Właściwe smarowanie prowadnic liniowych to absolutny fundament, jeśli zależy nam na precyzji, trwałości i bezawaryjnej pracy maszyn, takich jak zaawansowane obrabiarki CNC czy precyzyjne drukarki 3D. Moje doświadczenie pokazuje, że ignorowanie tego aspektu to prosta droga do kosztownych przestojów i utraty jakości. Ten artykuł to kompleksowy przewodnik, który pomoże Ci zrozumieć kluczowe parametry smarów, porównać najpopularniejsze typy, a także dostarczy praktycznych wskazówek dotyczących ich aplikacji i unikania typowych błędów. Wszystko po to, abyś mógł podjąć świadomą decyzję zakupową i zapewnić optymalną konserwację swoich urządzeń.
Klucz do precyzji: Wybór smaru do prowadnic liniowych
- Klasa konsystencji NLGI 2 jest najczęściej rekomendowana dla prowadnic liniowych, zapewniając optymalną równowagę między płynnością a retencją.
- Smary litowe są uniwersalnym wyborem dla maszyn CNC, natomiast smary z dodatkiem PTFE (teflonu) idealnie sprawdzają się w precyzyjnych mechanizmach drukarek 3D.
- Należy bezwzględnie unikać smarów zawierających grafit lub dwusiarczek molibdenu (MoS2) do smarowania prowadnic liniowych.
- Mieszanie smarów jest dopuszczalne tylko w przypadku zgodności oleju bazowego i zagęszczacza, z minimalną różnicą w klasie NLGI.
- Zarówno niedostateczne, jak i nadmierne smarowanie jest szkodliwe dla prowadnic, prowadząc do zużycia lub gromadzenia zanieczyszczeń.
- Zawsze należy priorytetowo traktować zalecenia producenta maszyny zawarte w dokumentacji techniczno-ruchowej (DTR).
Dlaczego dobór smaru do prowadnic liniowych to klucz do precyzji i trwałości
Rola smarowania: więcej niż tylko zmniejszenie tarcia
Wielu operatorów maszyn postrzega smarowanie jedynie jako sposób na zmniejszenie tarcia, ale to znacznie szersza kwestia. W rzeczywistości, smarowanie prowadnic liniowych jest fundamentalne dla prawidłowego działania każdej maszyny, w której występują ruchome elementy. Smar nie tylko redukuje tarcie między powierzchniami, co jest oczywiste, ale także pełni szereg innych, równie istotnych funkcji. Chroni ruchome elementy przed nadmiernym zużyciem, zabezpiecza je przed korozją, odprowadza nadmiar ciepła generowanego podczas pracy, a także działa jako skuteczna bariera uszczelniająca, chroniąc mechanizmy przed wnikaniem kurzu, wilgoci i innych zanieczyszczeń. Z mojego punktu widzenia, smar jest integralnym elementem konstrukcyjnym maszyny, którego rola jest uwzględniana już na etapie jej projektowania.
Czym grozi zaniedbanie lub zły wybór smaru? Skutki dla maszyn CNC i drukarek 3D
Zaniedbanie regularnego smarowania lub, co gorsza, zastosowanie niewłaściwego smaru, to prosta droga do poważnych problemów. W maszynach CNC, gdzie precyzja liczy się najbardziej, niewłaściwe smarowanie prowadzi do przyspieszonego zużycia elementów, co skutkuje utratą dokładności obróbki i powstawaniem błędów w produkowanych detalach. W drukarkach 3D objawia się to gorszą jakością wydruku, przesunięciami warstw, a nawet całkowitym zniszczeniem modelu. Konsekwencje to także przedwczesne awarie, zwiększone zużycie energii przez maszynę, co przekłada się na wyższe rachunki, oraz oczywiście kosztowne naprawy i długie przestoje w pracy. To wszystko negatywnie wpływa na efektywność i rentowność produkcji.
Jak rozszyfrować etykietę smaru? Kluczowe parametry, które musisz znać
Wybór odpowiedniego smaru to nie lada wyzwanie, biorąc pod uwagę mnogość dostępnych produktów. Aby podjąć świadomą decyzję, musisz poznać podstawowe parametry, które znajdziesz na etykiecie każdego smaru. Są one kluczem do zrozumienia jego właściwości i przeznaczenia.
Klasa konsystencji NLGI: Co oznacza i dlaczego najczęściej wybiera się klasę 2
Jednym z najważniejszych parametrów jest klasa konsystencji według skali NLGI (National Lubricating Grease Institute). To międzynarodowy standard, który określa twardość smaru, od 000 (bardzo płynny, przypominający olej) do 6 (bardzo twardy, blokowy). Klasa NLGI 2, którą często spotykamy w kontekście prowadnic liniowych, oznacza konsystencję zbliżoną do masła orzechowego. Jest to najczęściej rekomendowana klasa do prowadnic liniowych, ponieważ zapewnia optymalną równowagę między zdolnością do rozprowadzania się po powierzchni a utrzymywaniem się na niej. Dzięki temu smar efektywnie dociera do wszystkich punktów styku, jednocześnie nie wyciekając i nie brudząc otoczenia. Jak podaje ebmia.pl, smary o tej konsystencji są uniwersalnym wyborem, gwarantującym efektywne smarowanie i zapobieganie wyciekom w większości zastosowań.
Olej bazowy i zagęszczacz: Serce każdego smaru (litowy, polimocznikowy, wapniowy)
Każdy smar składa się z dwóch głównych komponentów: oleju bazowego i zagęszczacza. Olej bazowy to "serce" smaru, odpowiadające za jego właściwości smarne. To on tworzy film smarny między ruchomymi częściami. Natomiast zagęszczacz nadaje smarowi jego strukturę i konsystencję, utrzymując olej bazowy w miejscu. Wyróżniamy kilka popularnych typów zagęszczaczy: litowy (najbardziej uniwersalny, stosowany w szerokim zakresie temperatur i zastosowań), polimocznikowy (idealny do zadań specjalnych, gdzie występują wysokie temperatury, wilgoć lub agresywne środowisko) oraz wapniowy (charakteryzujący się dobrą odpornością na wodę, choć zazwyczaj do zastosowań w niższych temperaturach). Warto pamiętać, że smary na bazie oleju mineralnego z zagęszczaczem litowym to popularny i uniwersalny wybór do wielu standardowych aplikacji.
Dodatki uszlachetniające (EP, PTFE): Cisi bohaterowie w walce z zużyciem
Aby smar mógł sprostać wymagającym warunkom pracy, producenci wzbogacają go o dodatki uszlachetniające. Są to cisi bohaterowie, którzy znacząco poprawiają jego właściwości. Jednym z kluczowych typów są dodatki EP (Extreme Pressure), które zwiększają odporność smaru na wysokie obciążenia i naciski. Są one często stosowane w maszynach CNC, gdzie występują duże siły. Innym ważnym dodatkiem jest PTFE (politetrafluoroetylen), powszechnie znany jako teflon. Tworzy on warstwę o bardzo niskim współczynniku tarcia, co jest idealne do precyzyjnych mechanizmów, takich jak te w drukarkach 3D, gdzie płynność ruchu jest kluczowa. Oprócz tego, w smarach możemy znaleźć dodatki antykorozyjne, antyutleniające czy poprawiające adhezję, które dodatkowo chronią i przedłużają żywotność elementów.
Zakres temperatur pracy: Kiedy standardowy smar przestaje wystarczać
Temperatura ma ogromny wpływ na właściwości smaru, zwłaszcza na jego lepkość i konsystencję. Smar musi efektywnie działać zarówno w niskich, jak i wysokich temperaturach, które są typowe dla danego środowiska pracy maszyny. Zbyt niska temperatura może sprawić, że smar stanie się zbyt gęsty i nie będzie w stanie prawidłowo dotrzeć do wszystkich punktów smarowania, zwiększając opory ruchu. Z kolei zbyt wysoka temperatura może spowodować, że smar stanie się zbyt rzadki, straci swoje właściwości smarne i zacznie wyciekać. W ekstremalnych warunkach – bardzo wysokich lub bardzo niskich temperaturach – konieczne jest zastosowanie specjalistycznych smarów, które zachowują swoje właściwości smarne i stabilność w szerokim zakresie, zapewniając niezawodną pracę.
Jaki smar wybrać? Przegląd najpopularniejszych typów i ich zastosowań
Po zrozumieniu kluczowych parametrów, czas przyjrzeć się konkretnym typom smarów i ich zastosowaniom. Wybór odpowiedniego produktu to często kompromis między uniwersalnością a specjalistycznymi wymaganiami.
Smar litowy: Uniwersalny żołnierz do maszyn CNC i ogólnych zastosowań
Smar litowy jest bez wątpienia najbardziej popularnym i uniwersalnym wyborem na rynku. Jego szerokie zastosowanie wynika z wielu zalet, takich jak dobra stabilność mechaniczna, odporność na wodę oraz efektywność w szerokim zakresie temperatur. Z powodzeniem stosuje się go do smarowania łożysk tocznych, a także prowadnic w maszynach CNC, gdzie jest w stanie sprostać większości standardowych wymagań. Warto zwrócić uwagę na warianty z dodatkami EP (Extreme Pressure), które są idealne do maszyn pracujących pod dużym obciążeniem, zapewniając dodatkową ochronę przed zużyciem.
Smar teflonowy (PTFE): Precyzja i czystość idealna dla drukarek 3D
Smary z dodatkiem PTFE (teflonu) to prawdziwy strzał w dziesiątkę, gdy mówimy o mechanizmach wymagających najwyższej precyzji i czystości. PTFE tworzy na powierzchniach ruchomych warstwę o niezwykle niskim współczynniku tarcia, co przekłada się na płynny i precyzyjny ruch. To właśnie dlatego są one idealne do zastosowań w drukarkach 3D, zwłaszcza do smarowania osi Z, śrub trapezowych i kulowych oraz prowadnic. Ich zaletą jest również to, że nie brudzą i nie przyciągają kurzu tak bardzo jak inne smary, co jest kluczowe w środowisku, gdzie czystość ma wpływ na jakość wydruku. Często spotyka się również smary silikonowe z dodatkiem PTFE, które łączą zalety obu tych składników.
Smar polimocznikowy: Wybór do zadań specjalnych – wysoka temperatura i wilgoć
Gdy warunki pracy stają się naprawdę trudne, smary polimocznikowe wkraczają do akcji. Są to rozwiązania przeznaczone do zadań specjalnych, gdzie standardowe smary mogą nie sprostać wyzwaniom. Ich kluczowe cechy to doskonałe właściwości smarne, wysoka odporność chemiczna oraz imponująca żywotność w wysokich temperaturach. Dodatkowo, smary polimocznikowe wykazują dużą odporność na obecność wody i chłodziw, co czyni je idealnym wyborem do zastosowań w przemyśle ciężkim, w maszynach pracujących w wilgotnym środowisku lub tam, gdzie występuje kontakt z agresywnymi substancjami chemicznymi.
Smary, których należy unikać: Dlaczego grafit i MoS2 nie nadają się do prowadnic liniowych
To bardzo ważna kwestia, którą często widzę, że jest ignorowana. Muszę stanowczo podkreślić, że do smarowania prowadnic liniowych generalnie nie wolno używać smarów zawierających grafit ani dwusiarczek molibdenu (MoS2). Choć te dodatki są doskonałe w wielu innych zastosowaniach, w przypadku precyzyjnych prowadnic liniowych mogą wyrządzić więcej szkody niż pożytku. Ich cząsteczki mogą działać jak ścierniwo, prowadząc do abrazji, czyli ścierania delikatnych powierzchni prowadnic. Ponadto, mogą powodować problemy z przewodnictwem elektrycznym, co jest krytyczne w niektórych maszynach, lub zakłócać działanie precyzyjnych mechanizmów, prowadząc do zacięć i awarii. Zawsze upewnij się, że wybrany smar jest wolny od tych dodatków, jeśli ma być stosowany do prowadnic liniowych.
Praktyczny poradnik smarowania: Jak i kiedy aplikować smar, by działał najskuteczniej
Wybór odpowiedniego smaru to dopiero połowa sukcesu. Równie ważne jest prawidłowe jego aplikowanie. Nawet najlepszy produkt nie spełni swojej roli, jeśli zostanie użyty w niewłaściwy sposób.
Jak często smarować prowadnice? Harmonogram w zależności od typu maszyny i intensywności pracy
Częstotliwość smarowania prowadnic liniowych to kwestia, która zależy od wielu czynników. Przede wszystkim, zawsze należy kierować się dokumentacją techniczno-ruchową (DTR) maszyny, która jest najważniejszym źródłem informacji. Producent najlepiej zna specyfikę swojego urządzenia i określa optymalne interwały smarowania. Ogólna zasada jest taka: im intensywniejsza praca maszyny i trudniejsze warunki środowiskowe (np. obecność pyłu, wilgoci, wysokich temperatur), tym częściej należy przeprowadzać smarowanie. Warto również regularnie przeprowadzać wizualną inspekcję prowadnic – jeśli zauważysz brak smaru, zanieczyszczenia lub ślady zużycia, to jasny sygnał, że nadszedł czas na konserwację.
Metody aplikacji: Od ręcznej smarownicy po centralne układy smarowania
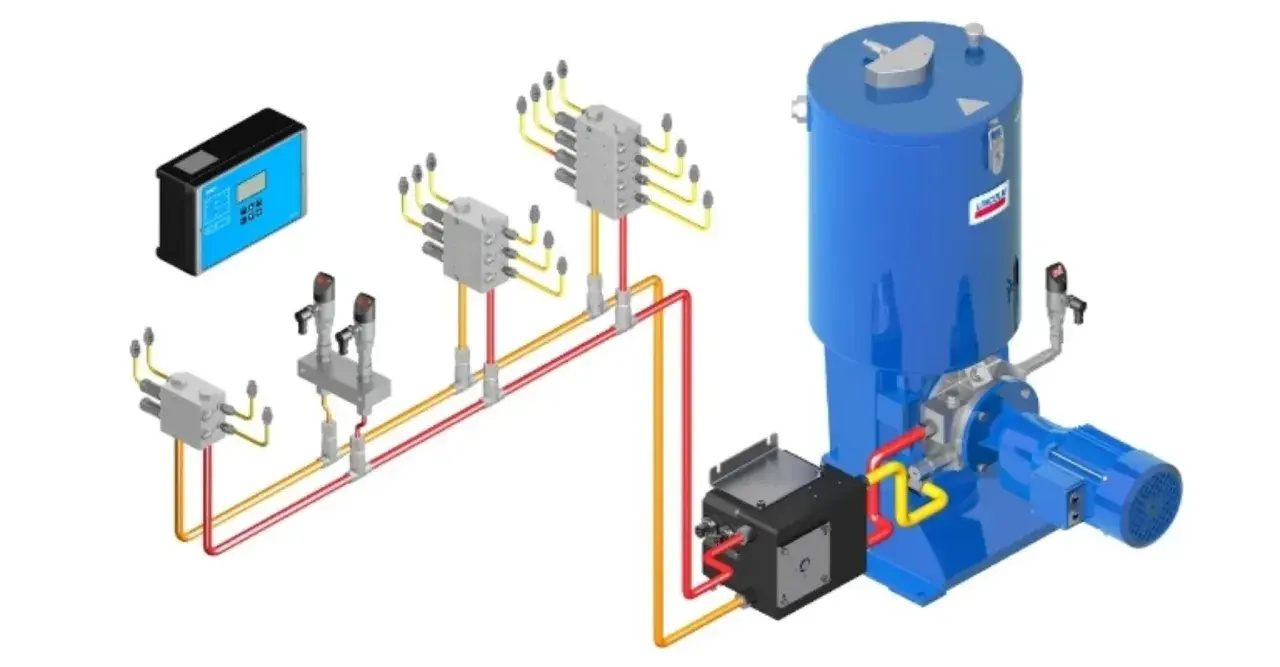
Smar można aplikować na kilka sposobów, w zależności od wielkości i złożoności maszyny. Do mniejszych urządzeń lub gdy smarowanie jest rzadsze, doskonale sprawdzają się ręczne smarownice, które pozwalają na precyzyjne dozowanie smaru. W przypadku delikatniejszych elementów, takich jak śruby kulowe w drukarkach 3D, często używam pędzli, aby równomiernie rozprowadzić cienką warstwę smaru. W dużych, złożonych maszynach CNC standardem są automatyczne, centralne układy smarowania. Zapewniają one ciągłe i precyzyjne dozowanie smaru do wszystkich punktów smarowania, co minimalizuje ryzyko błędów ludzkich i zapewnia optymalną ochronę. Niezależnie od metody, kluczowe jest zawsze dokładne czyszczenie powierzchni przed aplikacją nowego smaru. To absolutna podstawa!
Ile smaru to "w sam raz"? Złota zasada unikania nadmiaru
W smarowaniu prowadnic liniowych panuje zasada, że zarówno niedostateczne, jak i nadmierne smarowanie jest szkodliwe. Zbyt mała ilość smaru prowadzi do zwiększonego tarcia, przyspieszonego zużycia i przegrzewania się elementów. Z kolei zbyt duża ilość smaru również ma negatywne konsekwencje. Przede wszystkim, nadmiar smaru działa jak magnes na zanieczyszczenia – kurz, opiłki metalu czy inne drobiny łatwo do niego przylegają, tworząc pastę ścierną, która przyspiesza zużycie. Dodatkowo, zbyt duża ilość smaru może zwiększać opory ruchu, prowadzić do niepotrzebnego przegrzewania się, a także do wycieków, które brudzą maszynę i jej otoczenie. Moja rada: zawsze stosuj się do zaleceń producenta i obserwuj zachowanie maszyny. Lepiej dołożyć trochę smaru, niż od razu przesadzić.
Najczęstsze błędy w konserwacji prowadnic i jak ich unikać
Nawet z najlepszymi intencjami łatwo popełnić błędy w konserwacji. Oto trzy najczęstsze, które widuję w praktyce, i jak ich skutecznie unikać.
Błąd #1: Mieszanie niekompatybilnych smarów – cicha droga do awarii
To jeden z najbardziej podstępnych błędów. Mieszanie smarów, które nie są ze sobą kompatybilne, to cicha droga do awarii. Może to prowadzić do niepożądanych reakcji chemicznych, rozpadu struktury smaru, a w konsekwencji do utraty jego właściwości smarnych. Gdy smar traci swoją skuteczność, elementy maszyny pozostają bez ochrony, co szybko prowadzi do ich zużycia i uszkodzenia. Pamiętaj o zasadzie: mieszanie jest dopuszczalne tylko wtedy, gdy smary mają ten sam olej bazowy i rodzaj zagęszczacza, a ich klasa NLGI różni się maksymalnie o jeden poziom. W razie jakichkolwiek wątpliwości, zawsze należy unikać mieszania i dokładnie oczyścić prowadnice przed zastosowaniem nowego typu smaru.
Błąd #2: Aplikacja nowego smaru na starą, zanieczyszczoną warstwę
Jak już wspomniałem, czyszczenie jest kluczowe. Aplikowanie nowego, świeżego smaru na starą, zanieczyszczoną warstwę jest praktycznie bezcelowe. Stary smar, często zdegradowany i pełen kurzu, opiłków metalu czy innych zanieczyszczeń, staje się pastą ścierną. Gdy nałożysz na to świeżą warstwę, zanieczyszczenia te nadal będą działać jak drobinki piasku, przyspieszając zużycie prowadnic, zamiast je chronić. Zawsze poświęć czas na dokładne usunięcie starego smaru i wszelkich zanieczyszczeń z powierzchni prowadnic, zanim nałożysz świeżą, ochronną warstwę. To inwestycja, która się opłaca.Błąd #3: Ignorowanie zaleceń producenta maszyny (DTR)
To błąd, który widzę nagminnie, a który może mieć najpoważniejsze konsekwencje. Dokumentacja techniczno-ruchowa (DTR) maszyny to biblia jej konserwacji. Producent maszyny najlepiej zna jej specyfikę, materiały, tolerancje i warunki pracy, dla których została zaprojektowana. Jego zalecenia dotyczące typu smaru, częstotliwości i metod smarowania są nadrzędne i powinny być traktowane jako świętość. Ignorowanie DTR to nie tylko ryzyko poważnych uszkodzeń mechanicznych, ale często również utrata gwarancji na urządzenie. Zawsze, ale to zawsze, zaczynaj od lektury DTR.
Wybór idealnego smaru: Na co zwrócić uwagę przed zakupem
Podsumowując naszą podróż przez świat smarów, przed Tobą ostatni, ale równie ważny etap – świadomy zakup. Oto kilka pytań, które pomogą Ci podjąć najlepszą decyzję.
Checklista dla kupującego: 5 pytań, które musisz sobie zadać przed podjęciem decyzji
Zanim zdecydujesz się na konkretny smar, zadaj sobie te pięć kluczowych pytań. Pomogą Ci one zawęzić wybór i upewnić się, że produkt spełni Twoje oczekiwania:
- Jakie są zalecenia producenta maszyny (DTR)? To punkt wyjścia i najważniejsze kryterium.
- W jakich warunkach pracuje maszyna (temperatura, obciążenie, prędkość)? Czy są to standardowe warunki, czy ekstremalne, wymagające specjalistycznych rozwiązań?
- Jakie jest środowisko pracy (wilgoć, pył, chemikalia)? Czy smar musi być odporny na wodę, agresywne środki chemiczne lub dużą ilość zanieczyszczeń?
- Czy smar będzie kompatybilny z ewentualnie istniejącym smarem? Jeśli nie możesz całkowicie usunąć starego smaru, upewnij się, że nowy jest z nim zgodny.
- Jaki jest budżet i dostępność produktu? Czasem trzeba znaleźć optymalny balans między ceną a parametrami, które są naprawdę niezbędne.
Przeczytaj również: Uszczelki gumowe - Czym czyścić i jak konserwować, by służyły latami?
Czy droższy smar zawsze znaczy lepszy? Relacja ceny do jakości i wymagań aplikacji
Często spotykam się z przekonaniem, że im droższy smar, tym lepszy. Nie zawsze jest to prawda. Owszem, droższe, specjalistyczne smary często oferują lepsze parametry – na przykład wyższą odporność na temperaturę, ekstremalne obciążenia czy dłuższą żywotność. W wymagających zastosowaniach, gdzie precyzja i niezawodność są absolutnie krytyczne, ich wyższa cena jest w pełni uzasadniona, ponieważ przekłada się na mniejsze przestoje i dłuższą żywotność maszyny. Jednakże, muszę podkreślić, że nie zawsze najdroższy smar jest najlepszym wyborem. Kluczem jest dopasowanie właściwości smaru do konkretnych potrzeb i warunków pracy Twojej maszyny, a nie tylko do jego ceny. W wielu przypadkach standardowy, tańszy smar jest w pełni wystarczający i ekonomicznie uzasadniony, zapewniając optymalną ochronę bez niepotrzebnego przepłacania.