Wybór odpowiedniego wiertła pod gwint to fundament precyzyjnej i trwałej pracy. Niejednokrotnie w warsztacie stajemy przed dylematem, jakiego wiertła użyć, aby gwint M8 był idealny. Ten artykuł dostarczy Ci konkretnej i natychmiastowej odpowiedzi na to pytanie, a także rozwieje wszelkie wątpliwości dotyczące skoku gwintu, rodzajów materiałów i technik wiercenia. Dzięki tym informacjom unikniesz kosztownych błędów i zapewnisz sobie solidne połączenia.
Wybór wiertła pod gwint M8: kluczowe średnice i zasady
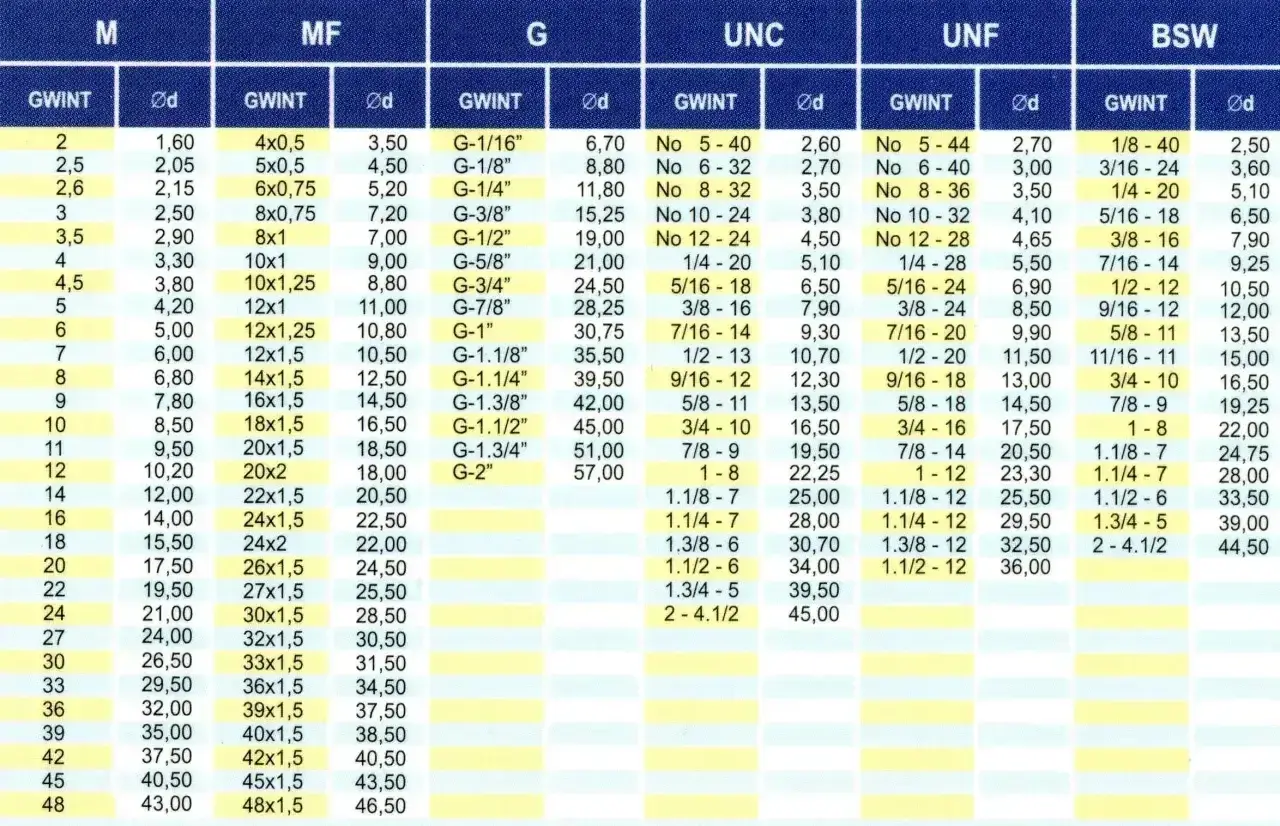
- Dla standardowego gwintu M8 (skok 1.25 mm) należy użyć wiertła o średnicy 6.8 mm.
- Średnicę wiertła oblicza się za pomocą wzoru: średnica gwintu minus skok gwintu.
- Gwinty drobnozwojny M8 (np. M8x1.0, M8x0.75) wymagają innych średnic wierteł (odpowiednio 7.0 mm i 7.2 mm).
- Rodzaj obrabianego materiału i typ wiertła (HSS, HSS-Co) mają kluczowe znaczenie dla jakości gwintu.
- Precyzja i prostopadłość wykonania otworu są niezbędne do uniknięcia problemów z gwintowaniem.
Jakie wiertło pod gwint M8? Precyzyjna odpowiedź dla Twojego warsztatu
Kiedy przystępujemy do gwintowania, podstawową i najczęściej poszukiwaną informacją jest dobór wiertła do standardowego gwintu metrycznego M8. To właśnie od tej decyzji zależy jakość i trwałość przyszłego połączenia.
Prosta odpowiedź: jakiej średnicy wiertła potrzebujesz do standardowego gwintu M8?
Dla standardowego gwintu metrycznego M8, który charakteryzuje się skokiem 1,25 mm, należy zastosować wiertło o średnicy 6,8 mm. Jest to najbardziej popularny przypadek, z którym spotkasz się w zdecydowanej większości zastosowań. Według danych Elnaro.pl, jest to podstawowa informacja dla każdego, kto planuje gwintowanie M8.
Skąd bierze się ta wartość? Prosty wzór, który musisz znać
Wartość 6,8 mm nie jest przypadkowa. Wynika ona z prostego, ale fundamentalnego wzoru, który każdy majsterkowicz i profesjonalista powinien znać: Średnica wiertła = Średnica gwintu - Skok gwintu. Dla gwintu M8x1.25 obliczenia wyglądają następująco: 8 mm (średnica gwintu) - 1,25 mm (skok gwintu) = 6,75 mm. W praktyce, ze względu na dostępność wierteł i tolerancje wykonania, wartość tę zaokrągla się do najbliższej dostępnej średnicy, czyli właśnie 6,8 mm. To pozwala na uzyskanie optymalnego profilu gwintu, który będzie zarówno mocny, jak i łatwy do wykonania.
Uwaga! Sprawdź, czy Twój gwint M8 na pewno jest standardowy
Chociaż gwint M8 jest powszechny, nie wszystkie gwinty oznaczone jako M8 są takie same. Kluczowe jest zrozumienie, że istnieją różne skoki gwintu, a to właśnie ten parametr decyduje o doborze odpowiedniego wiertła.
Czym jest skok gwintu i dlaczego to kluczowy parametr?
Skok gwintu to odległość, o jaką przesuwa się element gwintowany (np. śruba) podczas jednego pełnego obrotu. Jest to fundamentalny parametr, który określa gęstość zwojów gwintu. Dlaczego jest tak ważny przy doborze wiertła? Ponieważ zbyt mały otwór spowoduje nadmierny opór podczas gwintowania, co może prowadzić do złamania gwintownika – narzędzia do nacinania gwintów – lub uszkodzenia samego gwintu. Z kolei zbyt duży otwór sprawi, że gwint będzie miał zbyt małą głębokość zazębienia, co znacząco obniży jego wytrzymałość i trwałość. Ignorowanie skoku gwintu to prosta droga do błędów warsztatowych.
Gwint drobnozwojny M8: Kiedy potrzebujesz wiertła 7,0 mm lub większego?
Oprócz standardowego gwintu M8x1.25, istnieją również gwinty drobnozwojne M8. Charakteryzują się one mniejszym skokiem, co oznacza, że zwoje są gęściej upakowane. Najpopularniejsze gwinty drobnozwojne M8 to:
- M8x1.0: Wymaga wiertła o średnicy 7,0 mm (8 mm - 1.0 mm = 7.0 mm).
- M8x0.75: Wymaga wiertła o średnicy 7,2 mm (8 mm - 0.75 mm = 7.25 mm, zaokrąglone do 7.2 mm).
Tabela wierteł dla najpopularniejszych gwintów M8 (M8x1.25, M8x1.0, M8x0.75)
Dla ułatwienia, poniżej przedstawiam tabelę podsumowującą średnice wierteł dla najczęściej spotykanych gwintów M8:
| Typ gwintu | Skok gwintu (mm) | Średnica wiertła (mm) |
|---|---|---|
| M8x1.25 (standardowy) | 1.25 | 6.8 |
| M8x1.0 (drobnozwojny) | 1.0 | 7.0 |
| M8x0.75 (drobnozwojny) | 0.75 | 7.2 |
Dobór wiertła to nie wszystko – jak przygotować idealny otwór?
Sama średnica wiertła to dopiero początek drogi do perfekcyjnego gwintu. Jakość wykonanego otworu zależy od wielu innych czynników, które mają kluczowe znaczenie dla trwałości i precyzji gwintowania.
Wiercenie w stali, aluminium, a może w plastiku? Jak materiał wpływa na proces?
Rodzaj obrabianego materiału ma ogromny wpływ na cały proces wiercenia i dobór narzędzi.
- Stal nierdzewna i inne twarde metale: Wymagają wierteł o podwyższonej twardości i odporności na wysoką temperaturę, takich jak wiertła kobaltowe (HSS-Co). Są one droższe, ale ich wytrzymałość jest nieoceniona w trudnych warunkach.
- Zwykła stal, aluminium, mosiądz: Do tych materiałów zazwyczaj wystarczające są uniwersalne wiertła ze stali szybkotnącej (HSS). Są one ekonomiczne i efektywne w większości zastosowań.
- Aluminium: Wiercenie w aluminium wymaga nieco większych prędkości obrotowych i regularnego usuwania wiórów, aby zapobiec ich zatykaniu się w rowkach wiertła. Ważne jest również użycie odpowiedniego chłodziwa.
- Plastik: Przy wierceniu w plastiku należy stosować niższe obroty, aby uniknąć topienia się materiału. Wiertła powinny być ostre, ale z mniejszym kątem natarcia, aby zapobiec pękaniu.
Jakie wiertło wybrać – HSS, kobaltowe (HSS-Co) czy z powłoką tytanową?
Wybór odpowiedniego wiertła to inwestycja w jakość i efektywność pracy:
- Wiertła HSS (High Speed Steel): To standardowe wiertła wykonane ze stali szybkotnącej. Są uniwersalne i doskonale sprawdzają się w większości zastosowań do wiercenia w metalach o średniej twardości, drewnie i plastiku. Są ekonomicznym wyborem do ogólnych prac warsztatowych.
- Wiertła kobaltowe (HSS-Co): Wzbogacone o dodatek kobaltu (zazwyczaj 5% lub 8%), co znacząco zwiększa ich odporność na wysoką temperaturę i ścieranie. Są idealne do wiercenia w twardszych materiałach, takich jak stal nierdzewna, żeliwo czy stopy tytanu. Ich wyższa cena jest uzasadniona dłuższą żywotnością i wydajnością w wymagających zastosowaniach.
- Wiertła z powłoką tytanową (TiN): Posiadają cienką warstwę azotku tytanu na powierzchni. Powłoka ta zwiększa twardość powierzchniową wiertła, redukuje tarcie i poprawia odporność na zużycie. Dzięki temu wiertła te są bardziej wytrzymałe i mogą pracować z większymi prędkościami posuwu, co jest korzystne przy wierceniu w twardszych metalach.
Praktyczne wskazówki: Jak utrzymać prostopadłość i uniknąć "bicia" wiertła?
Precyzja wykonania otworu, a zwłaszcza jego prostopadłość do powierzchni, jest absolutnie kluczowa. Niewłaściwie wykonany otwór może prowadzić do zerwania gwintu, złamania gwintownika lub uzyskania gwintu o niskiej jakości. Pamiętaj o tych wskazówkach:
- Punktowanie: Zawsze rozpoczynaj wiercenie od dokładnego punktowania otworu za pomocą punktaka. To zapobiega "wędrowaniu" wiertła po powierzchni i gwarantuje precyzyjne rozpoczęcie wiercenia.
- Stabilność: Jeśli to możliwe, używaj wiertarki stołowej lub statywu wiertarskiego. Zapewniają one idealną prostopadłość i stabilność. Jeśli używasz wiertarki ręcznej, staraj się utrzymać ją jak najbardziej prostopadle do obrabianej powierzchni, kontrolując wzrokowo i używając kątownika.
- Mocowanie: Dokładnie zamocuj obrabiany element w imadle lub ścisku. Ruch elementu podczas wiercenia może spowodować "bicie" wiertła, rozkalibrowanie otworu lub nawet uszkodzenie narzędzia.
- Wiercenie wstępne: W przypadku większych średnic otworów (np. powyżej 10 mm), zacznij od wiercenia otworu prowadzącego mniejszym wiertłem (np. 3-4 mm). Ułatwia to centrowanie i zmniejsza obciążenie głównego wiertła.
- Unikanie "bicia": Używaj dobrej jakości wierteł i zawsze upewnij się, że są prawidłowo i mocno zamocowane w uchwycie wiertarskim. "Bicie" wiertła, czyli jego niecentryczne obroty, prowadzi do powstawania otworów o nieregularnym kształcie i większej średnicy niż zamierzona.
Najczęstsze błędy przy wierceniu pod gwinty i jak ich unikać
Nawet doświadczonym zdarza się popełnić błędy, które mogą zniweczyć cały wysiłek włożony w gwintowanie. Znając najczęstsze pułapki, możesz ich skutecznie unikać.
Problem: Zbyt mały otwór. Czym grozi i jak mu zapobiec?
Wiercenie otworu o zbyt małej średnicy to jeden z najczęstszych błędów. Grozi on przede wszystkim nadmiernym oporem podczas gwintowania, co może prowadzić do złamania gwintownika – narzędzia często delikatnego i kosztownego. Ponadto, zbyt mały otwór może spowodować, że gwint będzie miał nieprawidłowy profil, będzie poszarpany i słaby. Aby temu zapobiec, zawsze precyzyjnie sprawdź skok gwintu i dobierz wiertło zgodnie z zaleceniami, np. 6,8 mm dla standardowego M8x1.25.
Problem: Zbyt duży lub "rozbity" otwór. Dlaczego gwint jest wtedy nietrwały?
Zbyt duży otwór, lub otwór "rozbity" (czyli o nieregularnym kształcie), jest równie problematyczny. W takim przypadku gwint będzie miał niewystarczającą głębokość zazębienia, co oznacza, że będzie miał małą wytrzymałość mechaniczną. Połączenie będzie luźne i podatne na łatwe zerwanie gwintu pod obciążeniem. Potencjalne przyczyny to: użycie niewłaściwego, zbyt dużego wiertła, zbyt duży nacisk podczas wiercenia, zużyte lub tępe wiertło, a także wspomniane wcześniej "bicie" wiertła. Zawsze dąż do uzyskania otworu o precyzyjnej średnicy i gładkich ściankach.Przeczytaj również: Rodzaje frezarek - Jak wybrać idealną maszynę dla siebie?
Czy można użyć wiertła 6,7 mm lub 6,9 mm zamiast 6,8 mm? Tolerancje w praktyce
W praktyce warsztatowej często pojawia się pytanie o tolerancje. Czy minimalne odchylenia od zalecanej średnicy wiertła (6,8 mm dla M8x1.25) są akceptowalne? Moja odpowiedź jest taka: zawsze dąż do użycia wiertła o dokładnie zalecanej średnicy.
- Użycie wiertła 6,7 mm spowoduje, że otwór będzie zbyt mały. Gwintownik będzie miał większy opór, a gwint będzie "pełniejszy", ale jednocześnie bardziej narażony na uszkodzenie podczas nacinania.
- Użycie wiertła 6,9 mm sprawi, że otwór będzie zbyt duży. Gwint będzie miał mniejszą głębokość zazębienia, co znacząco obniży jego wytrzymałość. Połączenie będzie słabsze i bardziej podatne na zerwanie.