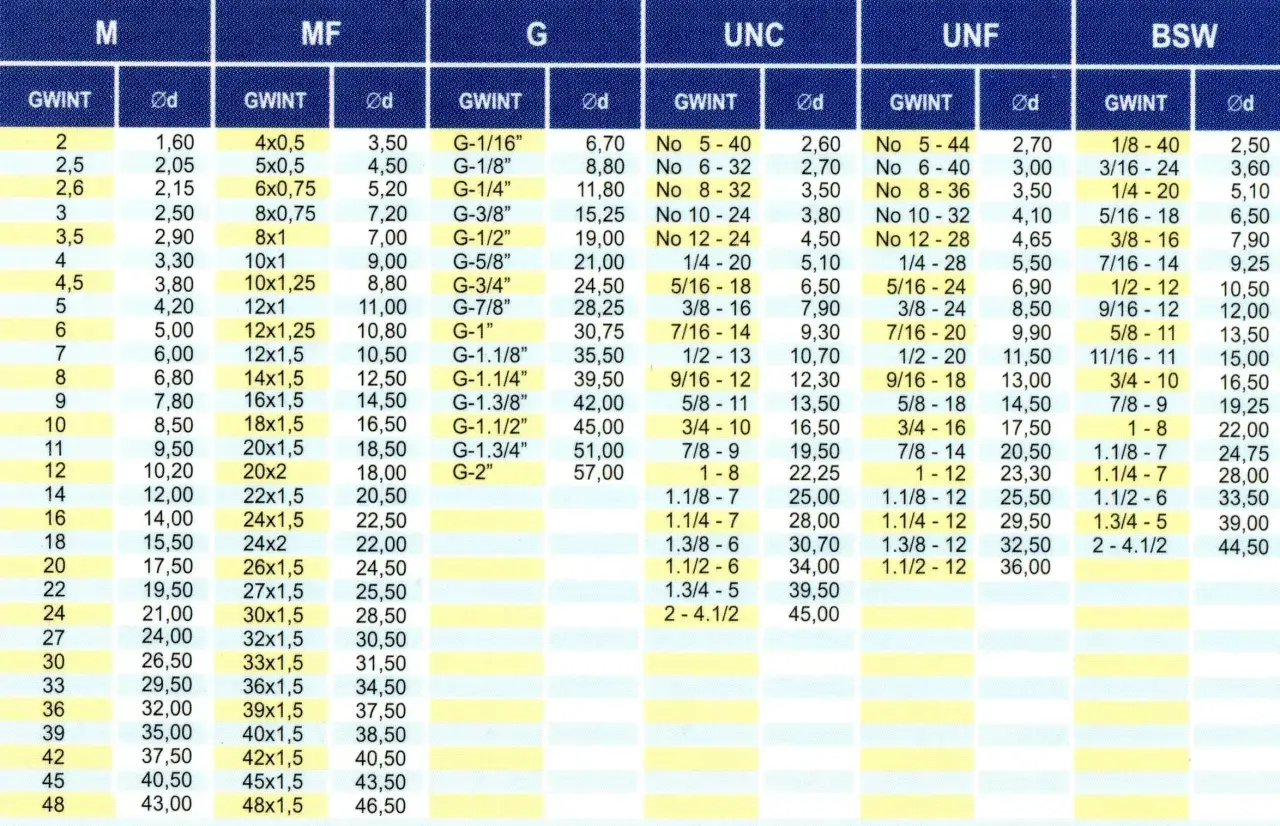
Gwinty calowe sprawiają kłopot nie dlatego, że są skomplikowane, tylko dlatego, że pod jedną nazwą kryje się kilka różnych systemów. Dobra tabela gwintów calowych pomaga szybko odróżnić UNC i UNF od BSP oraz NPT, odczytać TPI, skok i średnicę nominalną, a przede wszystkim uniknąć montażu elementów, które do siebie nie pasują. Poniżej pokazuję, jak z takiego zestawienia korzystam w praktyce warsztatowej, także wtedy, gdy w grę wchodzi obróbka i szlifowanie.
Najważniejsze wnioski w skrócie
- UNC/UNF to gwinty maszynowe o zarysie 60° i walcowym profilu, najczęściej używane w śrubach, nakrętkach i elementach maszyn.
- BSP/G i NPT dotyczą głównie połączeń rurowych; nie wolno zakładać, że podobna średnica oznacza zgodność.
- W calowych oznaczeniach najważniejsze są TPI i rodzina gwintu, a skok w milimetrach to po prostu 25,4 / TPI.
- W gwintach rurowych rozmiar nominalny nie jest równy rzeczywistej średnicy zewnętrznej.
- Przy precyzyjnej obróbce, szczególnie po hartowaniu, szlifowanie gwintu bywa lepsze niż klasyczne nacinanie.
Jak czytać oznaczenia gwintów calowych
W praktyce zaczynam od trzech rzeczy: średnicy nominalnej, liczby zwojów na cal i rodzaju gwintu. TPI oznacza Threads Per Inch, czyli liczbę zwojów na jednym calu długości. Jeśli znam TPI, skok łatwo przeliczam: przy 20 TPI wychodzi 1,27 mm, przy 28 TPI około 0,907 mm.
To ważne, bo sama średnica bywa myląca. W gwintach maszynowych calowych rozmiar zwykle odnosi się do średnicy nominalnej śruby, ale w gwintach rurowych sprawa wygląda inaczej. G 1/4, G 3/8 czy NPT 1/4 nie oznaczają po prostu odpowiednio 6,35 mm, 9,52 mm i 6,35 mm średnicy zewnętrznej. To nazwy systemowe, a nie proste przeliczenie z linijki.
Ja sprawdzam jeszcze dwie cechy: czy gwint jest walcowy, czy stożkowy, oraz jaki ma kąt zarysu. Te dwa parametry decydują o tym, czy element będzie pasował mechanicznie i czy połączenie ma się uszczelnić na gwincie, czy na uszczelce albo O-ringu. Kiedy te informacje są potwierdzone, dalsza identyfikacja staje się dużo prostsza.
Właśnie dlatego sama suwmiarka nie wystarcza. Do szybkiej identyfikacji gwintu używam też grzebienia do gwintów, a przy połączeniach rurowych patrzę dodatkowo na stożek i sposób uszczelnienia. Dzięki temu od razu odrzucam standardy, które tylko wyglądają podobnie. To prowadzi do najważniejszego rozróżnienia między rodzinami gwintów.
Rodziny gwintów, które najczęściej trafiają do warsztatu
Pod hasłem gwintów calowych kryje się kilka różnych rodzin, a nie jeden wspólny standard. Dla warsztatu najczęściej liczy się to, czy gwint jest do śruby, do połączenia rurowego, czy do układu, który ma trzymać ciśnienie. Tu nie ma miejsca na zgadywanie, bo podobne wymiary często kończą się zupełnie inną geometrią zarysu.
| Rodzina | Kąt zarysu | Zarys | Uszczelnianie | Typowe zastosowanie | Na co uważać |
|---|---|---|---|---|---|
| UNC | 60° | walcowy | nie uszczelnia | śruby, nakrętki, konstrukcje, elementy maszyn | łatwo pomylić z UNF przy podobnej średnicy |
| UNF | 60° | walcowy | nie uszczelnia | połączenia precyzyjne, cieńsze ścianki, miejsca o mniejszym skoku | większa liczba zwojów na cal oznacza inny gwint niż UNC |
| G, czyli BSPP | 55° | walcowy | uszczelka lub O-ring | hydraulika, pneumatyka, instalacje rurowe | nominalny rozmiar nie odpowiada średnicy zewnętrznej |
| R, Rp, Rc czyli BSPT | 55° | stożkowy lub mieszany, zależnie od odmiany | na gwincie, z pastą lub taśmą uszczelniającą | połączenia rurowe, starsze instalacje, armatura | nie mieszać z NPT, bo zarys i stożek są inne |
| NPT | 60° | stożkowy | na gwincie, zwykle z uszczelniaczem | instalacje amerykańskie, armatura ciśnieniowa | z pozoru podobny do BSPT, ale nie jest zamienny |
Najkrócej mówiąc: UNC i UNF służą przede wszystkim do połączeń mechanicznych, a BSP i NPT do rur oraz złączek. Mieszanie tych systemów to jedna z najczęstszych przyczyn przecieków i zniszczonych gwintów. Gdy rozumiesz tę różnicę, możesz przejść do konkretnego zestawienia wymiarów i od razu sprawdzić, co faktycznie pasuje do Twojego detalu.
Praktyczna tabela najczęstszych rozmiarów
W warsztacie rzadko potrzebuję całej encyklopedii rozmiarów. Zwykle wystarcza kilka najpopularniejszych pozycji, które pojawiają się w osprzęcie maszynowym i w instalacjach rurowych. Poniżej zestawiam te rozmiary, z którymi spotyka się najwięcej osób pracujących przy obróbce i montażu.
Gwinty maszynowe UNC i UNF
| Oznaczenie | Średnica nominalna | TPI | Skok [mm] | Typowe użycie |
|---|---|---|---|---|
| 1/4-20 UNC | 6,35 mm | 20 | 1,270 | połączenia ogólne, osprzęt, lekkie konstrukcje |
| 1/4-28 UNF | 6,35 mm | 28 | 0,907 | połączenia precyzyjne, drobniejszy skok |
| 5/16-18 UNC | 7,94 mm | 18 | 1,411 | zwykłe połączenia montażowe |
| 5/16-24 UNF | 7,94 mm | 24 | 1,058 | mocowania wymagające większej precyzji |
| 3/8-16 UNC | 9,53 mm | 16 | 1,588 | konstrukcje ogólne, śruby maszynowe |
| 3/8-24 UNF | 9,53 mm | 24 | 1,058 | mocowania dokładniejsze, mniejszy luz montażowy |
| 1/2-13 UNC | 12,70 mm | 13 | 1,954 | mocniejsze połączenia, większa odporność na zabrudzenie |
| 1/2-20 UNF | 12,70 mm | 20 | 1,270 | dokładniejsze połączenia, większa liczba zwojów na cal |
| 5/8-11 UNC | 15,88 mm | 11 | 2,309 | połączenia konstrukcyjne, wyższe obciążenia |
| 5/8-18 UNF | 15,88 mm | 18 | 1,411 | bardziej precyzyjne połączenia tej samej średnicy nominalnej |
Warto zapamiętać jedną rzecz: ta sama średnica nominalna nie oznacza tego samego gwintu. 1/4-20 i 1/4-28 mają identyczną średnicę nominalną, ale inny skok i inną liczbę zwojów na cal. To wystarczy, żeby jeden gwint wkręcał się kilka zwojów i nagle stawał, zamiast pasować od razu.
Przeczytaj również: Wyżarzanie stali - Klucz do trwałości i obrabialności materiału
Gwinty rurowe G, BSPT i NPT
| Oznaczenie | Średnica nominalna / zewnętrzna | TPI | Skok [mm] | Gdzie się pojawia |
|---|---|---|---|---|
| G 1/8 | 9,73 mm | 28 | 0,907 | małe złączki, pneumatyka, osprzęt pomiarowy |
| G 1/4 | 13,16 mm | 19 | 1,337 | typowe przyłącza hydrauliczne i pneumatyczne |
| G 3/8 | 16,66 mm | 19 | 1,337 | armatura, osprzęt maszynowy, instalacje warsztatowe |
| G 1/2 | 20,95 mm | 14 | 1,814 | połączenia rurowe o większym przepływie |
| G 3/4 | 26,44 mm | 14 | 1,814 | większe instalacje, zasilanie mediów, osprzęt przemysłowy |
| 1/8 NPT | 10,29 mm | 27 | 0,941 | złącza amerykańskie, przyrządy, przewody ciśnieniowe |
| 1/4 NPT | 13,72 mm | 18 | 1,411 | bardzo częsty rozmiar w osprzęcie z USA |
| 3/8 NPT | 17,15 mm | 18 | 1,411 | armatura procesowa, złącza ciśnieniowe |
| 1/2 NPT | 21,34 mm | 14 | 1,814 | instalacje rurowe, armatura, układy ciśnieniowe |
| 3/4 NPT | 26,67 mm | 14 | 1,814 | większe przyłącza w układach technicznych |
Tu szczególnie łatwo o pomyłkę między G a NPT. Przykładowo G 1/4 i 1/4 NPT mają zbliżoną średnicę zewnętrzną, ale inny kąt zarysu, inny sposób uszczelniania i inny standard wykonania. Dla mnie to klasyczny przypadek, w którym podobieństwo wymiaru tylko przeszkadza, zamiast pomagać. Gdy rozmiary są już poukładane, zostaje kwestia obróbki i doboru procesu.
Jak dobrać narzędzie, skok i sposób obróbki
W warsztacie sama znajomość wymiaru nie wystarcza. Ten sam gwint można wykonać na kilka sposobów, a wybór metody wpływa na dokładność, trwałość narzędzia i czas pracy. Ja rozdzielam to prosto: przy prostych częściach sięgam po gwintownik, narzynkę albo nóż tokarski, a przy większej precyzji i twardszym materiale myślę o frezowaniu albo szlifowaniu gwintów.
- Gwintownik i narzynka sprawdzają się przy typowych naprawach i krótkich seriach. To najprostsze rozwiązanie, ale nie najlepsze do bardzo twardych materiałów albo bardzo ciasnych tolerancji.
- Nóż do gwintowania na tokarce daje dużą kontrolę nad geometrią, jeśli operator dobrze pilnuje skoku, głębokości i synchronizacji posuwu.
- Frezowanie gwintów ma sens przy trudnych materiałach, większej powtarzalności i wtedy, gdy chcesz ograniczyć ryzyko złamania narzędzia.
- Szlifowanie gwintu wybieram tam, gdzie po obróbce cieplnej potrzebna jest bardzo dobra dokładność, niska chropowatość i stabilny profil zarysu.
- Sprawdzanie średnicy pod gwint jest obowiązkowe, bo zbyt mały otwór lub zbyt duży naddatek szybko kończy się złym pasowaniem albo zatarciem narzędzia.
Przy gwintach maszynowych liczy się także klasa pasowania. W praktyce oznacza ona, jak ciasno mają współpracować elementy. Ciasniejsze pasowanie daje lepsze prowadzenie, ale gorzej znosi zabrudzenie, niewspółosiowość i błędy wykonania. To ważne szczególnie przy częściach po szlifowaniu, bo tam mała odchyłka od razu jest widoczna.
Jeśli detal był hartowany albo ma pracować w układzie o wysokiej dokładności, szlifowanie gwintu zwykle daje lepszy efekt niż klasyczne nacinanie. Nie jest to jednak metoda uniwersalna. Setup jest droższy, a sens ekonomiczny pojawia się dopiero wtedy, gdy liczy się jakość powierzchni, powtarzalność i odporność na zużycie. Z tej różnicy wynika sporo typowych błędów, które widzę najczęściej.
Najczęstsze błędy przy pomiarze i dopasowaniu
Najgorsze pomyłki przy gwintach calowych wynikają zwykle z pośpiechu. Dwie części mogą wyglądać podobnie, ale jeśli różni się choćby kąt zarysu albo stożkowość, połączenie będzie wadliwe. Warto mieć z tyłu głowy kilka powtarzalnych pułapek.
| Błąd | Skutek | Jak się zabezpieczyć |
|---|---|---|
| Pomiar tylko suwmiarką | pozorna zgodność wymiaru, ale zły skok lub zły profil | używać grzebienia do gwintów i sprawdzianu wzorcowego |
| Mylenie 55° i 60° | zniszczenie zarysu i problemy z uszczelnieniem | sprawdzić standard przed montażem, zwłaszcza przy BSP i NPT |
| Traktowanie rozmiaru rurowego jak średnicy rzeczywistej | dobór niewłaściwej złączki lub złej tulei | korzystać z tabeli wymiarów, a nie z samej nazwy gwintu |
| Mieszanie gwintów walcowych i stożkowych | nieszczelność albo klinowanie po kilku zwojach | najpierw potwierdzić, czy gwint jest parallel czy tapered |
| Zastępowanie uszczelki przypadkową taśmą lub pastą | przeciek mimo poprawnego skręcenia | dobierać sposób uszczelnienia do standardu, a nie odwrotnie |
W śrubach i nakrętkach dochodzi jeszcze jeden detal: można mieć ten sam wymiar nominalny, ale inną klasę pasowania. To dlatego dwa gwinty o tej samej nazwie mogą zachowywać się zupełnie inaczej w montażu. Jeśli połączenie ma być dokładne, ja zawsze sprawdzam nie tylko rozmiar, ale też warunki pracy, materiał i to, czy element nie został już wcześniej nadmiernie zużyty. To dobry moment, żeby uporządkować warsztatowe wyposażenie.
Co trzymać pod ręką, żeby tabela naprawdę pomagała
Najbardziej użyteczna tabela to taka, z której da się skorzystać bez szukania połowy narzędzi po warsztacie. Dlatego obok samego zestawienia rozmiarów trzymam kilka prostych rzeczy, które przyspieszają identyfikację i pozwalają uniknąć kosztownych pomyłek.
- Grzebień do gwintów do szybkiego sprawdzenia TPI.
- Suwmiarkę do kontroli średnicy nominalnej i wstępnego porównania wymiarów.
- Sprawdzian GO/NO-GO, jeśli pracuję dokładniej i zależy mi na powtarzalności.
- Wzorcową śrubę lub nakrętkę, gdy trzeba szybko potwierdzić rodzinę gwintu w starszym osprzęcie.
- Notatkę z podstawowymi różnicami między UNC, UNF, G, BSPT i NPT, zwłaszcza gdy obsługuję także części z importu.
W praktyce największą oszczędność daje nawyk sprawdzania trzech rzeczy w tej samej kolejności: standardu, TPI i sposobu uszczelnienia. Jeśli to się zgadza, reszta staje się prostą pracą z tabelą i narzędziami, a nie zgadywaniem na podstawie podobnych wymiarów. To podejście dobrze działa zarówno przy montażu, jak i przy precyzyjnej obróbce, gdzie każdy błąd kosztuje czas, materiał i nerwy.