Klasyfikacja połączeń spawalniczych przydaje się nie tylko przy nauce zawodu, ale też wtedy, gdy trzeba dobrać technologię do grubości materiału, obciążenia i dostępu do krawędzi. W praktyce od tego zależy, czy element będzie pracował pewnie, czy zacznie pękać na zmianach temperatury albo po kilku miesiącach wibracji. Poniżej rozbieram temat na prosty język: co oznaczają poszczególne typy połączeń, kiedy spawanie ma przewagę nad lutowaniem i na czym najczęściej potykają się początkujący.
Najważniejsze różnice widać już przy doborze złącza
- Najpierw rozróżniam złącze od samej spoiny, bo to nie są te same pojęcia.
- Do cienkich blach i lekkich konstrukcji zwykle wystarcza prostsza geometria, ale przy większym obciążeniu lepiej sprawdza się pełny przetop i dobre przygotowanie krawędzi.
- Na rysunkach technicznych symbole porządkuje ISO 2553, a ten sam system odnosi się też do połączeń lutowanych.
- Lutowanie nie zastępuje spawania wszędzie tam, gdzie połączenie ma przenosić duże siły lub pracować w wysokiej temperaturze.
- Najwięcej błędów wynika nie z samej techniki, tylko z pomylenia funkcji połączenia, grubości materiału i warunków pracy.
Najpierw rozróżnij złącze od spoiny
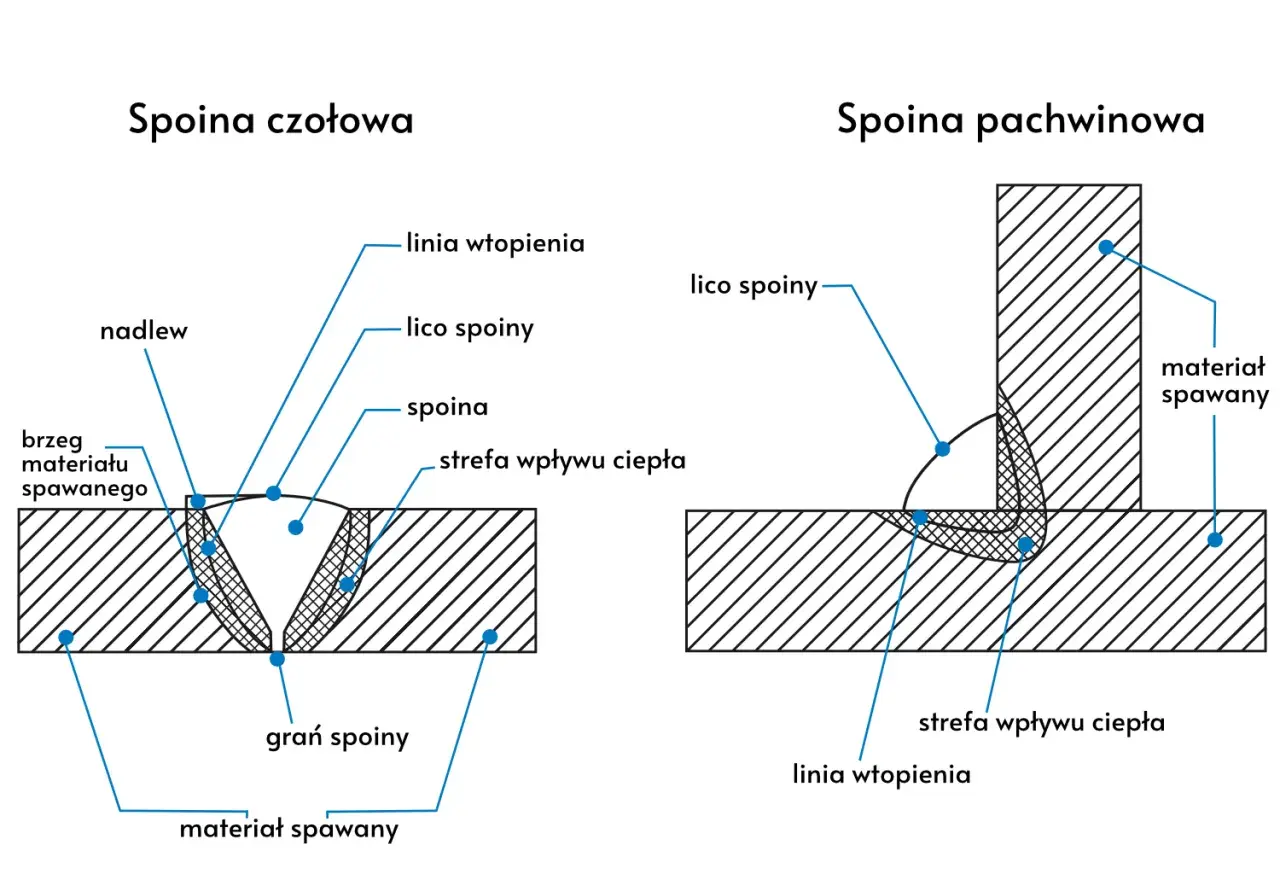
Gdy ktoś porusza temat rodzajów spoin, zwykle miesza trzy rzeczy: złącze, spoinę i sam proces łączenia. Złącze mówi mi, jak elementy względem siebie leżą, spoina opisuje wykonany ścieg lub wypełnienie, a proces to już spawanie, lutowanie albo zgrzewanie. To rozróżnienie wygląda akademicko, ale w warsztacie oszczędza sporo pomyłek, bo inaczej dobiera się połączenie doczołowe, inaczej pachwinowe, a jeszcze inaczej lutowane.
W praktyce patrzę tak: złącze odpowiada za geometrię, spoina za sposób przeniesienia obciążenia, a technologia za to, ile ciepła trafia w materiał i jak bardzo elementy się odkształcą. Przy lutowaniu sprawa jest jeszcze prostsza do zapamiętania: topi się spoiwo, a nie materiał podstawowy, więc połączenie bywa łagodniejsze dla cienkich elementów i detali wrażliwych na temperaturę. Ta różnica prowadzi wprost do podziału na najczęściej spotykane typy połączeń.
Najważniejsze typy połączeń spawanych i ich zastosowanie
Najbardziej praktyczny podział zaczyna się od geometrii elementów. Nie każdy typ połączenia ma sens w tej samej sytuacji, bo inne wymagania stawia rama stalowa, inne cienka osłona, a jeszcze inne rura pracująca pod ciśnieniem.
| Typ złącza | Jak zwykle wygląda | Gdzie sprawdza się najlepiej | Na co uważać |
|---|---|---|---|
| Doczołowe | Elementy leżą w jednej płaszczyźnie, najczęściej ze spoiną czołową | Rurociągi, zbiorniki, konstrukcje nośne | Wymaga starannego przygotowania krawędzi i kontroli przetopu |
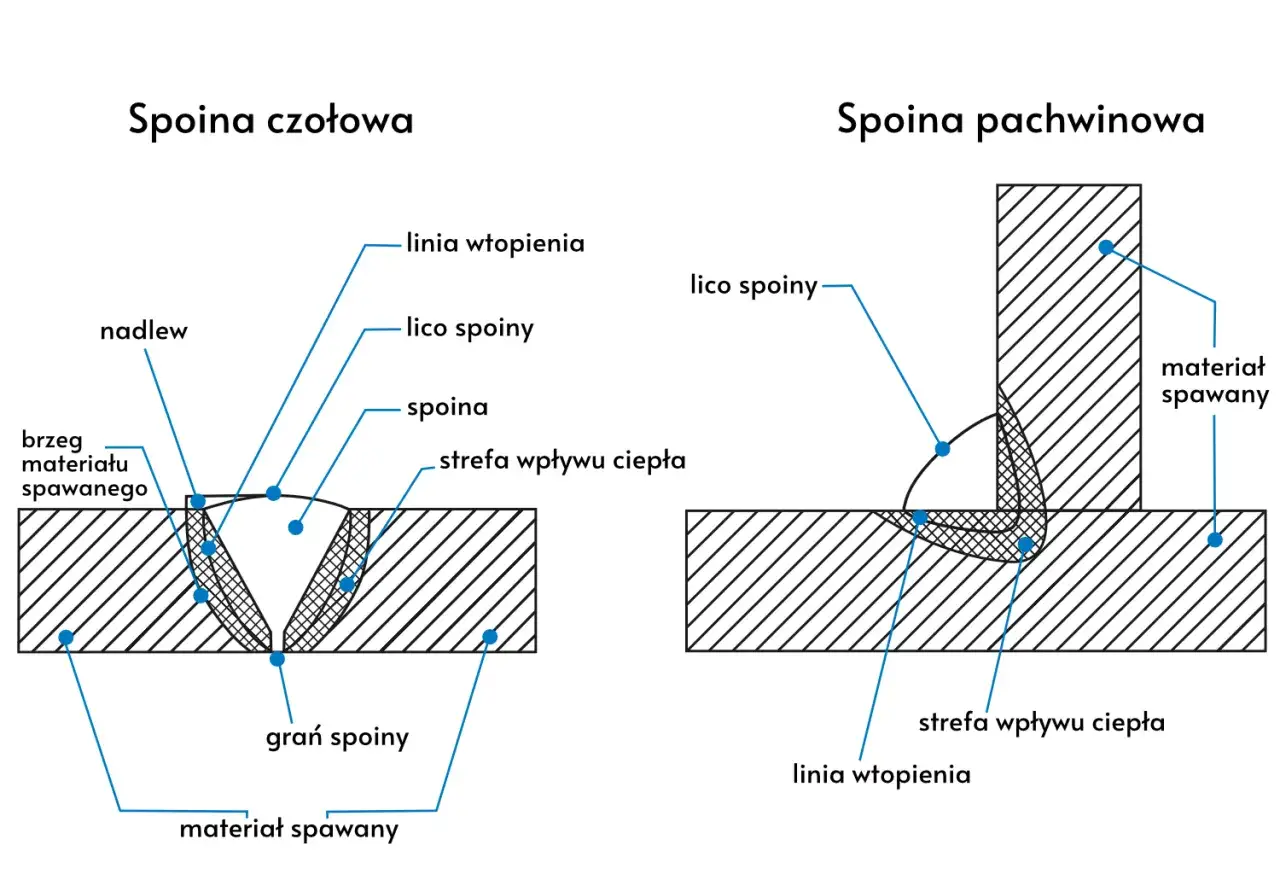
| Pachwinowe | Ścieg w narożu, najczęściej przy złączu teowym, narożnym lub zakładkowym | Ramy, wsporniki, profile, blachy | Łatwe i szybkie, ale trzeba pilnować geometrii i nie robić zbyt wypukłego lica |
| Zakładkowe | Elementy nachodzą na siebie | Cienkie blachy, montaż warsztatowy | Dobre przy prostym montażu, ale tworzy dodatkową zakładkę i może zatrzymywać wilgoć |
| Narożne | Łączenie pod kątem, zwykle w pudełkach i obudowach | Obudowy, ramki, skrzynki | Wymaga dobrego ustawienia kąta i równych krawędzi |
| Brzeżne / krawędziowe | Łączenie krawędzi cienkich elementów | Lekkie konstrukcje, elementy uszczelniające | Nie nadaje się do dużych obciążeń |
| Otworowe / szczelinowe | Przeniesienie siły przez otwór lub szczelinę w nakładce | Połączenia z dostępem z jednej strony | Pomocne tam, gdzie nie da się wykonać pełnego dostępu do spoiny |
Jeżeli mam wskazać jedną regułę, to wybieram ją tak: im większe obciążenie i im ważniejsza szczelność, tym bardziej opłaca się iść w połączenie czołowe z dobrze przygotowaną krawędzią. Przy mniejszych obciążeniach szybciej i taniej wychodzą połączenia pachwinowe albo zakładkowe, ale ich prostota nie powinna przesłaniać tego, jak będą pracować w czasie.
Właśnie dlatego sama nazwa typu nie wystarcza, a następny krok to już czytanie oznaczeń i tolerancji na rysunku.
Jak czytać oznaczenia spoin na rysunku technicznym
W dokumentacji technicznej najwięcej porządku wnosi ISO 2553:2019. Ta norma opisuje, jak przedstawiać na rysunkach połączenia spawane, a jej zasady można stosować także do połączeń lutowanych miękko i twardo. W praktyce symbol nie jest ozdobą rysunku, tylko skrótem informacyjnym: mówi, gdzie połączenie ma powstać, jakiej geometrii oczekuje projektant i jakie wymagania jakościowe trzeba spełnić.
To ważne zwłaszcza wtedy, gdy dwie osoby patrzą na ten sam detal, ale jedna myśli o wykonaniu, a druga o odbiorze jakościowym. Symbol potrafi rozstrzygnąć, czy chodzi o spoinę pełnoprzetopową, czy tylko o ścieg pomocniczy, czy dopuszczalne jest wykonanie z jednej strony, czy z obu. Ja zawsze traktuję to jako pierwszy filtr przed sięgnięciem po palnik albo uchwyt.
- Geometria mówi, jaki typ złącza i przygotowania krawędzi jest potrzebny.
- Wymiar określa rozmiar spoiny, a więc również ilość materiału dodatkowego i czas pracy.
- Jakość i obróbka wskazują, czy połączenie wymaga kontroli, szlifowania albo określonej jakości powierzchni.
Jeśli pracujesz według dokumentacji, ten krok oszczędza więcej błędów niż późniejsze poprawki. A kiedy już wiadomo, co ma powstać na rysunku, można przejść do doboru rozwiązania pod konkretny materiał i obciążenie.
Jak dobrać rozwiązanie do grubości, obciążenia i dostępu
Ja zaczynam od pytania, czy połączenie ma być nośne, szczelne, czy przede wszystkim montażowe. To od razu zawęża wybór, bo inne wymagania ma element przenoszący wibracje, inne cienka osłona, a jeszcze inne detal, który trzeba połączyć z jednej strony. Przy grubszych elementach, zwykle powyżej 10 mm, często rozważa się ukosowanie dwustronne typu X, K lub U, bo łatwiej wtedy uzyskać właściwy przetop i nie dokładać niepotrzebnie nadmiaru materiału.
| Sytuacja | Co zwykle wybieram | Dlaczego |
|---|---|---|
| Cienka blacha, małe obciążenie | Połączenie pachwinowe, zakładkowe albo lutowane | Mniej ciepła, mniejsze ryzyko falowania i przepaleń |
| Konstrukcja nośna, rura, zbiornik | Połączenie doczołowe z pełnym przetopem | Lepsze przenoszenie sił i wyższa przewidywalność pracy |
| Dostęp tylko z jednej strony | Połączenie otworowe, szczelinowe albo jednostronne z odpowiednim przygotowaniem | Rozwiązanie da się wykonać bez pełnego dostępu od tyłu |
| Dużo drgań i obciążeń zmiennych | Geometria z łagodnym przejściem i kontrolowanym przetopem | Mniejsze ryzyko koncentracji naprężeń w stopie spoiny |
| Wymagana szczelność | Spoina ciągła, dokładne przygotowanie krawędzi | Ogranicza przecieki i wnikanie wilgoci |
W tym miejscu łatwo popełnić klasyczny błąd: wybrać rozwiązanie, które wygląda „mocno”, ale w praktyce przegrzewa materiał i psuje geometrię. Strefa wpływu ciepła, czyli obszar sąsiadujący ze spoiną, też pracuje pod obciążeniem, więc nie wystarczy patrzeć tylko na samo lico. Dobrze dobrane połączenie to takie, które równoważy wytrzymałość, czas wykonania i ryzyko odkształceń.
Po takim wyborze zostaje już pytanie, czy w danej sytuacji spawanie faktycznie ma sens, czy lepszy będzie wariant lutowany.
Spawanie a lutowanie w praktyce warsztatowej
W warsztacie te dwie technologie bywają mylone, bo obie łączą metale i obie wymagają przygotowania powierzchni. Różnica jest jednak zasadnicza: przy spawaniu topi się materiał bazowy, a przy lutowaniu pracuje przede wszystkim spoiwo, więc temperatura jest niższa, a odkształcenia zwykle mniejsze. Z tego powodu lutowanie często wygrywa przy cienkich elementach, detalach precyzyjnych i połączeniach różnych metali.
| Cecha | Spawanie | Lutowanie |
|---|---|---|
| Temperatura procesu | Wyższa | Niższa |
| Wpływ na materiał | Materiał podstawowy ulega stopieniu | Topi się głównie spoiwo |
| Odkształcenia | Zwykle większe | Zwykle mniejsze |
| Typowe zastosowanie | Konstrukcje nośne, rury, ramy, elementy pracujące pod większym obciążeniem | Precyzyjne detale, cienkie ścianki, prace instalacyjne, łączenie materiałów wrażliwych na ciepło |
| Granica zastosowania | Najlepiej tam, gdzie liczy się wytrzymałość | Nie jest zamiennikiem spawu w połączeniach wysokoobciążonych |
Ważne jest też to, że zasady rysunkowe nie kończą się na spawaniu. ISO 2553 obejmuje również połączenia lutowane, więc w dokumentacji można spotkać podobny sposób opisu, nawet jeśli technologia wykonania jest inna. To kolejny argument, żeby nie oceniać połączenia wyłącznie po nazwie, ale po jego funkcji i warunkach pracy.
Jeżeli wiesz już, kiedy wybrać spawanie, a kiedy lutowanie, zostaje ostatnia rzecz: wyłapać błędy, które w praktyce psują nawet dobrze zaplanowane połączenie.
Najczęstsze błędy, które obniżają wytrzymałość połączenia
Największe problemy rzadko wynikają z jednej katastrofalnej pomyłki. Częściej składają się na nie drobne zaniedbania: zła geometria, brudna powierzchnia, niedostateczny przetop albo zwykłe niedopasowanie technologii do zadania. I właśnie te powtarzalne błędy najbardziej obniżają trwałość.
- Mieszanie funkcji złącza z funkcją spoiny - jeśli geometria jest źle dobrana, nawet ładny ścieg nie uratuje połączenia.
- Zbyt mały lub zbyt duży luz między krawędziami - prowadzi do braku przetopu albo nadmiaru materiału i niepotrzebnego grzania.
- Brak przygotowania powierzchni - tlenki, rdza i tłuszcz potrafią osłabić połączenie szybciej niż widać to gołym okiem.
- Przesadzanie z ciepłem - większa ilość energii nie zawsze oznacza lepszy efekt, za to często oznacza większe odkształcenie.
- Ignorowanie kierunku obciążenia - spoiny nie pracują tak samo na ścinanie, rozciąganie i zmęczenie.
- Dobór połączenia tylko dlatego, że jest wygodne - wygoda wykonania nie może przegrywać z nośnością, szczelnością ani odpornością na drgania.
Najuczciwiej mówiąc, wiele usterek nie wynika ze złej techniki spawania, tylko ze złej decyzji podjętej dużo wcześniej. Dlatego kończę tak, jak zaczynam w praktyce: od funkcji połączenia, a dopiero potem od samego ściegu.
Co naprawdę decyduje o trwałości połączenia
Jeśli miałbym zostawić jedną roboczą zasadę, brzmiałaby tak: dobrze dobrane połączenie jest ważniejsze niż „mocna” spoina na oko. Trwałość zależy od trzech rzeczy naraz - geometrii złącza, obciążenia i kontroli procesu. Gdy któryś z tych elementów nie pasuje, zaczynają się odkształcenia, pęknięcia albo kłopoty ze szczelnością.
W warsztacie sprawdza się prosta kolejność: najpierw określam, co połączenie ma przenieść, potem patrzę na dostęp i grubość materiału, a dopiero na końcu wybieram technikę oraz kształt ściegu. Taki porządek zwykle daje lepszy efekt niż intuicyjne „zrobimy to, jak zawsze”. Jeśli pracujesz z dokumentacją, trzymaj się też symboli z rysunku technicznego, bo tam najczęściej ukrywa się odpowiedź na większość sporów przy montażu.
Właśnie w tym tkwi praktyczna wartość klasyfikacji: pomaga nie tylko nazwać spoinę, ale też przewidzieć, jak zachowa się gotowe połączenie po tygodniach, miesiącach i latach pracy.