Opanowanie cięcia plazmą: klucz do precyzji i wydajności
- Tabele cięcia plazmą to punkt wyjścia, ale kluczowe jest zrozumienie wpływu parametrów.
- Główne parametry to natężenie prądu, prędkość cięcia, rodzaj i ciśnienie gazu oraz wysokość palnika.
- Stal czarna, nierdzewna i aluminium wymagają specyficznych ustawień ze względu na różnice w właściwościach.
- Niewłaściwe parametry prowadzą do problemów takich jak żużel, nierówne krawędzie czy szybkie zużycie części.
- Regularne testy cięcia i dbałość o części eksploatacyjne to podstawa optymalizacji procesu.
Dlaczego gotowa tabela cięcia to za mało? Zrozumienie parametrów to klucz do mistrzostwa
W świecie cięcia plazmą, tabele producentów są niczym mapa dla podróżnika – wskazują kierunek i dają ogólne pojęcie o trasie. Są nieocenionym punktem wyjścia, który pozwala szybko rozpocząć pracę. Jednak prawdziwe mistrzostwo w tej dziedzinie, osiągnięcie optymalnej jakości i wydajności cięcia, wymaga czegoś więcej niż tylko ślepego podążania za cyframi. Potrzebne jest głębsze zrozumienie wpływu poszczególnych parametrów na cały proces oraz na finalną jakość ciętej krawędzi. Musimy pamiętać, że każda maszyna, każdy materiał, a nawet warunki pracy, takie jak wilgotność powietrza, mogą wprowadzać drobne zmienne, które wymagają precyzyjnej korekty. To właśnie umiejętność adaptacji i świadomej modyfikacji ustawień odróżnia dobrego operatora od mistrza.
Co to jest tabela cięcia plazmą i dlaczego jest niezbędnym punktem startowym?
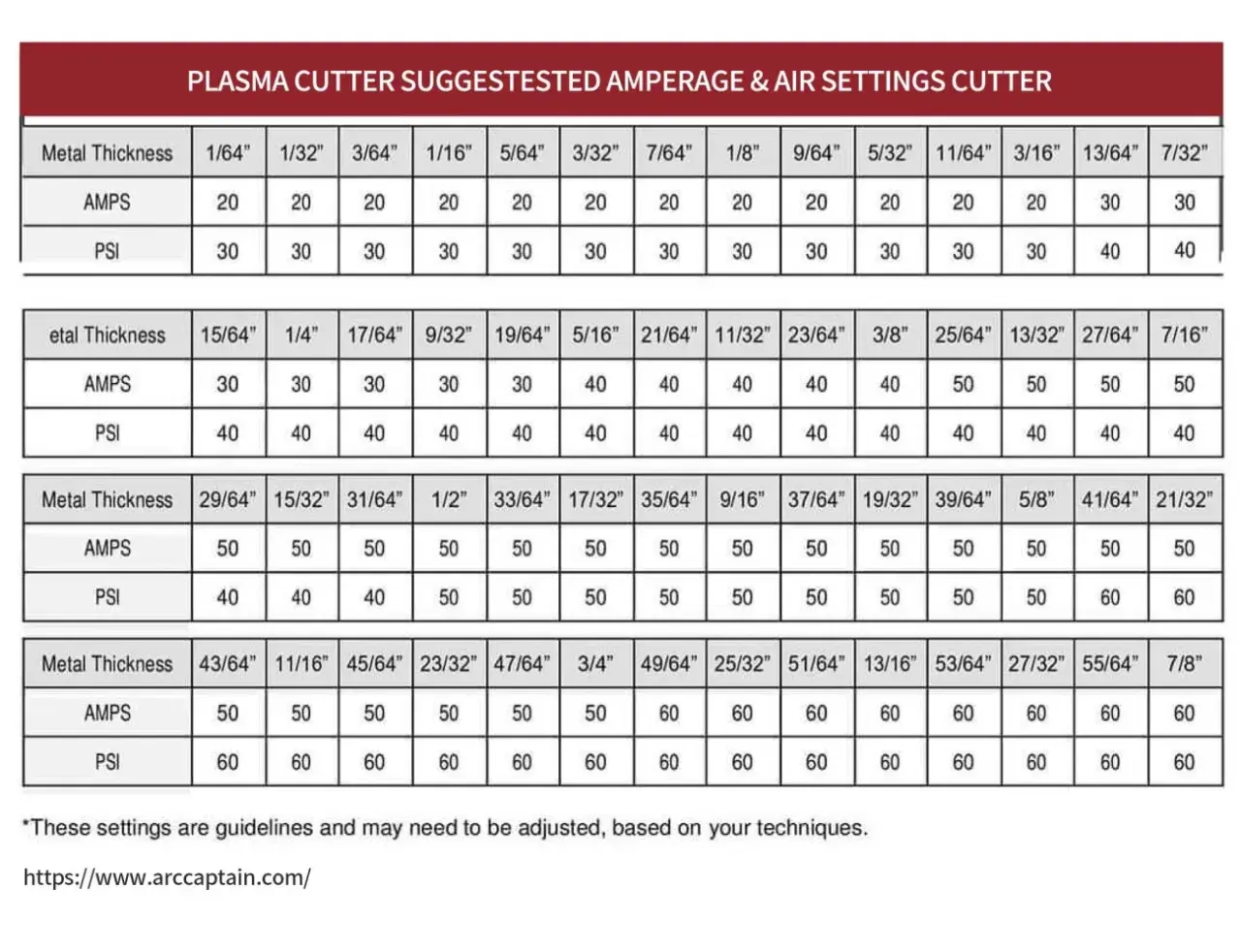
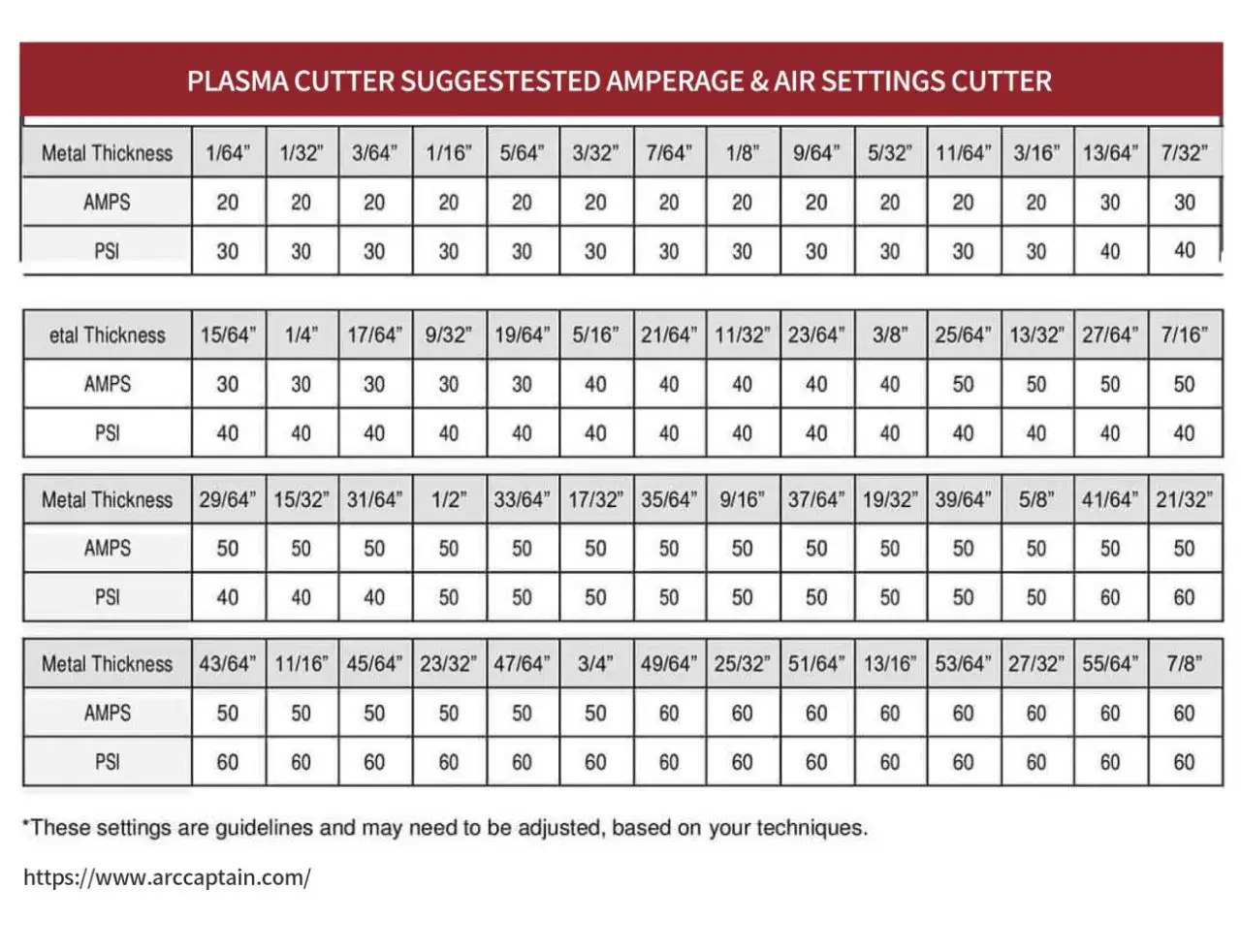
Tabela cięcia plazmą to zbiór rekomendowanych wartości parametrów pracy przecinarki plazmowej, opracowany przez producenta urządzenia. Zawiera ona kluczowe ustawienia, takie jak natężenie prądu, prędkość cięcia, ciśnienie i rodzaj gazu, a także wysokość palnika nad materiałem, dla różnych grubości i typów materiałów. Jest to podstawowe narzędzie dla każdego operatora, niezależnie od jego doświadczenia. Dlaczego? Ponieważ stanowi ona solidną bazę do rozpoczęcia pracy. Bez tych wytycznych, każdy proces cięcia byłby eksperymentem od zera, co jest nieefektywne i kosztowne. Jak wspomniano w informacjach od producentów, prawidłowy dobór parametrów jest kluczowy dla uzyskania wysokiej jakości krawędzi, wydajności procesu i minimalizacji zużycia części eksploatacyjnych. Tabela daje nam punkt odniesienia, od którego możemy rozpocząć dalsze, precyzyjne regulacje i optymalizację.Najważniejsze parametry w tabeli: Natężenie, prędkość, ciśnienie gazu i ich wzajemny wpływ
Zrozumienie kluczowych parametrów cięcia plazmą jest fundamentem do osiągnięcia doskonałych wyników. Każdy z nich odgrywa istotną rolę i wzajemnie na siebie wpływa:
- Natężenie prądu (A): To główny parametr, który bezpośrednio wpływa na zdolność przebicia i cięcia materiału o określonej grubości. Wyższe natężenie prądu pozwala na cięcie grubszych materiałów lub znaczące zwiększenie prędkości cięcia. Zbyt niskie natężenie uniemożliwi przebicie materiału, zbyt wysokie może prowadzić do nadmiernego topienia i poszerzenia szczeliny.
- Prędkość cięcia (mm/min): Ten parametr musi być precyzyjnie dobrany. Zbyt niska prędkość powoduje powstawanie nadmiernego żużlu na dolnej krawędzi, nadmierne topienie materiału i szeroką strefę wpływu ciepła, co może prowadzić do deformacji. Zbyt wysoka prędkość z kolei może skutkować niepełnym przecięciem materiału lub nierówną, poszarpaną krawędzią.
- Rodzaj i ciśnienie gazu (bar/psi): Najczęściej stosuje się sprężone powietrze, ale do cięcia stali nierdzewnej czy aluminium używa się również azotu, argonu lub specjalnych mieszanek gazowych. Rodzaj gazu wpływa na jakość krawędzi i szybkość cięcia. Ciśnienie gazu jest równie ważne – zbyt niskie może powodować problemy z zajarzeniem łuku i niestabilność procesu, natomiast zbyt wysokie może przyspieszyć zużycie elektrody i dyszy.
- Wysokość palnika nad materiałem (mm): Jest to parametr kluczowy dla jakości krawędzi i żywotności dyszy. Zbyt mała odległość grozi uszkodzeniem dyszy przez odpryski metalu, a zbyt duża powoduje rozproszenie energii łuku plazmowego, co skutkuje nierównym cięciem i zwiększonym ukosem krawędzi.
Te parametry są ze sobą ściśle powiązane. Zmiana jednego z nich często wymaga korekty pozostałych. Na przykład, zwiększenie prędkości cięcia może wymagać nieznacznego podniesienia natężenia prądu lub zmiany ciśnienia gazu, aby utrzymać stabilny łuk i czystą krawędź.
Jak czytać tabelę producenta? Odczytywanie wartości i adaptacja do własnej maszyny
Tabele producenta są punktem wyjścia, ale rzadko kiedy dają idealne ustawienia "od ręki". Oto jak je interpretować i adaptować:
- Zidentyfikuj materiał i grubość: Znajdź w tabeli wiersz odpowiadający materiałowi, który zamierzasz ciąć, oraz jego grubości.
- Odczytaj podstawowe wartości: Zanotuj rekomendowane natężenie prądu, prędkość cięcia, ciśnienie gazu i wysokość palnika. Zwróć uwagę na rekomendowany rodzaj gazu.
- Zacznij od ustawień producenta: Ustaw swoją przecinarkę plazmową zgodnie z odczytanymi wartościami. Pamiętaj, że podane wartości są zazwyczaj optymalne dla konkretnych warunków testowych producenta i jego maszyn.
- Wykonaj cięcie testowe: Zawsze rozpocznij od krótkiego cięcia testowego na kawałku materiału o tej samej grubości i rodzaju.
- Oceń jakość cięcia: Dokładnie obejrzyj krawędź cięcia. Zwróć uwagę na ilość żużlu (szlaki), ukos krawędzi, gładkość powierzchni i ewentualne przebarwienia.
- Stopniowo modyfikuj parametry: Jeśli jakość cięcia nie jest zadowalająca, zacznij wprowadzać drobne korekty, zawsze zmieniając tylko jeden parametr naraz. Na przykład, jeśli masz zbyt dużo żużlu na dolnej krawędzi, spróbuj nieznacznie zwiększyć prędkość cięcia. Jeśli łuk gaśnie, być może potrzebujesz więcej prądu lub lepszego ciśnienia gazu.
- Dostosuj do specyfiki maszyny: Pamiętaj, że stan części eksploatacyjnych (dysza, elektroda) Twojej maszyny, jej moc, a nawet wiek, mogą wpływać na optymalne parametry. Tabele są wytycznymi i często wymagają precyzyjnego dostosowania do konkretnej maszyny, stanu materiałów eksploatacyjnych i warunków otoczenia.
Pamiętaj, że celem jest znalezienie "słodkiego punktu", gdzie jakość cięcia jest optymalna, a zużycie części eksploatacyjnych minimalne. To proces, który wymaga cierpliwości i doświadczenia.

Tabela cięcia plazmą dla stali czarnej (węglowej) – najpopularniejsze ustawienia
Stal czarna, znana również jako stal węglowa, jest jednym z najczęściej ciętych materiałów w przemyśle. Jej powszechność sprawia, że prawidłowy dobór parametrów cięcia plazmą jest kluczowy dla wielu warsztatów i zakładów produkcyjnych. Zazwyczaj do cięcia stali czarnej stosuje się sprężone powietrze, które jest ekonomiczne i łatwo dostępne, lub tlen, który zapewnia lepszą jakość krawędzi, zwłaszcza przy grubszych materiałach. Poniżej przedstawiam przykładową tabelę, która może służyć jako punkt wyjścia do Twoich prac.
| Grubość Materiału (mm) | Natężenie Prądu (A) | Prędkość Cięcia (mm/min) | Ciśnienie Gazu (bar) | Wysokość Palnika (mm) | Rodzaj Gazu |
|---|---|---|---|---|---|
| 1 | 20 | 3000 | 4.5 | 1.5 | Powietrze |
| 3 | 40 | 1800 | 5.0 | 2.0 | Powietrze |
| 6 | 60 | 1000 | 5.5 | 2.5 | Powietrze |
| 10 | 80 | 600 | 6.0 | 3.0 | Powietrze |
| 15 | 100 | 400 | 6.5 | 3.5 | Powietrze |
| 20 | 120 | 250 | 7.0 | 4.0 | Powietrze |
Parametry dla cienkich blach (1-5 mm): Jak uzyskać wysoką prędkość bez deformacji?
Cięcie cienkich blach stalowych wymaga szczególnej uwagi. Głównym wyzwaniem jest tu minimalizacja wpływu ciepła, aby zapobiec deformacjom i odkształceniom materiału. Kluczem jest utrzymanie wysokiej prędkości cięcia. Dzięki temu łuk plazmowy przemieszcza się szybko, nie pozwalając na nadmierne nagrzewanie się blachy. Natężenie prądu powinno być dobrane tak, aby zapewnić stabilny łuk i czyste przebicie, ale nie na tyle wysokie, by powodować nadmierne topienie. Ciśnienie gazu również odgrywa rolę – odpowiednio dobrane pomaga w szybkim usuwaniu stopionego metalu, co przekłada się na czystszą krawędź bez nadmiernego żużlu. W przypadku cienkich blach często stosuje się niższe wysokości palnika, aby skoncentrować energię łuku i uzyskać precyzyjne cięcie.
Optymalne ustawienia dla stali o średniej grubości (6-15 mm): Balans między prędkością a jakością
W zakresie średnich grubości stali czarnej (6-15 mm) kluczowe staje się znalezienie równowagi między prędkością cięcia a jakością krawędzi. Zbyt szybkie cięcie może skutkować niepełnym przecięciem lub nierówną krawędzią, natomiast zbyt wolne – nadmiernym żużlem i poszerzoną strefą wpływu ciepła. W tym zakresie natężenie prądu jest już znacznie wyższe, co pozwala na efektywne przebicie i cięcie. Ważne jest, aby prędkość cięcia była na tyle wysoka, by minimalizować powstawanie żużlu, ale jednocześnie na tyle niska, by zapewnić pełne przecięcie i gładką powierzchnię. Optymalna wysokość palnika w tym zakresie grubości jest nieco większa niż dla cienkich blach, co pomaga w utrzymaniu stabilności łuku i ochronie dyszy przed odpryskami.
Cięcie grubej stali czarnej (>16 mm): Dobór prądu i gazów do wymagających zadań
Cięcie grubej stali czarnej to prawdziwe wyzwanie, które wymaga znacznie wyższego natężenia prądu i precyzyjnego doboru gazów. W tym przypadku zdolność przebicia materiału jest najważniejsza. Często, oprócz sprężonego powietrza, stosuje się tlen jako gaz plazmowy, ponieważ reaguje on z żelazem, zwiększając energię cięcia i poprawiając jakość krawędzi. Wyższe natężenie prądu pozwala na utworzenie silniejszego i bardziej skoncentrowanego łuku, który jest w stanie przetopić gruby materiał. Wysokość palnika nad materiałem również musi być odpowiednio większa, aby zapewnić stabilność łuku i ochronę części eksploatacyjnych. Warto pamiętać, że przy grubych materiałach prędkość cięcia będzie znacznie niższa, ale priorytetem jest pełne przecięcie i minimalizacja ukosu krawędzi.
Stal nierdzewna pod kontrolą: Tabela parametrów dla idealnie czystych krawędzi
Cięcie stali nierdzewnej to proces, który wymaga od nas szczególnej precyzji i uwagi, ze względu na jej specyficzne właściwości, takie jak odporność na korozję i tendencja do utleniania się krawędzi. Z reguły stal nierdzewna wymaga o około 20% wyższego natężenia prądu niż stal czarna o tej samej grubości, aby zapewnić efektywne cięcie. Kluczowe jest również zastosowanie odpowiedniego gazu – często jest to azot lub specjalne mieszanki argonowo-wodorowe, które pomagają uzyskać idealnie czyste krawędzie bez przebarwień. Poniżej znajdziesz przykładową tabelę parametrów dla stali nierdzewnej.
| Grubość Materiału (mm) | Natężenie Prądu (A) | Prędkość Cięcia (mm/min) | Ciśnienie Gazu (bar) | Wysokość Palnika (mm) | Rodzaj Gazu |
|---|---|---|---|---|---|
| 2 | 30 | 2500 | 5.0 | 1.5 | Azot |
| 5 | 50 | 1500 | 5.5 | 2.0 | Azot |
| 8 | 70 | 800 | 6.0 | 2.5 | Azot |
| 12 | 90 | 500 | 6.5 | 3.0 | Azot |
Czym różni się cięcie "nierdzewki"? Dlaczego potrzebujesz innych ustawień niż dla stali czarnej?
Kluczowe różnice w cięciu stali nierdzewnej w porównaniu do stali czarnej wynikają z jej składu chemicznego, a zwłaszcza obecności chromu i niklu, które zapewniają jej odporność na korozję. Podczas cięcia plazmą, te pierwiastki mogą reagować z tlenem z powietrza, prowadząc do utleniania i przebarwień krawędzi, co jest niepożądane z estetycznego i funkcjonalnego punktu widzenia. Dlatego też, zamiast powietrza, do cięcia stali nierdzewnej preferuje się gazy obojętne, takie jak azot, lub mieszanki argonowo-wodorowe. Azot zapobiega utlenianiu, tworząc czystą, jasną krawędź. Mieszanki argonowo-wodorowe, choć droższe, zapewniają jeszcze lepszą jakość cięcia i gładkość krawędzi. Ponadto, stal nierdzewna ma inną przewodność cieplną, co często wymaga wyższego natężenia prądu, aby zapewnić efektywne i szybkie cięcie, minimalizując jednocześnie strefę wpływu ciepła.
Tabela cięcia dla stali nierdzewnej (2-12 mm) przy użyciu azotu i mieszanek gazowych
Jak już wspomniałem, azot i mieszanki gazowe odgrywają kluczową rolę w cięciu stali nierdzewnej. Azot, będąc gazem obojętnym, tworzy atmosferę ochronną wokół łuku plazmowego, co skutecznie minimalizuje utlenianie i powstawanie przebarwień na krawędziach cięcia. Jest to szczególnie ważne, gdy estetyka i odporność na korozję są priorytetem. Dla stali nierdzewnej w zakresie 2-12 mm, ciśnienie azotu powinno być precyzyjnie kontrolowane, zazwyczaj w zakresie 5.0-6.5 bar, aby zapewnić stabilny łuk i efektywne usuwanie stopionego metalu. Przepływ gazu również jest istotny – zbyt mały nie zapewni odpowiedniej ochrony, zbyt duży może destabilizować łuk. Mieszanki argonowo-wodorowe (np. 80% argonu, 20% wodoru) są jeszcze bardziej efektywne w uzyskiwaniu idealnie gładkich i jasnych krawędzi, ale ich koszt jest wyższy. Ich zastosowanie jest uzasadnione w przypadku najbardziej wymagających zastosowań, gdzie jakość powierzchni jest absolutnym priorytetem.
Jak uniknąć przebarwień i utleniania krawędzi? Praktyczne wskazówki
Aby uzyskać idealnie czyste krawędzie stali nierdzewnej, należy przestrzegać kilku kluczowych zasad:
- Odpowiedni dobór gazu: Zawsze używaj azotu lub mieszanek argonowo-wodorowych. Unikaj powietrza, które zawiera tlen.
- Optymalna prędkość cięcia: Zbyt niska prędkość powoduje nadmierne nagrzewanie materiału i zwiększa ryzyko utleniania. Zbyt wysoka może skutkować niepełnym przecięciem.
- Właściwa wysokość palnika: Utrzymywanie stabilnej i optymalnej wysokości palnika jest kluczowe. Zbyt duża odległość może prowadzić do rozproszenia łuku i gorszej jakości krawędzi.
- Czystość materiału: Upewnij się, że powierzchnia stali nierdzewnej jest czysta od wszelkich zanieczyszczeń, takich jak olej, smary czy rdza. Mogą one wpływać na jakość cięcia i powodować dodatkowe przebarwienia.
- Szybkie chłodzenie krawędzi: W niektórych przypadkach, szczególnie przy grubszych materiałach, szybkie chłodzenie krawędzi po cięciu może pomóc w minimalizacji przebarwień.
- Regularna wymiana części eksploatacyjnych: Zużyta dysza lub elektroda może znacząco pogorszyć jakość łuku plazmowego i prowadzić do nieestetycznych krawędzi.
Dbanie o te aspekty pozwoli Ci na uzyskanie krawędzi, które będą nie tylko estetyczne, ale i zachowają swoje właściwości antykorozyjne.
Jak ciąć aluminium? Tabela parametrów i techniki radzenia sobie z wymagającym materiałem
Aluminium to materiał o unikalnych właściwościach, które sprawiają, że jego cięcie plazmą jest nieco bardziej wymagające niż w przypadku stali. Jego wysoka przewodność cieplna jest głównym czynnikiem, który musimy wziąć pod uwagę. Oznacza to, że ciepło szybko rozchodzi się po materiale, co może prowadzić do deformacji, jeśli parametry nie zostaną odpowiednio dobrane. Cięcie aluminium zazwyczaj wymaga wyższego natężenia prądu i większych prędkości niż cięcie stali o tej samej grubości. Podobnie jak w przypadku stali nierdzewnej, często stosuje się azot lub argon jako gaz plazmowy, aby uzyskać czyste i gładkie krawędzie. Poniżej przedstawiam przykładową tabelę parametrów cięcia plazmą dla aluminium.| Grubość Materiału (mm) | Natężenie Prądu (A) | Prędkość Cięcia (mm/min) | Ciśnienie Gazu (bar) | Wysokość Palnika (mm) | Rodzaj Gazu |
|---|---|---|---|---|---|
| 2 | 40 | 3500 | 5.5 | 1.5 | Azot |
| 5 | 60 | 2000 | 6.0 | 2.0 | Azot |
| 8 | 80 | 1200 | 6.5 | 2.5 | Azot |
| 10 | 100 | 800 | 7.0 | 3.0 | Azot |
Wyzwania przy cięciu aluminium: Wysoka przewodność cieplna i jej konsekwencje
Wysoka przewodność cieplna aluminium jest zarówno jego zaletą, jak i wyzwaniem podczas cięcia plazmą. Oznacza to, że ciepło generowane przez łuk plazmowy bardzo szybko rozprzestrzenia się po całym materiale, zamiast koncentrować się w szczelinie cięcia. Konsekwencje tego są następujące:
- Deformacje: Nadmierne nagrzewanie może prowadzić do odkształceń i deformacji ciętego elementu, szczególnie przy cienkich blachach.
- Trudności z przebiciem: Ciepło jest szybko odprowadzane z punktu przebicia, co może utrudniać zajarzenie łuku i utrzymanie stabilnego cięcia.
- Większe zużycie energii: Aby skutecznie ciąć aluminium, potrzebne jest więcej energii, czyli wyższe natężenie prądu, aby przezwyciężyć szybkie odprowadzanie ciepła.
- Szybkie utlenianie: Aluminium łatwo tworzy tlenki, które mogą wpływać na jakość krawędzi.
Aby sprostać tym wyzwaniom, cięcie aluminium wymaga szybkiego działania – wysokich prędkości cięcia i odpowiednio dobranych parametrów, które pozwolą na efektywne usunięcie materiału, zanim ciepło zdąży się nadmiernie rozprzestrzenić.
Rekomendowane parametry cięcia blach aluminiowych (2-10 mm)
Dla blach aluminiowych o grubości od 2 do 10 mm, kluczowe jest zastosowanie odpowiednich parametrów, które pozwolą na efektywne radzenie sobie z wysoką przewodnością cieplną. Zazwyczaj rekomenduje się azot jako gaz plazmowy, ponieważ zapewnia on czyste cięcie i minimalizuje utlenianie. W niektórych przypadkach, dla uzyskania jeszcze lepszej jakości krawędzi, można zastosować argon. Natężenie prądu powinno być wyższe niż dla stali o tej samej grubości, aby zapewnić szybkie i efektywne przebicie. Prędkość cięcia musi być odpowiednio wysoka, aby zminimalizować strefę wpływu ciepła i zapobiec deformacjom. Ciśnienie gazu powinno być optymalne, aby zapewnić stabilny łuk i efektywne usuwanie stopionego metalu. Pamiętaj, że utrzymanie optymalnej wysokości palnika jest również kluczowe, aby skoncentrować energię łuku i uzyskać precyzyjne cięcie.
Jak zminimalizować ilość żużlu i uzyskać możliwie gładką krawędź?
Uzyskanie idealnie gładkiej krawędzi podczas cięcia aluminium jest trudniejsze niż w przypadku stali, ale możliwe do osiągnięcia poprzez optymalizację parametrów. Aby zminimalizować ilość żużlu i poprawić gładkość krawędzi, należy zwrócić uwagę na:
- Optymalna prędkość cięcia: Zbyt niska prędkość spowoduje nadmierne nagrzewanie i powstawanie żużlu. Zbyt wysoka może prowadzić do niepełnego przecięcia.
- Właściwe natężenie prądu: Odpowiednio dobrane natężenie zapewni stabilny i mocny łuk, który efektywnie przetnie materiał.
- Czystość materiału: Aluminium powinno być wolne od zanieczyszczeń, takich jak tlenki, oleje czy smary, które mogą wpływać na jakość cięcia.
- Odpowiedni gaz plazmowy: Azot lub argon są preferowane, aby uniknąć utleniania i uzyskać czystszą krawędź.
- Optymalna wysokość palnika: Precyzyjne utrzymanie wysokości palnika pomaga w koncentracji łuku i uzyskaniu równej krawędzi.
- Chłodzenie: W niektórych przypadkach, zwłaszcza przy grubszych elementach, zastosowanie dodatkowego chłodzenia może pomóc w minimalizacji deformacji i poprawie jakości krawędzi.
Pamiętaj, że nawet przy najlepszych ustawieniach, krawędź aluminium może wymagać lekkiej obróbki końcowej, aby osiągnąć perfekcyjną gładkość.
Najczęstsze błędy i problemy z jakością cięcia – jak je diagnozować i eliminować?
Nawet najbardziej doświadczeni operatorzy mogą napotkać problemy z jakością cięcia plazmą. Kluczem do efektywnej pracy jest umiejętność szybkiego diagnozowania przyczyn i wdrażania skutecznych rozwiązań. Ta sekcja ma na celu pomóc Ci w rozpoznawaniu najczęstszych problemów i podpowie, co należy sprawdzić w pierwszej kolejności, aby przywrócić optymalną jakość cięcia.
Problem: Żużel na dolnej lub górnej krawędzi – przyczyny i rozwiązania (prędkość, prąd)
Żużel, czyli stopiony metal, który osadza się na krawędzi cięcia, jest jednym z najczęstszych problemów w cięciu plazmą. Może pojawiać się zarówno na górnej, jak i na dolnej krawędzi, a jego obecność świadczy o nieprawidłowych parametrach:
-
Żużel na dolnej krawędzi: Najczęściej jest to wynik zbyt niskiej prędkości cięcia. Łuk plazmowy zbyt długo przebywa w jednym miejscu, co prowadzi do nadmiernego topienia materiału i jego gromadzenia się na spodzie. Inne przyczyny to zbyt wysokie natężenie prądu lub nieprawidłowa wysokość palnika.
- Rozwiązanie: Stopniowo zwiększaj prędkość cięcia. Możesz również spróbować nieznacznie zmniejszyć natężenie prądu lub delikatnie podnieść palnik (o 0.5-1 mm).
-
Żużel na górnej krawędzi: Zazwyczaj świadczy o zbyt wysokiej prędkości cięcia lub zbyt niskim natężeniu prądu. Materiał nie jest w pełni przetapiany, a łuk plazmowy "ciągnie" stopiony metal za sobą.
- Rozwiązanie: Stopniowo zmniejszaj prędkość cięcia. Możesz też spróbować nieznacznie zwiększyć natężenie prądu.
Pamiętaj, aby zawsze zmieniać tylko jeden parametr naraz i obserwować jego wpływ na jakość cięcia.
Problem: Nieregularny ukos krawędzi – wpływ wysokości palnika i zużycia dyszy
Nieregularny ukos krawędzi, czyli brak prostopadłości cięcia do powierzchni materiału, to problem, który może znacząco obniżyć jakość gotowego elementu. Najczęstsze przyczyny to:
-
Zużyte części eksploatacyjne: Dysza i elektroda są kluczowe dla koncentracji łuku plazmowego. Zużyta dysza (zdeformowany otwór) lub elektroda (wypalony punkt emisyjny) spowoduje rozproszenie łuku i nieregularny ukos.
- Rozwiązanie: Regularnie kontroluj stan dyszy i elektrody. Wymieniaj je, gdy zauważysz pierwsze oznaki zużycia. Według danych Hypertherm, "Używanie zużytych materiałów eksploatacyjnych jest jedną z głównych przyczyn problemów z jakością cięcia."
-
Nieprawidłowa wysokość palnika: Zbyt duża lub niestabilna wysokość palnika może prowadzić do rozproszenia łuku i nierównego ukosu.
- Rozwiązanie: Upewnij się, że wysokość palnika jest stabilna i zgodna z rekomendacjami producenta dla danej grubości materiału. Sprawdź, czy system kontroli wysokości (THC) działa prawidłowo.
-
Błędy w prowadzeniu (cięcie ręczne): W przypadku cięcia ręcznego, niestabilne prowadzenie palnika może skutkować nieregularnym ukosem.
- Rozwiązanie: Używaj prowadnic, szablonów lub oprzyj rękę, aby zapewnić stabilność.
Problem: Trudności z przebijaniem materiału lub "gasnący" łuk – co sprawdzić w pierwszej kolejności?
Gdy łuk plazmowy ma trudności z przebiciem materiału lub gaśnie w trakcie cięcia, jest to sygnał, że coś jest nie tak z podstawowymi parametrami lub stanem maszyny. Oto lista kontrolna, co należy sprawdzić:
-
Natężenie prądu: Czy natężenie prądu jest wystarczające dla danej grubości materiału? Zbyt niskie natężenie to najczęstsza przyczyna problemów z przebiciem.
- Rozwiązanie: Zwiększ natężenie prądu zgodnie z tabelą producenta lub własnymi testami.
-
Ciśnienie i przepływ gazu: Czy ciśnienie gazu jest prawidłowe i stabilne? Zbyt niskie ciśnienie może uniemożliwić zajarzenie łuku lub jego utrzymanie. Sprawdź również przepływ gazu.
- Rozwiązanie: Sprawdź manometr i regulator ciśnienia. Upewnij się, że butla z gazem nie jest pusta.
-
Części eksploatacyjne: Czy dysza i elektroda nie są zużyte? Zużyte części mogą powodować niestabilność łuku.
- Rozwiązanie: Wymień dyszę i elektrodę.
-
Czystość gazu: Czy gaz jest suchy i wolny od zanieczyszczeń? Wilgoć lub olej w sprężonym powietrzu mogą destabilizować łuk.
- Rozwiązanie: Sprawdź filtry i osuszacz powietrza. W razie potrzeby wymień wkłady.
-
Uziemienie: Czy uziemienie materiału jest prawidłowe i ma dobry kontakt? Słabe uziemienie może zakłócać stabilność łuku.
- Rozwiązanie: Sprawdź zacisk masowy i upewnij się, że ma czysty kontakt z materiałem.
Systematyczne sprawdzanie tych punktów pozwoli szybko zlokalizować i usunąć przyczynę problemu.
Optymalizacja ponad tabelę: Jak udoskonalić proces cięcia?
Osiągnięcie mistrzostwa w cięciu plazmą to nie tylko umiejętność odczytywania i dostosowywania parametrów z tabel. To także zrozumienie szerszego kontekstu, dbałość o sprzęt i ciągłe dążenie do optymalizacji. Ta sekcja wykracza poza podstawowe ustawienia, koncentrując się na długoterminowym utrzymaniu wysokiej jakości cięcia i maksymalizacji wydajności.
Rola części eksploatacyjnych: Kiedy wymieniać dyszę i elektrodę, aby nie tracić na jakości?
Części eksploatacyjne, takie jak dysza i elektroda, to serce palnika plazmowego. Ich stan ma bezpośredni, a wręcz krytyczny wpływ na jakość cięcia i żywotność całej maszyny. Ignorowanie ich zużycia jest jednym z najdroższych błędów, jakie można popełnić. Zużyta dysza (zdeformowany otwór) powoduje rozproszenie łuku, co skutkuje szerszą szczeliną cięcia, większym ukosem i pogorszoną jakością krawędzi. Zużyta elektroda (wypalony punkt emisyjny) prowadzi do niestabilności łuku, trudności z zajarzeniem i szybkiego zużycia dyszy. Kiedy wymieniać? Nie ma jednej sztywnej reguły czasowej. Należy polegać na wizualnej inspekcji i objawach pogorszenia jakości cięcia. Gdy zauważysz, że krawędź staje się mniej gładka, pojawia się więcej żużlu, łuk jest niestabilny lub maszyna ma problemy z przebijaniem, to znak, że czas na wymianę. Regularna kontrola i wymiana tych elementów, zanim ich zużycie stanie się krytyczne, to inwestycja, która zwraca się w postaci wysokiej jakości cięcia i dłuższej żywotności całego systemu. Pamiętaj, że używanie zużytych materiałów eksploatacyjnych jest jedną z głównych przyczyn problemów z jakością cięcia.
Znaczenie jakości gazu: Dlaczego osuszacz powietrza to jedna z najlepszych inwestycji?
Jakość gazu używanego do cięcia plazmą jest często niedocenianym, a jednak kluczowym czynnikiem wpływającym na wydajność i jakość procesu. W przypadku sprężonego powietrza, największymi wrogami są wilgoć i olej. Nawet niewielkie ilości tych zanieczyszczeń mogą mieć katastrofalne skutki:
- Skrócona żywotność części eksploatacyjnych: Wilgoć i olej osadzają się na dyszy i elektrodzie, powodując ich szybsze zużycie i korozję.
- Pogorszona jakość cięcia: Zanieczyszczony gaz destabilizuje łuk plazmowy, co prowadzi do nierównych krawędzi, zwiększonego żużlu i przebarwień.
- Problemy z zajarzeniem łuku: Wilgoć może utrudniać prawidłowe zajarzenie łuku plazmowego.
Dlatego inwestycja w dobry osuszacz powietrza i odpowiednie filtry to jedna z najlepszych decyzji, jaką możesz podjąć. Zapewniają one czyste, suche powietrze, co przekłada się na stabilny łuk, wysoką jakość cięcia i znacząco wydłuża żywotność drogich części eksploatacyjnych. To oszczędność czasu, pieniędzy i frustracji w dłuższej perspektywie.
Przeczytaj również: Parametry toczenia - Zrozum i zoptymalizuj proces obróbki
Testy cięcia: Jak przeprowadzić proste próby, aby precyzyjnie dostroić parametry?
Nawet najlepsze tabele producenta są jedynie punktem wyjścia. Prawdziwa optymalizacja następuje poprzez systematyczne testy cięcia. Oto jak możesz je przeprowadzić, aby stworzyć własne, idealnie dopasowane ustawienia:
- Przygotuj próbki materiału: Użyj kawałków materiału o tej samej grubości i rodzaju, które planujesz ciąć.
- Ustal punkt wyjścia: Rozpocznij od parametrów rekomendowanych przez producenta lub tych z tabeli, którą masz.
- Zmieniaj tylko jeden parametr: To absolutna podstawa. Jeśli zmieniasz prędkość, nie zmieniaj jednocześnie natężenia prądu.
- Wykonaj serię cięć: Wykonaj kilka krótkich cięć, zmieniając wybrany parametr o niewielką wartość (np. prędkość o 50-100 mm/min, prąd o 5-10 A, wysokość palnika o 0.5 mm).
- Dokumentuj wyniki: Zapisz wszystkie użyte parametry dla każdego cięcia. Oznacz próbki, aby wiedzieć, które ustawienia do nich należą.
- Oceń jakość: Po każdym cięciu dokładnie obejrzyj krawędź. Zwróć uwagę na żużel (góra/dół), ukos, gładkość, przebarwienia. Zrób zdjęcia, jeśli to możliwe.
- Analizuj i koryguj: Na podstawie obserwacji zdecyduj, w którą stronę należy skorygować parametr. Na przykład, jeśli żużel na dole jest zbyt duży, zwiększ prędkość. Jeśli krawędź jest poszarpana, zmniejsz prędkość lub zwiększ prąd.
- Stwórz własną tabelę: Po znalezieniu optymalnych ustawień dla danej grubości i materiału, zapisz je. Będzie to Twoja spersonalizowana tabela, która uwzględnia specyfikę Twojej maszyny i warunków pracy.
Pamiętaj, że wartości w tabelach są wytycznymi i często wymagają precyzyjnego dostosowania do konkretnej maszyny, stanu materiałów eksploatacyjnych i warunków otoczenia. Regularne testy i dążenie do perfekcji to droga do osiągnięcia najwyższej jakości cięcia plazmą.