Połączenia klejone: klucz do nowoczesnych, wytrzymałych i estetycznych konstrukcji
- Równomierne rozłożenie naprężeń na całej powierzchni klejenia.
- Możliwość łączenia różnorodnych materiałów, w tym metalu z tworzywem.
- Brak uszkodzeń termicznych i strukturalnych łączonych elementów.
- Estetyczne, gładkie powierzchnie i dodatkowa szczelność konstrukcji.
- Znacząca redukcja masy w porównaniu do tradycyjnych metod łączenia.
- Kluczowe znaczenie precyzyjnego przygotowania powierzchni dla trwałości spoiny.
Dlaczego połączenia klejone rewolucjonizują współczesny przemysł?
Technologia łączenia materiałów za pomocą klejów konstrukcyjnych przeszła w ostatnich dekadach prawdziwą metamorfozę. Od prostych spoiw do zastosowań domowych, kleje ewoluowały w zaawansowane systemy inżynieryjne, które dziś stanowią
Klej zamiast spawu i nitu – kiedy warto porzucić tradycyjne metody?
Porównując połączenia klejone z tradycyjnymi metodami, takimi jak spawanie, nitowanie czy skręcanie, szybko dostrzegamy ich przewagi. Spawanie, choć zapewnia dużą wytrzymałość, często prowadzi do powstawania stref wpływu ciepła, które mogą zmieniać strukturę materiału, osłabiając go lub powodując odkształcenia. Nity i śruby z kolei tworzą punktowe koncentracje naprężeń, co może prowadzić do szybszego zmęczenia materiału i awarii. Klejenie eliminuje te problemy, ponieważ naprężenia są
Kolejną kluczową zaletą jest możliwość łączenia materiałów o zupełnie różnych właściwościach, na przykład metalu z tworzywem sztucznym, kompozytu z aluminium czy szkła z ceramiką. Tradycyjne metody często zawodzą w takich scenariuszach lub wymagają skomplikowanych i kosztownych adaptacji. Klejenie nie tylko umożliwia takie połączenia, ale także zapobiega zjawiskom takim jak korozja galwaniczna, która mogłaby wystąpić przy bezpośrednim kontakcie różnych metali. W przypadkach, gdy materiały są wrażliwe na ciepło (np. kompozyty, cienkie blachy), klejenie staje się często jedyną skuteczną i bezpieczną opcją, pozwalającą na zachowanie integralności strukturalnej elementów.
Lekkie konstrukcje, gładkie powierzchnie: kluczowe przewagi technologii klejenia
Współczesne projektowanie kładzie ogromny nacisk na estetykę i redukcję masy, a połączenia klejone doskonale wpisują się w te trendy. Dzięki nim możliwe jest uzyskanie
Redukcja masy to kolejny argument przemawiający za klejeniem. Eliminacja cięższych łączników mechanicznych, takich jak nity czy śruby, znacząco obniża całkowitą wagę konstrukcji. Jest to szczególnie cenne w branżach, gdzie każdy gram ma znaczenie, na przykład w lotnictwie, gdzie lżejsze samoloty zużywają mniej paliwa, lub w motoryzacji, gdzie przekłada się to na lepsze osiągi i niższe emisje. Dodatkowo, spoina klejowa często pełni funkcję uszczelniającą, zapewniając
Od lotnictwa po motoryzację – gdzie klejenie już dziś jest standardem?
Technologia połączeń klejonych jest już szeroko zakorzeniona w wielu gałęziach przemysłu, stając się standardem, a nie tylko alternatywą. W
Poza tymi dwoma gigantami, klejenie znajduje zastosowanie również w
Zanim zaczniesz kleić: co musisz wiedzieć o zaletach i ograniczeniach?
Decyzja o zastosowaniu połączeń klejonych w projekcie inżynierskim wymaga dogłębnej analizy. Chociaż technologia ta oferuje szereg imponujących korzyści, posiada również pewne ograniczenia, które należy wziąć pod uwagę. Moim celem jest przedstawienie zrównoważonego obrazu, abyś mógł świadomie ocenić, czy klejenie jest optymalnym rozwiązaniem dla Twojej aplikacji.
Mocne strony: Dlaczego inżynierowie kochają połączenia klejone?
Inżynierowie cenią połączenia klejone za ich zdolność do
Kolejną ogromną zaletą jest
Proces klejenia jest
Ciemna strona mocy: Kiedy klejenie nie jest najlepszym pomysłem?
Mimo licznych zalet, połączenia klejone mają swoje ograniczenia. Najważniejszym z nich jest
Innym ograniczeniem jest
Kleje mogą być również
Temperatura, chemikalia, czas – ukryci wrogowie trwałości spoiny
Warunki środowiskowe odgrywają kluczową rolę w długoterminowej trwałości połączeń klejonych. Ekstremalne temperatury, zarówno wysokie, jak i niskie, mogą negatywnie wpływać na właściwości kleju. Wysokie temperatury mogą prowadzić do zmiękczenia kleju, utraty jego wytrzymałości mechanicznej i elastyczności, a w skrajnych przypadkach do jego degradacji termicznej. Z kolei bardzo niskie temperatury mogą sprawić, że klej stanie się kruchy i podatny na pękanie pod obciążeniem. To dlatego tak ważne jest, aby temperatura pracy konstrukcji mieściła się w zalecanym zakresie dla danego kleju.
Fundament sukcesu: jak prawidłowo projektować połączenia klejone?
W świecie połączeń klejonych, nawet najlepszy klej nie zapewni oczekiwanej wytrzymałości, jeśli samo złącze zostanie źle zaprojektowane. Prawidłowe projektowanie jest absolutnie kluczowe dla optymalnego wykorzystania potencjału klejenia i uniknięcia kosztownych awarii. To właśnie na tym etapie decydujemy o tym, jak siły będą rozkładać się w spoinie.
Ścinanie, rozciąganie, odzieranie – zrozum fizykę obciążeń, by uniknąć katastrofy
Aby skutecznie projektować połączenia klejone, musimy zrozumieć, jak różne rodzaje obciążeń wpływają na spoinę. Kleje konstrukcyjne najlepiej pracują na
Zupełnie inaczej jest w przypadku
Złote zasady projektanta: jak kształtować złącze, by pracowało na Twoją korzyść?
Optymalne projektowanie złączy klejonych opiera się na kilku kluczowych zasadach, które maksymalizują ich wytrzymałość i trwałość:
-
Maksymalizacja powierzchni klejenia: Im większa powierzchnia, na której klej może przenosić obciążenia, tym niższe naprężenia jednostkowe i większa ogólna wytrzymałość połączenia. -
Zapewnienie równomiernego rozłożenia obciążeń: Należy unikać geometrii, która koncentruje naprężenia w jednym punkcie. Idealnie, cała spoina powinna pracować jednocześnie. -
Unikanie ostrych krawędzi i koncentracji naprężeń: Ostre narożniki w klejonych elementach mogą działać jak karby, inicjując pęknięcia. Zaokrąglenia i fazowania pomagają rozłożyć naprężenia. -
Stosowanie geometrii promującej ścinanie: Jak już wspomniałem, kleje najlepiej pracują na ścinanie. Projektuj złącza tak, aby siły zewnętrzne były przekształcane w siły ścinające w spoinie. -
Uwzględnianie różnic w rozszerzalności cieplnej: Przy łączeniu materiałów o różnej rozszerzalności cieplnej (np. metal i tworzywo sztuczne), należy stosować kleje elastyczne, które mogą kompensować te różnice bez generowania nadmiernych naprężeń wewnętrznych.
Najczęstsze błędy projektowe i jak ich unikać – praktyczne przykłady
Niestety, często spotykam się z błędami w projektowaniu, które niweczą potencjał klejenia. Jednym z najczęstszych jest
Innym błędem jest
Geometria ma znaczenie: analiza popularnych typów złączy (zakładkowe, doczołowe, kątowe)
Wybór odpowiedniej geometrii złącza jest fundamentalny. Przyjrzyjmy się najczęściej stosowanym typom:
-
Złącza zakładkowe (lap joint): Są to jedne z najpopularniejszych i najbardziej efektywnych złączy klejonych. Charakteryzują się dużą powierzchnią klejenia, co pozwala na równomierne rozłożenie naprężeń i pracę kleju głównie na ścinanie. Ich główną wadą jest mimośrodowe obciążenie, które może generować momenty zginające i prowadzić do koncentracji naprężeń na krawędziach zakładki. Można to zminimalizować poprzez zastosowanie podwójnych zakładek lub fazowania krawędzi. -
Złącza doczołowe (butt joint): W tych złączach elementy są klejone "na styk". Ich słabością jest mała powierzchnia klejenia oraz tendencja do pracy na rozciąganie lub odzieranie, co czyni je mało wytrzymałymi. Zastosowania są ograniczone do sytuacji, gdzie obciążenia są bardzo małe lub gdzie złącze jest dodatkowo wzmacniane (np. przez nakładki). -
Złącza kątowe (corner joint): Służą do łączenia elementów pod kątem, często w konstrukcjach ramowych. Ich charakterystyka wytrzymałościowa zależy od precyzji wykonania i sposobu przenoszenia obciążeń. Często wymagają dodatkowych wzmocnień lub odpowiedniego ukształtowania, aby zapewnić pracę na ścinanie. -
Złącza typu T (T-joint): Są one szczególnie problematyczne, ponieważ obciążenia często prowadzą do pracy kleju na odzieranie lub rozszczepianie, co jest dla niego bardzo niekorzystne. Aby poprawić ich wytrzymałość, należy stosować modyfikacje, takie jak zaokrąglenia, fazowania lub dodatkowe wzmocnienia, które zmieniają rozkład naprężeń i promują pracę na ścinanie.
Dla każdego typu złącza kluczowe jest zrozumienie, jak siły będą przenoszone i jak zoptymalizować geometrię, aby wykorzystać mocne strony kleju.
Wytrzymałość spoiny w 70-80% zależy od jakości przygotowania powierzchni. Błędy na tym etapie są najczęstszą przyczyną awarii.
70% sukcesu to przygotowanie: jak perfekcyjnie przygotować powierzchnię do klejenia?
Jak trafnie ujęto,
Odtłuszczanie krok po kroku: czym, jak i dlaczego jest to absolutnie kluczowe?
Proces odtłuszczania zazwyczaj polega na przemywaniu powierzchni czystą szmatką nasączoną odpowiednim rozpuszczalnikiem. Ważne jest, aby używać
Aceton kontra izopropanol (IPA) – bitwa odtłuszczaczy i ich zastosowanie
Wybór odpowiedniego środka do odtłuszczania jest równie ważny, jak sam proces. Dwa najpopularniejsze i najskuteczniejsze rozpuszczalniki to
-
Aceton: Jest bardzo silnym rozpuszczalnikiem, który skutecznie usuwa tłuszcze, oleje, farby i wiele innych zanieczyszczeń. Szybko odparowuje, nie pozostawiając osadu. Jest doskonały do metali, szkła i niektórych tworzyw sztucznych, ale należy zachować ostrożność przy stosowaniu go na delikatnych tworzywach, ponieważ może je uszkodzić lub zmiękczyć. -
Alkohol izopropylowy (IPA): Jest łagodniejszym rozpuszczalnikiem niż aceton, ale nadal bardzo skutecznym w usuwaniu tłuszczów, olejów i odcisków palców. Jest bezpieczniejszy dla większości tworzyw sztucznych i elektroniki. Odparowuje nieco wolniej niż aceton, ale również nie pozostawia osadu.
Obróbka mechaniczna: czy zawsze trzeba szlifować lub piaskować powierzchnię?
Oprócz odtłuszczania, często konieczna jest
Obróbka mechaniczna jest zazwyczaj konieczna w przypadkach, gdy powierzchnie są gładkie, utlenione lub pokryte zanieczyszczeniami, których nie da się usunąć samym odtłuszczaniem. Do popularnych technik należą:
Co to są materiały niskoenergetyczne (trudnosklejalne) i jak sobie z nimi radzić za pomocą primerów?
Niektóre materiały, zwłaszcza niektóre tworzywa sztuczne, są określane jako
W takich przypadkach z pomocą przychodzą
Wybór narzędzia: jaki rodzaj kleju konstrukcyjnego do jakiego zadania?
Rynek klejów konstrukcyjnych jest niezwykle bogaty i różnorodny, oferując rozwiązania do niemal każdej aplikacji. Kluczem do sukcesu jest świadomy wybór odpowiedniego kleju, który spełni specyficzne wymagania dotyczące wytrzymałości, elastyczności, odporności chemicznej i termicznej, a także szybkości utwardzania. Poniższa tabela przedstawia przegląd najpopularniejszych typów klejów konstrukcyjnych:
| Rodzaj kleju | Główne cechy | Typowe zastosowania |
|---|---|---|
| Epoksydowe | Bardzo duża wytrzymałość, odporność chemiczna, sztywność | Łączenie metali, kompozytów, szkła; wymagające konstrukcje |
| Poliuretanowe | Elastyczność, odporność na wilgoć i drgania, dobra adhezja | Klejenie metali, tworzyw, drewna; uszczelnianie, elastyczne połączenia |
| Metakrylowe | Szybkie utwardzanie, dobra adhezja do wielu materiałów, odporność na uderzenia | Klejenie tworzyw, metali, kompozytów; szybkie montaże |
| Akrylowe | Szybkie utwardzanie, wszechstronność, odporność na UV | Klejenie tworzyw, metali, szkła; ogólne zastosowania przemysłowe |
| Cyjanoakrylowe | Błyskawiczne utwardzanie, duża wytrzymałość na małych powierzchniach | Klejenie małych elementów, tworzyw, gumy, metali |
| Anaerobowe | Utwardzanie w braku tlenu i kontakcie z metalem | Zabezpieczanie gwintów, mocowanie łożysk, uszczelnianie rur |
Kleje epoksydowe: gdy potrzebujesz maksymalnej wytrzymałości i odporności chemicznej
Kleje poliuretanowe: elastyczność i odporność na drgania w jednym
W przeciwieństwie do sztywnych epoksydów,
Kleje metakrylowe i akrylowe: szybkość i wszechstronność w zastosowaniach przemysłowych
Kleje cyjanoakrylowe i anaerobowe: rozwiązania do zadań specjalnych i małych powierzchni
Dla zadań wymagających błyskawicznego utwardzania i dużej wytrzymałości na małych powierzchniach idealne są
Od teorii do praktyki: Jak zapewnić jakość i diagnozować problemy z połączeniami klejonymi?
Wdrożenie technologii klejenia to nie tylko wybór odpowiedniego kleju i zaprojektowanie złącza. To także proces ciągłego monitorowania, kontroli jakości i umiejętności diagnozowania problemów. Tylko w ten sposób możemy zapewnić długoterminową niezawodność i bezpieczeństwo naszych konstrukcji.
Metody kontroli jakości spoiny klejowej w warunkach produkcyjnych
Aby mieć pewność, że połączenia klejone spełniają wymagane standardy, konieczne jest wdrożenie odpowiednich metod kontroli jakości. Możemy je podzielić na metody nieniszczące (NDT) i niszczące:
-
Metody nieniszczące (NDT): -
Inspekcja wizualna: Podstawowa metoda, pozwalająca wykryć widoczne wady, takie jak puste przestrzenie, pęcherze powietrza, nadmiar lub niedobór kleju, czy niewłaściwe pozycjonowanie. -
Ultradźwięki: Wykorzystują fale ultradźwiękowe do wykrywania wewnętrznych wad, takich jak puste przestrzenie, delaminacje czy pęknięcia w spoinie. -
Termografia: Polega na analizie rozkładu temperatury na powierzchni klejonej. Różnice w przewodności cieplnej mogą wskazywać na wady, takie jak puste przestrzenie.
-
-
Metody niszczące: -
Testy wytrzymałościowe: Polegają na obciążaniu próbek złączonych elementów do momentu zniszczenia. Najczęściej wykonuje się testy na ścinanie (np. dla złączy zakładkowych), rozciąganie (dla złączy doczołowych) lub odrywanie (peel test). Pozwalają one na ilościową ocenę wytrzymałości spoiny.
-
Wybór metody zależy od wymagań aplikacji, rodzaju kleju i materiałów, a także od dostępnych zasobów. Często stosuje się kombinację kilku metod, aby uzyskać kompleksowy obraz jakości połączenia.
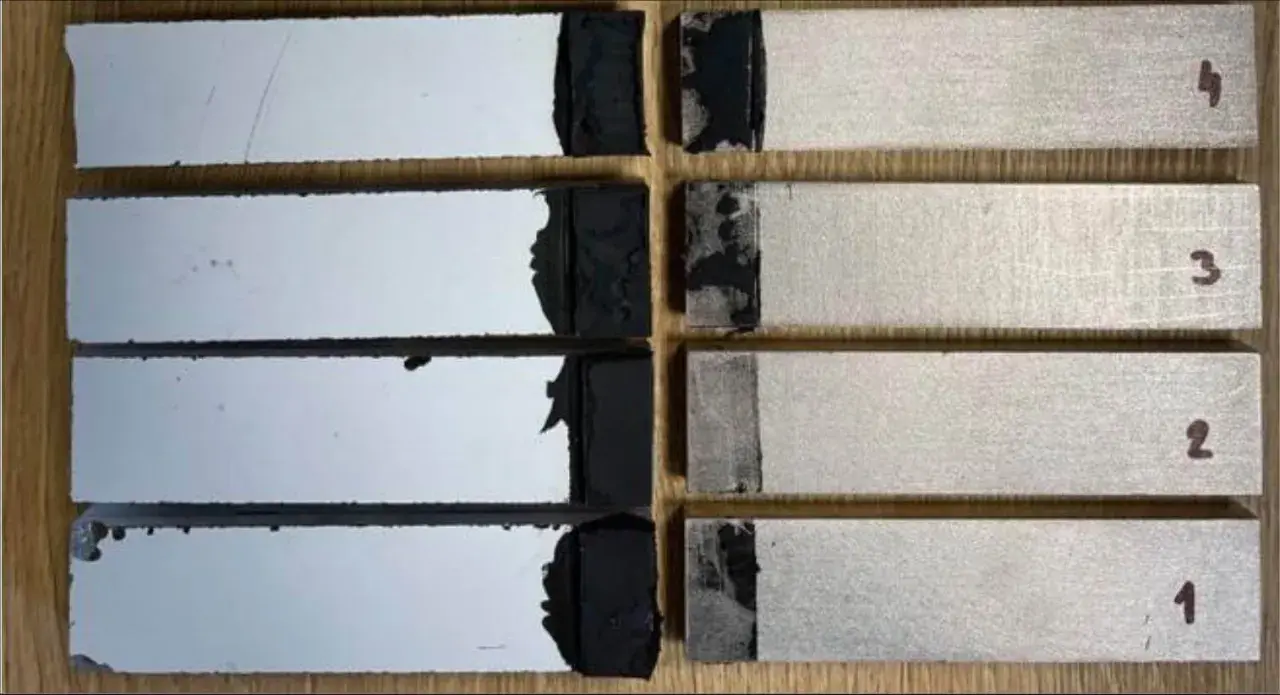
Analiza typowych uszkodzeń: adhezyjne czy kohezyjne – co poszło nie tak?
Kiedy połączenie klejone zawodzi, kluczowe jest zrozumienie, dlaczego tak się stało. Analiza powierzchni pęknięcia pozwala zidentyfikować rodzaj uszkodzenia, co jest nieocenioną wskazówką diagnostyczną:
-
Uszkodzenie adhezyjne: Oznacza utratę przylegania kleju do podłoża. Na jednej powierzchni pozostaje warstwa kleju, a na drugiej nie ma go wcale lub jest go bardzo mało. To zazwyczaj wskazuje naproblem z przygotowaniem powierzchni (np. niedokładne odtłuszczenie, zanieczyszczenia, niewłaściwa chropowatość) lubniewłaściwy dobór kleju do danego materiału (słaba zwilżalność, brak reakcji chemicznej). -
Uszkodzenie kohezyjne: Oznacza pęknięcie wewnątrz warstwy kleju. Na obu powierzchniach klejonych elementów pozostaje warstwa kleju. To zazwyczaj wskazuje naniewystarczającą wytrzymałość samego kleju (np. niewłaściwe utwardzenie, degradacja materiału kleju) lubprzeciążenie połączenia (siły działające na złącze przekroczyły wytrzymałość kleju).
Zrozumienie tej różnicy jest fundamentalne. Jeśli mamy do czynienia z uszkodzeniem adhezyjnym, musimy skupić się na poprawie procesu przygotowania powierzchni lub zmianie kleju. Jeśli uszkodzenie jest kohezyjne, należy rozważyć mocniejszy klej, zwiększenie powierzchni klejenia lub przeprojektowanie złącza, aby zmniejszyć obciążenia.
Przeczytaj również: 2-cyjanoakrylan etylu - Super Glue - Jak używać i co gdy skleisz?
Jak postępować, gdy spoina zawodzi – przewodnik po najczęstszych przyczynach awarii
Awaria spoiny klejonej to zawsze sygnał, że coś poszło nie tak. Oto przewodnik po najczęstszych przyczynach i krokach naprawczych:
-
Niewłaściwe przygotowanie powierzchni: To, jak wspomniałem, najczęstsza przyczyna.-
Diagnoza: Uszkodzenie adhezyjne, widoczne zanieczyszczenia na powierzchniach. -
Rozwiązanie: Przegląd i zaostrzenie procedur odtłuszczania (użycie odpowiednich rozpuszczalników, czystych szmatek), weryfikacja potrzeby obróbki mechanicznej, rozważenie primerów dla trudnosklejalnych materiałów.
-
-
Błędy w projektowaniu złącza: Złącze pracuje w niekorzystnym trybie obciążenia.-
Diagnoza: Często uszkodzenie kohezyjne lub adhezyjne, ale zawsze w miejscu koncentracji naprężeń (np. krawędzie złącza doczołowego). -
Rozwiązanie: Przeprojektowanie złącza tak, aby klej pracował głównie na ścinanie (np. złącza zakładkowe), zwiększenie powierzchni klejenia, wprowadzenie zaokrągleń.
-
-
Niewłaściwy dobór kleju do materiałów lub warunków pracy: Klej nie jest odporny na specyficzne czynniki.-
Diagnoza: Uszkodzenie adhezyjne (jeśli klej nie zwilża powierzchni) lub kohezyjne (jeśli klej nie wytrzymuje obciążeń/warunków). -
Rozwiązanie: Konsultacja z producentem kleju, dobór kleju o odpowiedniej wytrzymałości, elastyczności, odporności chemicznej i termicznej dla danej aplikacji.
-
-
Nieprawidłowy proces aplikacji kleju: Błędy podczas nakładania kleju.-
Diagnoza: Puste przestrzenie w spoinie, niewłaściwa grubość warstwy kleju, niedostateczne utwardzenie (lepka spoina). -
Rozwiązanie: Szkolenie personelu, weryfikacja sprzętu dozującego, kontrola temperatury i wilgotności podczas aplikacji i utwardzania, przestrzeganie czasów otwartych i czasów utwardzania.
-
-
Ekspozycja na ekstremalne warunki środowiskowe: Czynniki zewnętrzne degradujące spoinę.-
Diagnoza: Zmiana koloru kleju, kruchość, utrata adhezji/kohezji po pewnym czasie eksploatacji. -
Rozwiązanie: Dobór kleju o wyższej odporności na UV, wilgoć, chemikalia, zastosowanie dodatkowych zabezpieczeń (np. powłok ochronnych).
-
Systematyczne podejście do diagnozowania i eliminowania tych problemów jest kluczem do sukcesu w stosowaniu technologii połączeń klejonych.