Przy MIG/MAG nie warto zaczynać od przypadkowego kręcenia pokrętłem. Najpierw biorę pod uwagę grubość materiału, średnicę drutu i oczekiwany prąd, a dopiero potem dobieram napięcie oraz prędkość prowadzenia uchwytu. Dzięki temu łatwiej uniknąć przepaleń, nadmiernych odprysków i spoiny, która wygląda poprawnie tylko na pierwszy rzut oka.
W tym tekście pokazuję, jak działa wzór na prędkość podawania drutu, kiedy wystarcza prosty przelicznik, a kiedy trzeba sięgnąć po dokładniejsze obliczenie oparte na wydajności stapiania. Dorzucam też praktyczne różnice dla drutu litego, samoosłonowego i lutospawania, bo tu jedna reguła nie pasuje do wszystkiego.Najkrótsza droga do poprawnego ustawienia posuwu drutu
- Najprostszy start to zależność: posuw drutu = prąd × współczynnik dla średnicy drutu.
- Dla drutu 0,8 mm przyjmuję orientacyjnie około 0,05 m/min na 1 A.
- Za duży posuw daje szeroką, rozchlapaną spoinę i ryzyko przepalenia.
- Za mały posuw powoduje niestabilny łuk, stubbing i wąski, wypukły ścieg.
- Napięcie trzeba korygować razem z posuwem, bo to ono mocno wpływa na kształt lica.
- W lutospawaniu i przy drutach samoosłonowych wzór z drutu litego traktuję tylko jako punkt wyjścia.
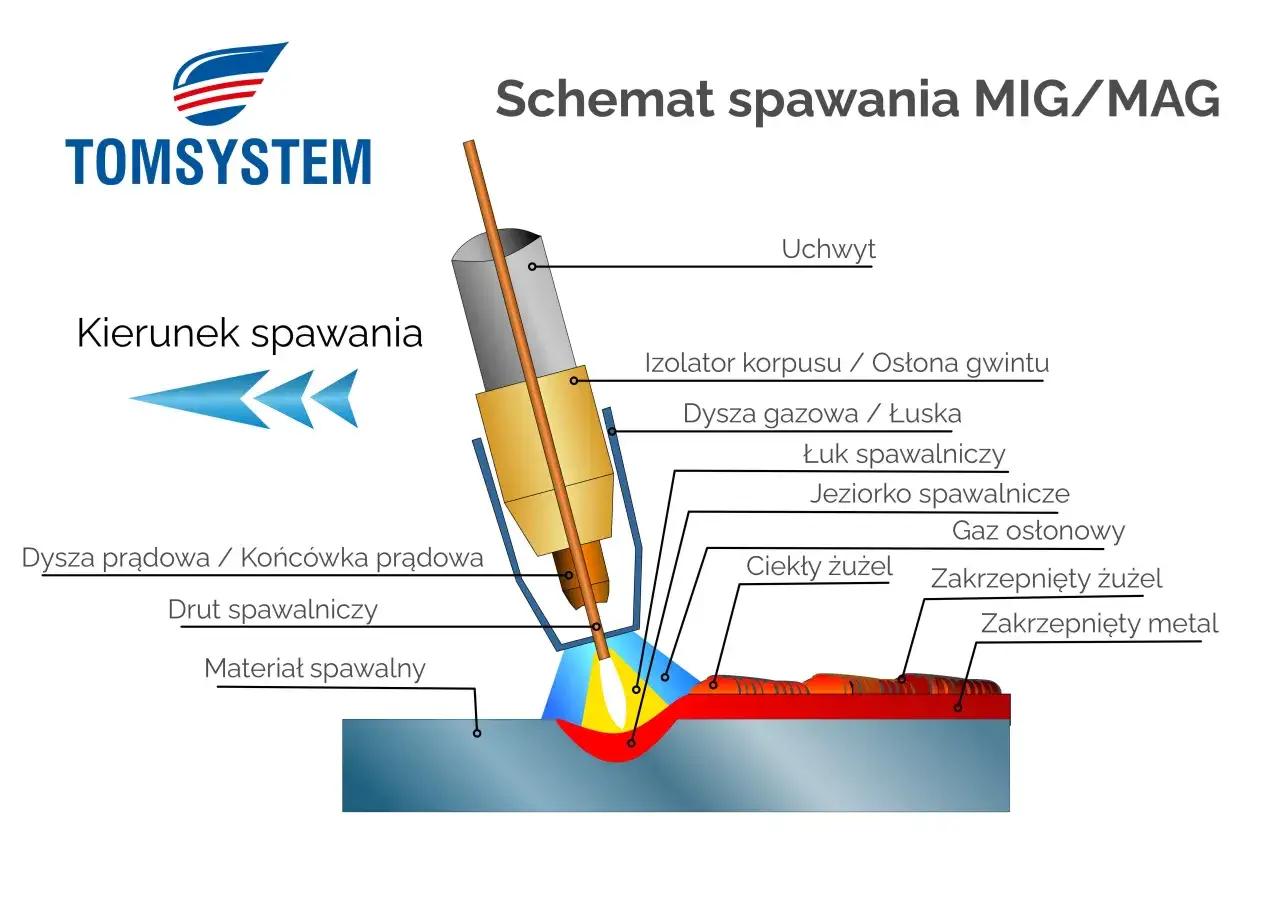
Jak czytać ten wzór w praktyce? W spawaniu MIG/MAG prędkość podawania drutu nie jest zwykłą liczbą na wyświetlaczu. To jeden z głównych parametrów, który steruje natężeniem prądu, a przez to wpływa na wtopienie, stabilność łuku i ilość stopiwa. Im szybciej podajesz drut, tym więcej materiału trzeba stopić w jednostce czasu, więc rośnie wymaganie na prąd.
Właśnie dlatego zapisuję to sobie bardzo prosto: WFS = I × k, gdzie WFS to prędkość podawania drutu, I to natężenie prądu, a k to współczynnik zależny od średnicy spoiwa. Dla dokładniejszych obliczeń można też liczyć z wydajności stapiania, ale do ustawienia spawarki na start ten prosty model zwykle wystarcza. Gdy mam już ten punkt odniesienia, przechodzę do konkretnych wartości dla popularnych średnic drutu.
Najprostszy wzór startowy dla stali
Jeśli pracuję na stali i używam drutu litego, najczęściej zaczynam od przelicznika zależnego od średnicy drutu. To nie jest uniwersalne prawo fizyki, tylko bardzo użyteczny punkt startowy, który pozwala szybko wejść w dobry zakres bez zgadywania. Potem i tak koryguję ustawienie na próbce.
| Średnica drutu | Współczynnik startowy | Praktyczny komentarz |
|---|---|---|
| 0,6 mm | 0,0889 m/min na 1 A | Dobre do cienkich blach i drobnych spoin, gdy liczy się niższy prąd. |
| 0,8 mm | 0,0508 m/min na 1 A | Najbardziej uniwersalny wybór warsztatowy dla wielu prac w MIG/MAG. |
| 0,9 mm | 0,0406 m/min na 1 A | Lepszy, gdy materiał jest grubszy i potrzebujesz większej wydajności stapiania. |
| 1,2 mm | 0,0254 m/min na 1 A | Przydatny przy wyższych prądach i mocniejszych złączach konstrukcyjnych. |
Przykład jest prosty: przy 120 A i drucie 0,8 mm startuję mniej więcej od 6,1 m/min. Gdy łuk brzmi zbyt agresywnie, pojawia się dużo odprysków albo spoina robi się zbyt szeroka, schodzę o kilka dziesiątych metra na minutę i sprawdzam efekt jeszcze raz. Jeśli z kolei drut zaczyna „drapać” materiał i łuk przerywa, posuw jest za niski.
Ta metoda dobrze działa jako szybki start dla stali, ale nie lubię traktować jej jak świętej liczby. W praktyce dużo daje już sam fakt, że zaczynam od sensownego zakresu, zamiast od ustawień przypadkowych. Dalej mogę przejść do obliczenia bardziej technicznego, jeśli zależy mi na konkretnej ilości stopiwa.
Jak policzyć posuw z wydajności stapiania
Gdy potrzebuję nie tylko startu, ale też policzenia, czy dany drut nadąży z materiałem przy konkretnym ściegu, korzystam z podejścia opartego na wydajności stapiania. Dla stali można to zapisać tak:WFS [m/min] = M [kg/h] / (0,3699 × d² × η). W tym wzorze M to wymagana masa stopiwa na godzinę, d to średnica drutu w milimetrach, a η to sprawność stapiania.
To już jest bardziej „inżynierski” sposób myślenia, bo nie pytam tylko: „jaką dać liczbę na podajniku?”, ale również: „ile metalu muszę realnie podać do jeziorka, żeby spoiny wyszły takie, jak trzeba?”. Przydaje się to zwłaszcza przy grubszych elementach, większych spoinach pachwinowych albo wtedy, gdy chcę porównać kilka średnic drutu bez strzelania na ślepo.
Przykład: jeśli chcę uzyskać około 2 kg/h stopiwa przy drucie 0,8 mm i przyjmuję sprawność na poziomie 0,98, wychodzi mi mniej więcej 8,6 m/min. To już jest wartość, która pomaga zorientować się, czy mam do czynienia z lekkim spawaniem warsztatowym, czy z bardziej wydajnym napawaniem albo wypełnianiem większego przekroju. Dla mnie to ważna różnica, bo od razu widzę, czy wybrany drut i źródło zasilania są w ogóle w dobrym zakresie pracy.
Od samego wzoru ważniejsze bywa jednak to, co go zniekształca w praktyce. I właśnie tu zaczynają się najczęstsze pomyłki, które warto rozbroić zanim spawarka zacznie „życie po swojemu”.
Co najbardziej zmienia wynik w praktyce
W teorii wszystko wygląda czysto. W praktyce na końcowy efekt wpływa kilka zmiennych, które potrafią przesunąć ustawienia bardziej niż sam wzór. Najczęściej obserwuję to wtedy, gdy ktoś przepisuje parametry z innej spawarki, ale pracuje na innym gazie, innej pozycji albo innym typie drutu.
| Czynnik | Jak wpływa na posuw | Co robię w praktyce |
|---|---|---|
| Rodzaj drutu | Drut lity, samoosłonowy i proszkowy nie topią się identycznie. | Traktuję wzór z drutu litego tylko jako orientację, a resztę biorę z tabel producenta. |
| Gaz osłonowy | Zmienia stabilność łuku, ilość odprysków i sposób przenoszenia metalu. | Po zmianie mieszanki zawsze robię nową próbę, nawet jeśli grubość materiału się nie zmieniła. |
| Wysięg drutu | Dłuższy wysięg zwykle zmienia napięcie łuku i może wymusić korektę posuwu. | Starannie trzymam stałą odległość uchwytu od materiału. |
| Pozycja spawania | Pozycje wymuszone ograniczają ilość ciepła i często wymagają ostrożniejszego ustawienia. | W pionie i nad głową schodzę z agresywnych nastaw i wolniej jeżdżę uchwytem. |
| Grubość i rodzaj złącza | Spoiny pachwinowe, czołowe i szczeliny między elementami nie potrzebują tego samego posuwu. | Dobieram nastawy pod geometrię złącza, a nie tylko pod samą blachę. |
| Tryb synergiczny | Automatyka ułatwia start, ale nie zastępuje próby na materiale. | Używam programu jako punktu wyjścia, nie jako nieomylnych ustawień. |
Właśnie dlatego nie lubię zdań w stylu „ustaw 5 metrów na minutę i gotowe”. To za mało, żeby mówić o dobrym spawaniu, zwłaszcza jeśli zależy Ci na powtarzalności. Jeżeli łuk ma pracować czysto, trzeba połączyć posuw, napięcie i prędkość prowadzenia palnika w jeden spójny zestaw, a nie patrzeć na każdy parametr osobno.
To prowadzi do najpraktyczniejszej części całego tematu: jak sprawdzić ustawienie na próbce i rozpoznać, czy jesteś bliżej optimum, czy jeszcze obok niego.
Jak ustawić spawarkę na próbce, żeby nie zgadywać
Ja zawsze zaczynam od kawałka odpadu z tego samego materiału. To oszczędza czas i nerwy, a przy okazji pokazuje, czy wzór dobrze przenosi się na rzeczywisty detal. Na próbce szybciej widać też, czy problem leży w posuwie, napięciu, czy może po prostu w zbyt szybkim prowadzeniu uchwytu.
- Wybieram średnicę drutu i gaz, których będę używać w docelowej pracy.
- Liczymy startowy posuw z prostego przelicznika albo z wydajności stapiania.
- Ustawiam napięcie zgodnie z tabelą producenta lub środkiem zalecanego zakresu.
- Robię krótką próbę na odpadzie o tej samej grubości i w tej samej pozycji.
- Oceniam dźwięk łuku, ilość odprysków i kształt lica, a potem koryguję tylko jeden parametr naraz.
W praktyce najlepiej działa zasada małych kroków. Nie zmieniam wszystkiego naraz, tylko delikatnie koryguję posuw albo napięcie i za każdym razem patrzę na rezultat. Dzięki temu szybciej dochodzę do ustawienia, które faktycznie daje spoinę, a nie tylko ładnie wygląda na papierze. Z tego samego powodu są sytuacje, w których prosty wzór trzeba odłożyć na bok i oprzeć się na innych regułach.
Kiedy trzeba odejść od prostego przeliczenia
Najbardziej oczywisty wyjątek to lutospawanie. Tu nie zależy mi na takim samym wtopieniu jak w klasycznym spawaniu stali, więc dobieram parametry ostrożniej, z niższym dopływem ciepła i z większą uwagą na to, jak spoiwo zwilża krawędzie. W takich pracach prosty wzór z drutu litego nie powinien być traktowany jak bezpośrednia instrukcja ustawienia maszyny.
Podobnie podchodzę do drutów samoosłonowych i proszkowych. Ich zachowanie w łuku, wydajność stapiania oraz ilość odprysków potrafią się wyraźnie różnić od drutu litego z gazem osłonowym. Tu zdecydowanie częściej sięgam po zakresy podane przez producenta i dopiero w drugiej kolejności robię próbę na materiale. To ważne, bo bez tego łatwo przepalić cienką blachę albo uzyskać spoinę, która wygląda ciężko i niestabilnie.
Inaczej pracuję też wtedy, gdy maszyna ma program synergiczny. Taki układ naprawdę pomaga, bo po ustawieniu jednego parametru reszta dopasowuje się automatycznie, ale nie zwalnia z myślenia. Jeśli zmienia się pozycja spawania, rodzaj złącza albo odległość palnika od materiału, nadal trzeba skontrolować dźwięk łuku i wygląd ściegu. W praktyce synergia skraca drogę do dobrego startu, ale nie zastępuje doświadczenia.
Jeśli miałbym zostawić jedną rzecz do zapamiętania, to tę: najpierw liczysz, potem testujesz, a dopiero na końcu zapisujesz własne ustawienie. To właśnie taki zapis z udanej próby staje się najlepszym wzorem na kolejne podobne spoiny i oszczędza więcej czasu niż każdy gotowy przelicznik.