mogą zmieniać energię powierzchniową. Obróbka laserowa jest szczególnie obiecująca w przypadku materiałów, gdzie tradycyjne metody są niewystarczające lub niepożądane.
Te nowoczesne techniki pozwalają na precyzyjną kontrolę nad właściwościami powierzchni, otwierając nowe możliwości w projektowaniu połączeń o ekstremalnie wysokiej adhezji.
Problemy z adhezją: Najczęstsze przyczyny awarii i sposoby ich unikania
Nawet przy najlepszych staraniach i zastosowaniu zaawansowanych metod przygotowania powierzchni, problemy z adhezją mogą się pojawić. Kiedy tak się dzieje, konsekwencje mogą być kosztowne – od estetycznych defektów po poważne awarie konstrukcyjne. Zrozumienie najczęstszych przyczyn tych problemów jest kluczowe dla ich skutecznego unikania i zapewnienia niezawodności połączeń adhezyjnych.
Delaminacja i odspajanie powłok: Diagnostyka problemu u źródła
Najbardziej oczywistymi objawami słabej adhezji są delaminacja (rozwarstwianie się), odspajanie powłok, pęcherzenie czy pękanie. Kiedy widzimy takie defekty, musimy przeprowadzić dokładną diagnostykę, aby zidentyfikować ich pierwotne przyczyny. Często problem leży w:
- Niewłaściwym przygotowaniu powierzchni: Jak już wspominałem, zanieczyszczenia, słabe odtłuszczenie, niewystarczająca chropowatość lub brak aktywacji powierzchni to najczęstsze grzechy.
- Niezgodności materiałów: Czasami klej lub powłoka po prostu nie są chemicznie kompatybilne z podłożem, co uniemożliwia tworzenie silnych wiązań.
- Błędach w aplikacji: Niewłaściwa grubość warstwy, zbyt szybkie lub zbyt wolne utwardzanie, czy nieodpowiednie ciśnienie podczas łączenia.
- Niekorzystnych warunkach środowiskowych: Długotrwałe narażenie na wysoką wilgotność, ekstremalne temperatury, promieniowanie UV lub agresywne chemikalia może z czasem osłabić nawet początkowo silne połączenie.
Dokładna analiza miejsca awarii, często z wykorzystaniem technik mikroskopowych, pozwala zlokalizować, czy doszło do zerwania adhezyjnego (na styku materiałów) czy kohezyjnego (w masie kleju/powłoki), co jest kluczowe dla dalszych działań naprawczych i prewencyjnych.
Przeczytaj również: Jak zabezpieczyć stal olejem przed korozją? Pełny poradnik
Błędy aplikacyjne, których należy unikać, aby zapewnić maksymalną trwałość połączenia
Wiele problemów z adhezją ma swoje źródło w błędach popełnianych na etapie aplikacji. Na szczęście, większość z nich można łatwo uniknąć, przestrzegając kilku podstawowych zasad. Z mojego doświadczenia wynika, że prewencja jest zawsze tańsza i skuteczniejsza niż naprawa:
- Przestrzeganie zaleceń producenta: Każdy klej, farba czy powłoka ma swoje specyficzne wymagania. Dotyczy to proporcji mieszania (w przypadku klejów dwuskładnikowych), czasów utwardzania (otwarty czas, czas wiązania, pełne utwardzenie), temperatury aplikacji i wilgotności. Ignorowanie tych zaleceń to prosta droga do awarii.
- Kontrola warunków środowiskowych: Upewnij się, że temperatura i wilgotność w miejscu aplikacji mieszczą się w zalecanym zakresie. Unikaj pracy w zbyt niskich lub zbyt wysokich temperaturach, a także w warunkach wysokiej wilgotności, jeśli materiał tego nie toleruje.
- Prawidłowe przechowywanie materiałów: Kleje i powłoki mają określony termin ważności i wymagają specyficznych warunków przechowywania (np. w chłodnym, suchym miejscu, z dala od światła). Stosowanie przeterminowanych lub źle przechowywanych produktów drastycznie obniża ich właściwości adhezyjne.
- Szkolenie personelu: Nawet najlepsze materiały i procedury nie zadziałają, jeśli personel nie jest odpowiednio przeszkolony. Regularne szkolenia z zakresu przygotowania powierzchni, aplikacji i kontroli jakości są inwestycją, która procentuje w postaci trwałych i niezawodnych połączeń.
Pamiętajmy, że adhezja to nie tylko nauka, ale i sztuka. Dbałość o szczegóły na każdym etapie procesu jest gwarancją sukcesu i maksymalnej trwałości połączenia.