Frezowanie aluminium wymaga trochę innego podejścia niż obróbka stali: materiał jest miękki, łatwo się przykleja do krawędzi skrawającej, a źle ustawiony proces szybko zostawia zadzior, smugi albo falę na powierzchni. W tym tekście pokazuję, jak dobrać frez, ustawić rozsądne parametry, ograniczyć drgania i przygotować detal do dalszego szlifowania lub odgratowania. To praktyczny przewodnik dla osób, które chcą uzyskać czyste krawędzie i powtarzalny efekt bez niepotrzebnych prób i błędów.
Najważniejsze rzeczy, które decydują o jakości obróbki
- Aluminium lubi ostrą, polerowaną geometrię i sprawne odprowadzanie wióra.
- Bezpieczny start to parametry ze środka zakresu, a nie maksymalna agresja albo ostrożność.
- Najczęstsze problemy to narost materiału, zadzior, chropowatość i drgania w narożach.
- W stabilnym CNC zwykle najlepiej działa frezowanie współbieżne i krótki wysięg narzędzia.
- Szlifowanie i gratowanie mają poprawiać detal, a nie ratować źle dobrany program.
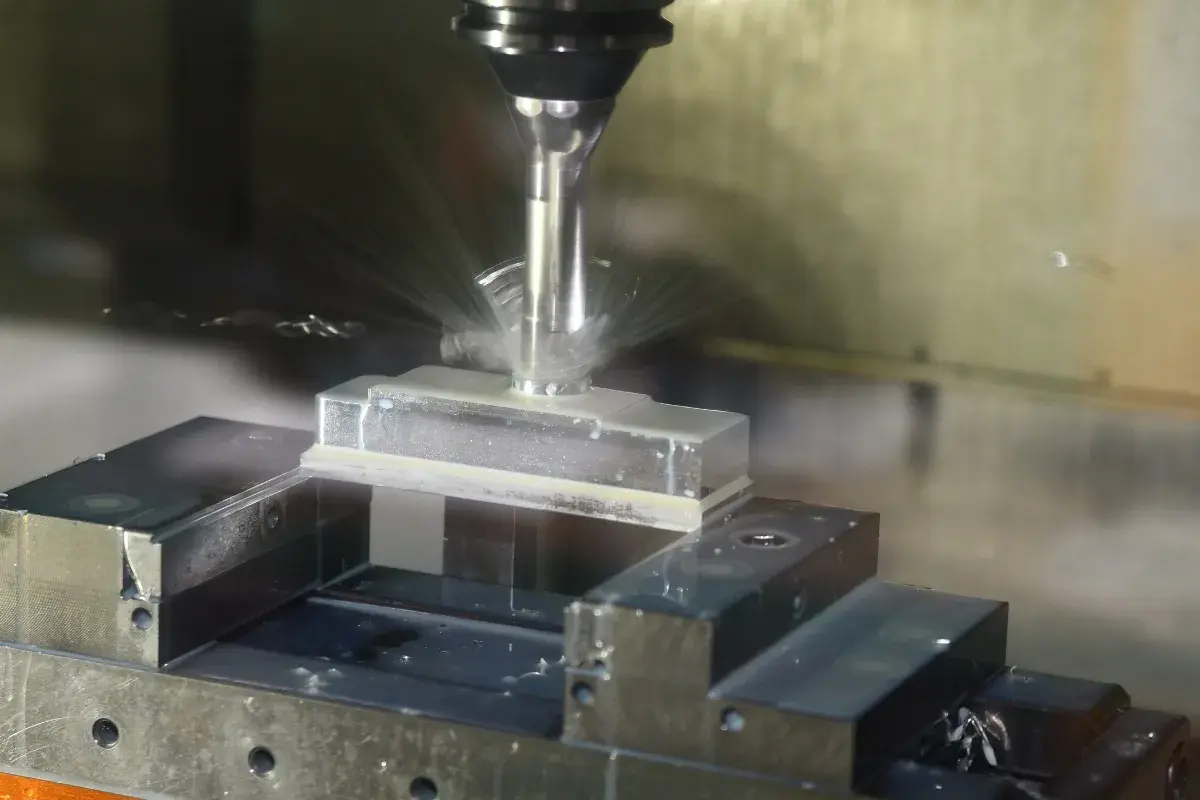
Jak frezowanie aluminium wygląda w praktyce
Przy aluminium najważniejsze jest to, że materiał skrawa się łatwo, ale tylko wtedy, gdy krawędź tnie naprawdę czysto. Gdy frez zaczyna trzeć zamiast ciąć, powstaje narost materiału na ostrzu, czyli osad, który psuje powierzchnię i bardzo szybko podbija zadzior na krawędziach. Właśnie dlatego ten proces tak mocno zależy od geometrii narzędzia, odprowadzenia wióra i sztywności całego układu.
W praktyce rozróżniam trzy sytuacje: zgrubne zbieranie materiału, profilowanie z bocznym obciążeniem i wykańczanie powierzchni. W zgrubnej obróbce liczy się wydajność i miejsce na wiór, w wykańczaniu - czysty ślad po ostrzu i stabilny wymiar. Przy cienkich ściankach, kieszeniach i detalach zewnętrznych każde zawahanie programu albo zbyt długi wysięg narzędzia od razu odbija się na jakości.
- Materiał nie stawia dużego oporu, ale łatwo „rozmazuje się” przy złych parametrach.
- Wiór powinien być krótki, chłodzony i szybko usuwany z pola skrawania.
- Im cieńszy detal, tym większe znaczenie mają drgania, mocowanie i kolejność przejść.
To właśnie z tych powodów wybór frezu i ustawień ma większe znaczenie niż samo „wycięcie kształtu”.
Jak dobrać frez i oprawkę, żeby nie walczyć z wiórem
Najczęściej zaczynam od narzędzia, a dopiero potem dobieram strategię obróbki. Do aluminium najlepiej pracują frezy o ostrych, polerowanych rowkach wiórowych, z dodatnią geometrią i dużą przestrzenią na wiór. W praktyce często wybieram 2- lub 3-piórowe frezy z węglika, bo dają dobry kompromis między sztywnością a odprowadzaniem materiału.
| Narzędzie | Kiedy ma sens | Plusy | Ograniczenia |
|---|---|---|---|
| 2-piórowy frez z węglika | Kieszenie, rowki, uniwersalne detale | Dobra ewakuacja wióra, małe ryzyko zapchania | Mniej stabilny przy bardzo ciężkim zbieraniu |
| 3-piórowy frez z węglika | Profilowanie i szybsza obróbka na CNC | Lepsza wydajność przy zachowaniu dobrego śladu | W głębokich rowkach może brakować miejsca na wiór |
| Frez 4-piórowy | Planowanie i wykańczanie na stabilnej maszynie | Ładniejsza powierzchnia przy dobrej sztywności | Łatwiej o zapchanie rowka wiórem |
| PCD | Serie, stopy z większą zawartością krzemu, wysoka powtarzalność | Bardzo długa trwałość i czyste cięcie | Wyższy koszt wejścia, ma sens głównie przy większym wolumenie |
Jeśli detal jest seryjny albo aluminium ma więcej krzemu, PCD zaczyna być bardzo sensowne. Przy jednostkowych elementach częściej wygrywa po prostu dobre, ostre narzędzie z polerowanymi rowkami i sensowną średnicą.
Geometria, która naprawdę pomaga
Ostrze ma ciąć, a nie szorować. Z tego powodu nie lubię przypadkowych frezów „do wszystkiego”, zwłaszcza gdy mają zbyt mało miejsca na wiór albo za mały kąt natarcia. W aluminium lepiej sprawdza się lekka, pozytywna geometria niż ciężka, agresywna krawędź, która szybko buduje temperaturę i narost.
Przeczytaj również: Osprzęt ścierny do metalu - Wybierz idealny i szlifuj jak pro!
Mocowanie bez zbędnego luzu
Wysokie obroty i mała tolerancja błędów sprawiają, że bicie narzędzia ma tu większe znaczenie niż wielu operatorów zakłada. Jeśli mogę, skracam wysięg, pilnuję dobrej oprawki i sprawdzam bicie na krawędzi skrawającej. Przy dokładniejszej obróbce dążę do wartości poniżej 0,01 mm, bo wtedy ślad po frezie robi się wyraźnie spokojniejszy.
Gdy narzędzie jest już dobrane, decydujące stają się parametry startowe i sposób prowadzenia cięcia.
Jakie parametry ustawić na start
Najbezpieczniej zaczynać od środka zakresu, a nie od maksimum. Ja liczę najpierw obroty według wzoru n = 1000 × Vc / (π × D), a potem posuw Vf = fz × z × n. Dla frezu 10 mm i prędkości skrawania 500 m/min wychodzi około 15 900 obr./min, więc już sam ten przykład pokazuje, jak szybko aluminium wchodzi w wysokie obroty.
| Operacja | Startowe widełki | Na co patrzę |
|---|---|---|
| Zgrubne profilowanie | Vc 350-700 m/min, fz 0,05-0,12 mm/ostrze, ae 30-60% D, ap 0,5-1,5D | Czy wiór wychodzi czysty i nie rośnie temperatura krawędzi |
| Planowanie i boczne wykańczanie | Vc 500-1000 m/min, fz 0,02-0,08 mm/ostrze, ae 2-10% D, ap 0,1-0,5D | Czy powierzchnia jest jednolita i bez smug |
| Rowkowanie na pełną szerokość | Vc 250-500 m/min, fz 0,03-0,08 mm/ostrze, ae 100% D, ap 0,2-1D | Czy kanał nie zapycha się wiórem |
| Głębokie kieszenie | Vc 350-800 m/min, fz 0,04-0,10 mm/ostrze, ae 10-40% D, ap w kilku przejściach | Czy program utrzymuje płynny ruch i nie szarpie w narożach |
W stabilnym CNC zwykle można pójść odważniej, ale tylko wtedy, gdy wrzeciono, uchwyt i detale są naprawdę sztywne. Przy małych frezach i długich wysięgach nie przesuwam wszystkich parametrów w jedną stronę naraz - najpierw pilnuję wióra, potem posuwu, a dopiero na końcu dociskam głębokość skrawania.
Jeśli parametry są zbyt zachowawcze, aluminium zaczyna się smużyć zamiast ciąć, więc następny krok to kontrola wióra i powierzchni.
Jak uniknąć zadziorów, zatarć i przegrzanej powierzchni
Najczęstsze problemy w aluminium są dość charakterystyczne: przy zbyt małym posuwie materiał zaczyna się przyklejać, przy złym odprowadzeniu wióra pojawiają się rysy, a przy zbyt długim wysięgu narzędzia rośnie fala i drgania. To nie są drobne niedogodności. W praktyce od razu widać je na krawędzi, więc szybka diagnoza zwykle oszczędza więcej czasu niż kolejne „próbne” przejazdy.
| Objaw | Prawdopodobna przyczyna | Co robię w pierwszej kolejności |
|---|---|---|
| Zadzior na krawędzi | Zbyt mały posuw, tępe ostrze, brak miejsca na wiór | Zwiększam fz, skracam wysięg, wymieniam frez |
| Smugi i rozmazanie | Za niska prędkość skrawania albo narost na ostrzu | Podnoszę Vc, poprawiam chłodzenie i geometrię |
| Chropowatość w regularnych odstępach | Bicie narzędzia lub problem z oprawką | Sprawdzam mocowanie, czystość stożka i bicie |
| Drgania w narożach | Za gwałtowne hamowanie programu, zbyt sztywna ścieżka | Zaokrąglam naroża i włączam płynniejsze wejścia |
W aluminium bardzo pomaga frezowanie współbieżne, czyli takie, w którym ostrze wchodzi w materiał od większej grubości wióra do mniejszej. Na nowoczesnym CNC zwykle daje to lepszą powierzchnię i mniejsze tarcie, ale przy słabym mocowaniu albo maszynie z luzami trzeba uważać, bo w praktyce najważniejsza staje się stabilność całego układu. Przy kieszeniach i rowkach pilnuję też, żeby wiór nie był cięty drugi raz - to właśnie on najczęściej rysuje powierzchnię, gdy zalega w strefie skrawania.
Kiedy powierzchnia wychodzi już czysto z maszyny, dopiero wtedy ma sens sensowne szlifowanie i gratowanie, a nie odwrotnie.
Kiedy samo frezowanie nie wystarczy i wchodzi szlifowanie
Szlifowanie aluminium jest potrzebne najczęściej z trzech powodów: żeby usunąć zadzior, wyrównać ślad po narzędziu albo przygotować detal pod estetyczne wykończenie. Ja traktuję ten etap jako korektę i dopracowanie, nie jako ratunek dla źle ustawionej obróbki. Jeżeli po frezowaniu krawędź jest mocno poszarpana, to najpierw poprawiam technologię, a dopiero potem biorę się za papier albo włókninę.
| Cel | Lepsza metoda | Na co uważać |
|---|---|---|
| Usunięcie zadziorów | Gratownik, fazownik, lekki przejazd frezem fazującym | Nie zdejmuj zbyt dużo materiału na krawędzi funkcjonalnej |
| Delikatne wygładzenie | Papier P240-P320, włóknina ścierna, drobna tarcza lamelkowa | Aluminium szybko zapycha ścierniwo, więc nacisk ma być lekki |
| Jednolite wykończenie estetyczne | Szczotkowanie lub szlif kierunkowy | Trzymaj jeden kierunek pracy, inaczej rysunek wyjdzie chaotyczny |
| Przygotowanie pod anodowanie | Równe, kontrolowane wygładzenie | Agresywne szlifowanie potrafi pokazać niedoskonałości po wykończeniu |
Przy ręcznym wykańczaniu aluminium zwykle działają narzędzia o otwartej strukturze ściernej i niższym docisku, bo materiał lubi „kleić” pył do powierzchni. W praktyce bardziej opłaca się kilka lekkich przejść niż jedno mocne dociśnięcie, które tylko podgrzewa detal i zostawia nierówny połysk. Jeżeli detal ma być dekoracyjny, trzymam się jednego rytmu szlifu od początku do końca, bo każdy przypadkowy ruch będzie później widać pod światło.
Dobre wykończenie poprawia detal, ale nie zwalnia z dbałości o stanowisko pracy i bezpieczeństwo operatora.
Bhp i organizacja stanowiska przy obróbce aluminium
Wióry aluminiowe są lekkie, ale potrafią być bardzo ostre, a przy wysokich obrotach robią się jeszcze bardziej nieprzyjemne w kontakcie ze skórą. Dlatego osłona oczu to absolutna podstawa, a przy szlifowaniu dochodzi jeszcze ochrona dróg oddechowych i sensowny odciąg pyłu. Rękawic nie zakładam przy pracy blisko wirującego narzędzia - to jeden z tych nawyków, które wyglądają niewinnie tylko do pierwszego kontaktu z wrzecionem.
- Wióry usuwam szczotką, hakiem lub odkurzaczem technicznym, nigdy dłonią.
- Przed startem sprawdzam, czy stół, prowadnice i oprawka są czyste.
- Przy suchym szlifowaniu pilnuję odciągu, bo pył szybko osiada wszędzie.
- Głośne, wysokie obroty i długie przejazdy wymagają ochrony słuchu.
- Po każdej zmianie narzędzia kontroluję mocowanie, bo luźna oprawka psuje i wymiar, i bezpieczeństwo.
Porządek na stanowisku widać od razu w jakości krawędzi, ale też w tym, jak szybko da się wyłapać przyczynę problemu, kiedy coś pójdzie nie tak. Gdy stanowisko jest uporządkowane, łatwiej ocenić, czy problem leży w parametrach, narzędziu czy samej technologii.
Co sprawdzam przy pierwszych detalach, zanim uznam ustawienia za dobre
Na pierwszych sztukach nie szukam bohaterstwa, tylko potwierdzenia, że proces jest stabilny. Zwykle biorę dwa albo trzy detale kontrolne i sprawdzam je w tej samej kolejności: wiór, powierzchnię, krawędź, temperaturę narzędzia oraz wymiar po chłodzeniu. Dopiero kiedy te sygnały są spokojne, zwiększam tempo albo skracam czas cyklu.
- Czy wiór wychodzi srebrny, krótki i bez wyraźnego rozmazywania.
- Czy powierzchnia nie ma smug, fal i regularnych śladów bicia.
- Czy zadzior na krawędzi jest minimalny i da się go usunąć lekkim gratowaniem.
- Czy program płynnie przechodzi przez naroża, bez szarpnięć i wyraźnego zwalniania.
- Czy po kilku minutach pracy nie rośnie niepokojąco temperatura oprawki lub detal nie zaczyna „grać”.
Jeśli te pięć punktów się zgadza, najczęściej proces jest ustawiony dobrze i można myśleć o seryjnej powtarzalności. W aluminium właśnie takie drobiazgi decydują o tym, czy obróbka jest szybka, czysta i opłacalna, czy tylko pozornie wygląda dobrze na pierwszej sztuce.