W dobrze zaprojektowanym stanowisku spawalniczym liczy się nie tylko sam łuk, ale też to, co dzieje się wokół niego: dym, iskry, promieniowanie, hałas i ruch operatora. Cela spawalnicza to wydzielona strefa, która ma uporządkować ten proces i zrobić z niego pracę bezpieczniejszą, czystszą oraz bardziej powtarzalną. Poniżej rozkładam temat na praktyczne elementy: od konstrukcji i BHP, przez dobór wyposażenia, aż po różnice między rozwiązaniem ręcznym i zrobotyzowanym.
Najważniejsze rzeczy, które trzeba wiedzieć przed organizacją stanowiska spawalniczego
- To nie jest tylko „ogrodzenie”, ale wydzielona strefa pracy z osłonami, wentylacją i kontrolą ryzyk.
- Największe znaczenie mają: odciąg dymów, niepalne osłony, ergonomia i bezpieczne dojście do stanowiska.
- W polskich warunkach punktem odniesienia są wymagania BHP dla prac spawalniczych, w tym wydzielenie stanowiska i skuteczna wentylacja.
- Rozwiązanie zrobotyzowane ma sens głównie tam, gdzie detal jest powtarzalny, a wolumen pracy stabilny.
- Źle zaprojektowana strefa szybko zaczyna przeszkadzać: podnosi liczbę poprawek, pogarsza komfort i zwiększa ryzyko.
- W praktyce najlepiej zacząć od przepływu materiału, a dopiero potem dobierać sprzęt i zabudowę.
Czym jest wydzielona strefa do spawania i kiedy ma sens
W praktyce taka strefa może oznaczać prosty, osłonięty boks na pojedyncze stanowisko albo pełną, zrobotyzowaną komórkę z automatycznym cyklem pracy. Ja patrzę na nią przede wszystkim jak na narzędzie porządkowania procesu: odcina spawanie od reszty hali, ogranicza rozprysk i ułatwia kontrolę nad jakością. To ważne nie tylko przy produkcji seryjnej, ale też w warsztatach naprawczych, gdzie jedna niedobra decyzja o ustawieniu detalu potrafi kosztować więcej niż sama roboczogodzina.
Taka zabudowa ma sens wtedy, gdy chcesz ograniczyć mieszanie się prac gorących z innymi operacjami, poprawić bezpieczeństwo otoczenia albo lepiej zapanować nad jakością spoin. Przy krótkich seriach często wystarczy prosty boks z kurtynami i odciągiem, natomiast przy większej powtarzalności lepiej działa układ z pozycjonerem, uchwytami i stałym przepływem materiału. Właśnie od tego zależy, czy strefa będzie tylko „wydzielona”, czy faktycznie użyteczna na co dzień.
Warto też pamiętać, że sama nazwa nie przesądza o technologii. W tej samej kategorii mieszczą się rozwiązania do spawania MIG/MAG, TIG, punktowego, a nawet do lutowania twardego, jeśli w grę wchodzą gorące prace wymagające kontroli otoczenia. Skoro wiemy już, po co taka strefa powstaje, przechodzę do tego, z czego powinna się składać, żeby nie była tylko pustą ramą z parawanami.
Z czego składa się dobrze zaprojektowane stanowisko
Największy błąd, jaki widzę w praktyce, to skupienie się na samym źródle spawalniczym i pominięcie otoczenia. Tymczasem o efekcie decyduje cały układ: stół, mocowanie, osłony, oświetlenie, odciąg i sposób podawania elementów. Jeśli jeden z tych elementów jest przypadkowy, reszta zaczyna pracować gorzej.
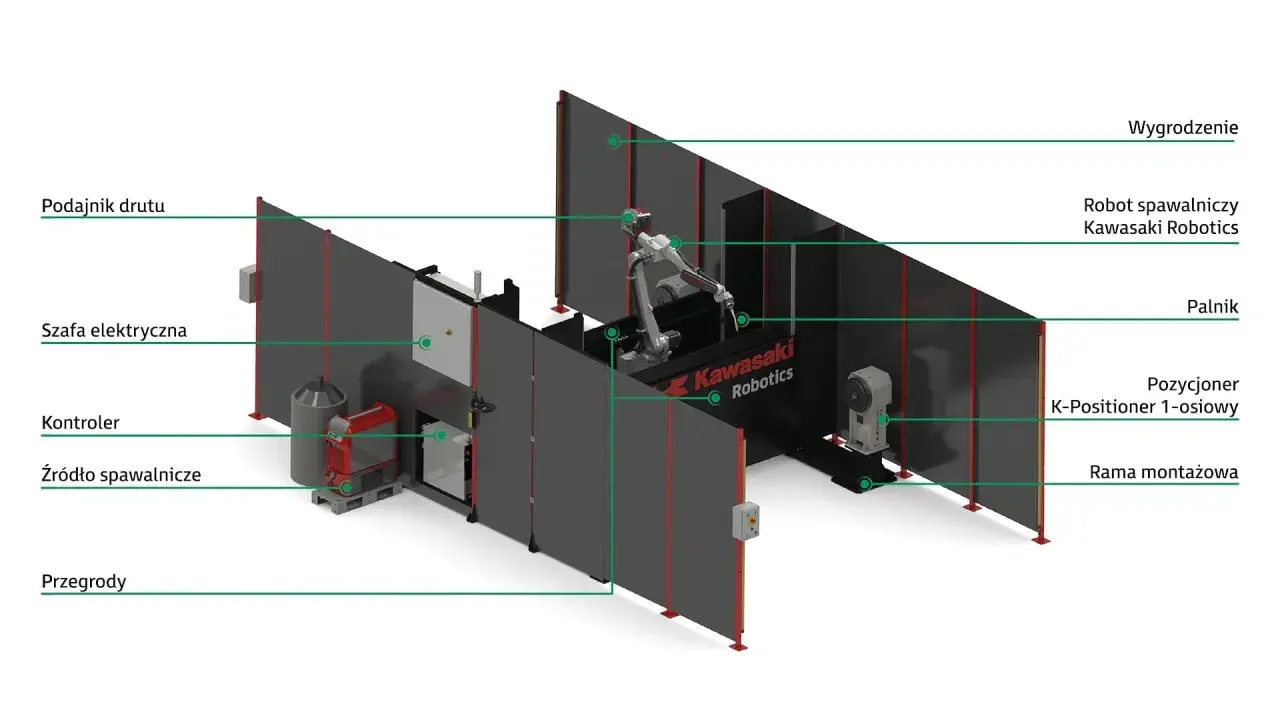
W dobrze zorganizowanej strefie zwykle są mi potrzebne następujące elementy:
- Stół spawalniczy lub stół montażowy - daje stabilny punkt odniesienia i ułatwia pozycjonowanie detalu.
- Osłony lub kurtyny spawalnicze - ograniczają promieniowanie łuku i chronią osoby postronne.
- Odciąg miejscowy - czyli wyciąg działający blisko źródła dymu, a nie dopiero na końcu hali.
- Uchwyty, przyrządy i pozycjonery - stabilizują element, skracają czas ustawiania i poprawiają powtarzalność spoin.
- Oświetlenie robocze - ważne zwłaszcza przy kontroli jeziorka spawalniczego i dopasowaniu elementów przed startem.
- Wyposażenie przeciwpożarowe - gaśnica, porządek wokół stanowiska i brak materiałów palnych w strefie ryzyka.
Do tego dochodzi jeszcze logika przepływu pracy. Dobrze, gdy detal trafia do stanowiska krótką, prostą drogą, a gotowy wyrób może opuścić strefę bez krzyżowania się z ruchem innych osób. To szczegół, który bardzo często decyduje o tym, czy praca idzie płynnie, czy operator co chwilę walczy z logistyką. Skoro wiemy, co powinno się znaleźć na wyposażeniu, trzeba przejść do przepisów i zasad bezpieczeństwa, bo tutaj nie ma miejsca na improvizację.
Jakie wymagania BHP trzeba spełnić w polskich warunkach
Przy pracach spawalniczych nie wystarczy „jakoś to odgrodzić”. W polskich warunkach trzeba patrzeć na wydzielenie stanowiska, materiał niepalny w otoczeniu, skuteczną wentylację oraz bezpieczne rozmieszczenie wyposażenia. To są rzeczy, które w praktyce najmocniej wpływają na ryzyko pożaru, narażenie na dymy i wygodę pracy.Wymagania są dość konkretne. Według CIOP na jednego pracownika powinno przypadać co najmniej 15 m3 objętości pomieszczenia, na stanowisko robocze 4 m2 podłogi, a odstęp między stanowiskami powinien wynosić co najmniej 1 m. Dla stałych stanowisk liczy się też odpowiednia wysokość pomieszczenia oraz to, żeby prace odbywały się w miejscu wydzielonym od reszty zakładu i wykonanym z materiałów niepalnych. To nie są dekoracyjne zalecenia, tylko warunki, które realnie zmniejszają problem przegrzania strefy, gromadzenia dymów i przypadkowego zapłonu.
W praktyce szczególnie pilnuję trzech rzeczy:
- nie zostawiam w pobliżu materiałów łatwopalnych, ścinek i opakowań,
- sprawdzam, czy dym jest wyciągany tam, gdzie powstaje, a nie rozpraszany po hali,
- upewniam się, że operator ma swobodną drogę wycofania się ze stanowiska.
To właśnie tutaj wychodzi różnica między strefą „na papierze” a rozwiązaniem, które naprawdę chroni ludzi. Po tych założeniach można już sensownie porównać klasyczne stanowisko ręczne z wersją zrobotyzowaną, bo dobór technologii ma ogromny wpływ na cały projekt.
Jak wybrać między stanowiskiem ręcznym a zrobotyzowanym
Nie każda produkcja potrzebuje robota, a nie każda ręczna strefa spawania daje się łatwo rozwijać bez automatyzacji. Ja zawsze zaczynam od trzech pytań: czy detal jest powtarzalny, jak duża jest zmienność partii i ile czasu zajmuje samo spawanie w stosunku do przygotowania. Jeśli odpowiedzi są niejednoznaczne, zwykle wygrywa układ hybrydowy: dobre przyrządy, porządny odciąg i możliwość późniejszej automatyzacji.
| Kryterium | Stanowisko ręczne | Strefa zrobotyzowana |
|---|---|---|
| Najlepsze zastosowanie | Naprawy, krótkie serie, prototypy, prace zmienne | Powtarzalne detale, stały wolumen, długi czas pracy w cyklu |
| Elastyczność | Bardzo wysoka | Średnia, zależna od programu i oprzyrządowania |
| Powtarzalność spoin | Zależna od operatora | Wysoka, jeśli detal jest dobrze ustabilizowany |
| Wymagania organizacyjne | Niższe na starcie | Wyższe: bezpieczeństwo, programowanie, serwis, utrzymanie |
| Typowy efekt biznesowy | Szybkie uruchomienie i mała bariera wejścia | Mniej poprawek, krótszy czas cyklu, lepsza kontrola jakości |
Wersja zrobotyzowana opłaca się wtedy, gdy detal jest stabilny, a czas pracy można zamienić w przewidywalny cykl. Jeśli produkt często się zmienia, robot nie rozwiąże problemu sam z siebie - trzeba jeszcze przemyśleć uchwyty, bazowanie i sposób przezbrajania. Z kolei ręczne stanowisko daje większą swobodę, ale wymaga lepszej dyscypliny w organizacji pracy, bo bez niej szybko robi się z niego chaotyczny narożnik hali.
Ta różnica prowadzi prosto do kolejnego pytania: jak zaprojektować układ, żeby nie tylko działał dziś, ale też nie blokował rozwoju za pół roku. Właśnie temu poświęcam następny fragment.
Jak zaprojektować układ, żeby nie walczyć z produkcją
Projekt zaczynam od przepływu materiału, nie od wyboru osłony. Najpierw sprawdzam, skąd przychodzi detal, gdzie odkładam elementy przed spawaniem, gdzie trafia gotowy wyrób i czy operator musi się między tymi punktami przeciskać. Jeśli tak, to znaczy, że layout jest zły, nawet jeśli sprzęt sam w sobie jest dobry.
W praktyce trzymam się kilku kroków:
- Ustal strefę wejścia i wyjścia - surowy detal i gotowy element nie powinny sobie przeszkadzać.
- Zadbaj o bazowanie - dobrze wykonany przyrząd skraca ustawianie i ogranicza błędy geometrii.
- Zapewnij miejsce na ruch operatora - nie tylko przy spoinie, ale też przy odkładaniu uchwytów, kontroli i czyszczeniu.
- Rozplanuj odciąg i zasilanie - przewody i węże nie mogą tworzyć pułapek ani utrudniać ewakuacji.
- Przewidź serwis i czyszczenie - dostęp do dysz, filtrów, osłon i stołu musi być prosty, bo inaczej nikt tego nie robi regularnie.
Jeśli projekt dotyczy spawania zrobotyzowanego, dorzucam jeszcze jedną zasadę: najpierw detal, potem robot. Brzmi banalnie, ale to detal decyduje o zasięgu, pozycjonowaniu i sensowności całej inwestycji. Często lepiej kupić mniej „efektowny” robot, a więcej zainwestować w oprzyrządowanie i wygrodzenie, niż odwrotnie.
Na tym etapie zwykle wychodzą też najdroższe pomyłki, więc warto je nazwać wprost, zanim staną się codziennym problemem.
Najczęstsze błędy, które szybko psują efekt
W praktyce widzę kilka powtarzalnych błędów. Pierwszy to zbyt mała strefa pracy - operator ma dosłownie za mało miejsca, żeby swobodnie obrócić element albo bezpiecznie odsunąć się od łuku. Drugi to słaby albo źle ustawiony odciąg, przez co dymy krążą po hali, zamiast być odprowadzane u źródła. Trzeci to oszczędzanie na osłonach: kurtyna jest za krótka, zbyt jasna albo ustawiona tak, że bardziej przeszkadza niż chroni.
Do tego dochodzą błędy organizacyjne, które zwykle wychodzą dopiero po kilku tygodniach:
- składowanie materiałów łatwopalnych zbyt blisko stanowiska,
- mieszanie dróg transportu z ruchem operatora,
- brak stałego miejsca na akcesoria i elektrody,
- pomijanie regularnego czyszczenia i przeglądów odciągu,
- wdrożenie bez szkolenia ludzi, którzy naprawdę będą z tego korzystać.
Najbardziej kosztowny błąd jest jednak mniej widoczny: projektowanie strefy „pod sprzęt”, a nie „pod pracę”. Jeśli sprzęt stoi dobrze, ale proces jest niewygodny, to po prostu przestaje być używany tak, jak zakładano. Z tego powodu ostatni etap zawsze poświęcam na to, co realnie podnosi zwrot z inwestycji.
Co najbardziej zwiększa zwrot z takiej inwestycji
Zwrot nie wynika wyłącznie z tego, że pojawia się robot albo nowa zabudowa. Najmocniej pracują trzy rzeczy: powtarzalność, krótsze przezbrojenia i mniej poprawek. Jeśli detal jest dobrze ustalony, a operator ma jasny, bezpieczny układ pracy, to zyskuje się nie tylko czas, ale też spójność jakości. I to właśnie jest różnica, którą da się odczuć w całej hali, nie tylko przy jednym stanowisku.
W praktyce najbardziej opłaca się inwestować w to, co stabilizuje proces: porządny przyrząd, sensowny odciąg, łatwe czyszczenie, dobre oświetlenie i jasny podział strefy. Reszta jest dodatkiem. Gdybym miał zostawić jedną radę, powiedziałbym tak: nie zaczynaj od zakupu „gotowej komórki”, tylko od odpowiedzi na pytanie, co dziś najbardziej spowalnia pracę i co najtrudniej utrzymać w porządku. To właśnie tam leży największy potencjał poprawy.
Jeśli spojrzysz na projekt przez pryzmat bezpieczeństwa, przepływu materiału i powtarzalności, strefa spawania przestaje być kosztem, a zaczyna być narzędziem organizacji pracy. I to jest podejście, które najszybciej broni się w praktyce.