W obróbce metalu i pracy z materiałami często decyduje nie sam surowiec, ale to, jak jego powierzchnia zachowuje się wobec cieczy: farby, kleju, topnika, chłodziwa czy środka myjącego. Ten artykuł porządkuje siły spójności i przylegania, pokazuje różnicę między kohezją a adhezją i przekłada je na konkretne sytuacje z warsztatu. Dzięki temu łatwiej zrozumiesz, dlaczego jedne ciecze rozlewają się równomiernie, a inne zbierają w krople albo odspajają się od powierzchni.
Najważniejsze różnice, które warto zapamiętać od razu
- Kohezja spaja cząsteczki tej samej substancji, a adhezja odpowiada za ich kontakt z innym materiałem.
- Na metalach ogromne znaczenie mają czystość powierzchni, warstwa tlenków, chropowatość i temperatura.
- Gdy przyleganie dominuje, ciecz zwilża powierzchnię lepiej; gdy spójność jest silniejsza, kropla łatwiej się zaokrągla.
- W warsztacie widać to przy malowaniu, klejeniu, lutowaniu, cynowaniu i doborze chłodziw.
- Najczęstszy problem nie leży w samej farbie czy kleju, tylko w źle przygotowanym podłożu.
Kohezja i adhezja to dwa różne mechanizmy
Kohezja opisuje przyciąganie między cząsteczkami tej samej substancji. Adhezja dotyczy przyciągania między cząsteczkami różnych substancji, czyli na granicy dwóch materiałów. W praktyce te zjawiska działają razem, ale dają zupełnie inne efekty: jedno „trzyma” ciecz w sobie, drugie pozwala jej trzymać się powierzchni metalu.
Ja najprościej tłumaczę to tak: jeśli wewnętrzne siły spójności są mocne, ciecz woli zostać w swojej zwartej formie. Jeśli przyleganie do podłoża jest silniejsze, ciecz rozlewa się po powierzchni i szuka większego kontaktu z materiałem. To właśnie dlatego ta sama kropla na różnych podłożach potrafi zachowywać się skrajnie inaczej.
| Pojęcie | Co oznacza | Przykład z praktyki |
|---|---|---|
| Kohezja | Spójność cząsteczek tej samej substancji | Kropla wody trzymająca się razem |
| Adhezja | Przyleganie do innej powierzchni | Woda, farba albo klej na stali |
| Napięcie powierzchniowe | Tendencja powierzchni cieczy do kurczenia się | Zaokrąglona kropla lub menisk |
| Zwilżanie | Rozpływanie się cieczy po podłożu | Rozlanie topnika, lakieru lub chłodziwa |
To rozróżnienie jest podstawą do zrozumienia, dlaczego na jednym metalu ciecz zachowuje się „posłusznie”, a na innym od razu ucieka w kulkę. Z tego punktu łatwo przejść do tego, co dzieje się na samej powierzchni.
Jak powierzchnia zmienia zachowanie kropli i menisku
Powierzchnia cieczy nie zachowuje się tak samo jak jej wnętrze. Cząsteczki wewnątrz są otoczone sąsiadami ze wszystkich stron, więc siły działają na nie w miarę równomiernie. Na granicy z powietrzem albo metalem sytuacja jest już inna, bo cząsteczki „na brzegu” mają mniej sąsiadów i reagują silniej na kontakt z otoczeniem.
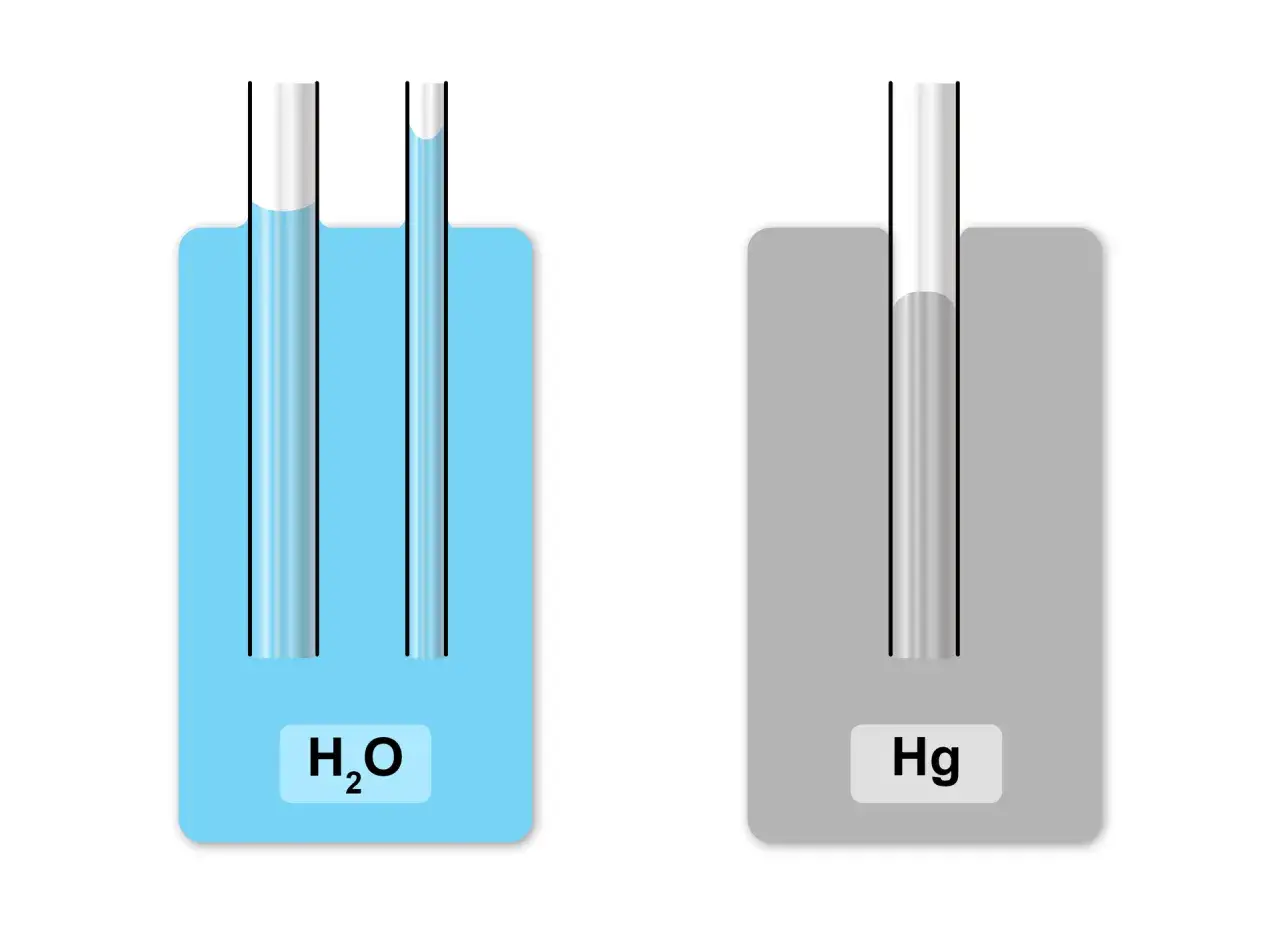
Właśnie dlatego pojawia się napięcie powierzchniowe. Ciecz dąży do zmniejszenia powierzchni, a więc do formy bardziej zwartej. Jeśli adhezja do metalu jest silna, kropla się spłaszcza i może tworzyć menisk wklęsły. Gdy przewagę ma kohezja, kropla bardziej się zaokrągla, a menisk bywa wypukły.
- Woda na czystym metalu często rozlewa się lepiej niż na powierzchni zabrudzonej olejem.
- Rtęć na szkle tworzy klasyczny przykład silnej kohezji i słabszego przylegania.
- Wąskie szczeliny mogą „zasysać” ciecz kapilarnie, jeśli zwilżanie jest dobre.
To właśnie dlatego w cienkich szczelinach, porach i zakładkach powierzchnia metalu potrafi zachowywać się inaczej niż na otwartej płaszczyźnie. W warsztacie od razu widać to przy powłokach, spoiwach i środkach myjących.
Gdzie w pracy z metalem widać to najczęściej
W praktyce te zjawiska pojawiają się częściej, niż się wydaje. Kiedy patrzę na nie od strony warsztatu, widzę przede wszystkim trzy obszary: łączenie, zabezpieczanie i przygotowanie powierzchni. Tam nie ma miejsca na przypadek, bo nawet drobna warstwa tłuszczu albo tlenku potrafi zmienić zachowanie cieczy w sposób widoczny gołym okiem.
| Proces | Co jest ważne | Typowy objaw dobry lub zły |
|---|---|---|
| Malowanie i lakierowanie | Zwłaszcza adhezja powłoki do podłoża | Równy film albo odspajanie, kratery i łuszczenie |
| Klejenie metalu | Pełne zwilżenie i czysta powierzchnia | Spoina wypełnia powierzchnię albo odrywa się punktowo |
| Lutowanie i cynowanie | Dobre zwilżanie spoiwem | Spoiwo rozpływa się równomiernie albo zbiera w kulki |
| Chłodziwa i środki myjące | Przenikanie do szczelin i pod powierzchnię brudu | Ciecz wnika albo perli się i zostaje na wierzchu |
| Zabezpieczenia antykorozyjne | Dokładny kontakt powłoki z metalem | Jednolita warstwa albo miejscowe prześwity i pęcherze |
Ja patrzę na to tak: jeśli ciecz nie rozlewa się na próbce kontrolnej, problem zwykle zaczyna się od powierzchni, a nie od receptury samego produktu. To prowadzi do pytania, od czego konkretnie zależy jakość zwilżania na różnych metalach.
Od czego zależy zwilżanie stali, aluminium i miedzi
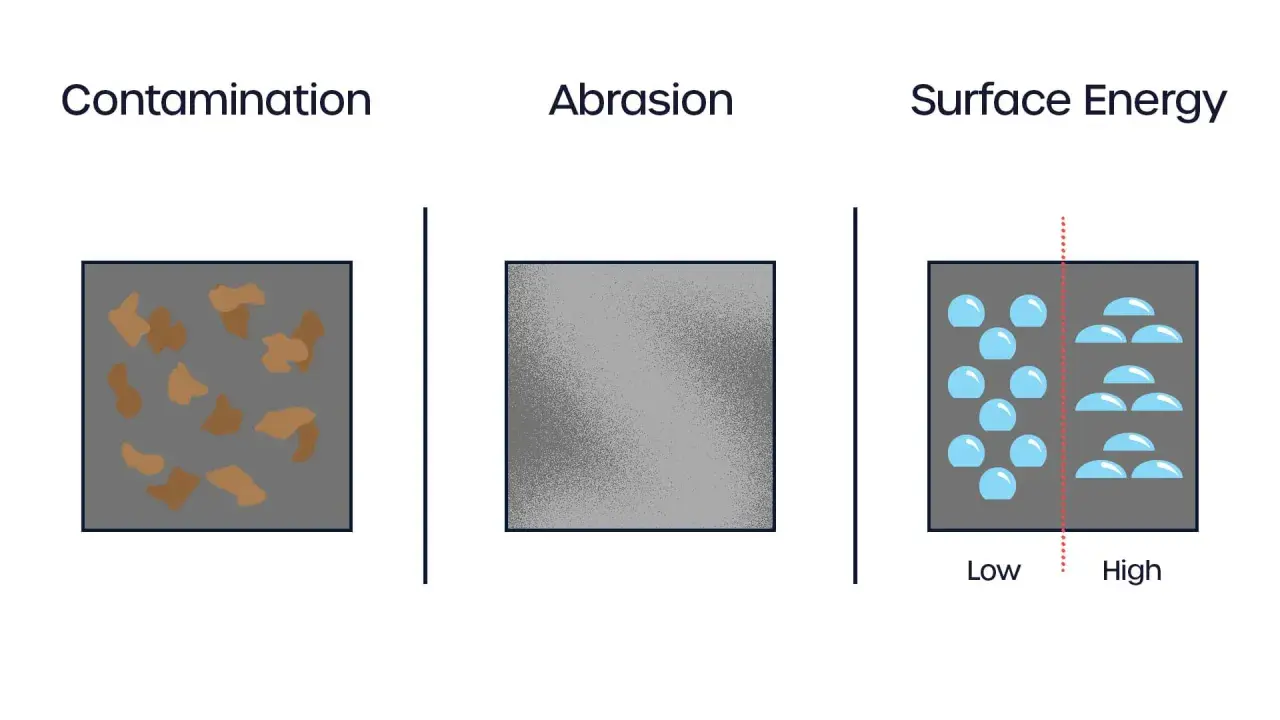
Na zachowanie cieczy wpływa nie tylko rodzaj metalu, ale też stan jego powierzchni. W praktyce największe znaczenie mają: czystość, warstwa tlenków, chropowatość, temperatura, napięcie powierzchniowe cieczy i jej lepkość. Dla materiałów metalowych szczególnie ważne jest to, że wiele powierzchni szybko pokrywa się cienką warstwą tlenków, a ta warstwa potrafi zarówno pomagać, jak i przeszkadzać w zależności od procesu.
Najprościej można to ująć tak:
- Stal zwykle dobrze współpracuje z cieczami, jeśli jest odtłuszczona i wolna od rdzy.
- Aluminium tworzy warstwę tlenkową bardzo szybko, więc często wymaga aktywacji albo odpowiedniego primera.
- Miedź ma dobrą podatność na zwilżanie, ale naloty tlenkowe i brud szybko psują efekt.
- Stal nierdzewna bywa trudniejsza, bo jej pasywna warstwa powierzchniowa ogranicza bezpośredni kontakt z cieczą.
To ważne rozróżnienie, bo wielu początkujących zakłada, że „metal to metal” i każdy z nich zachowa się podobnie. Tak nie jest. Dwie próbki tej samej stali mogą dać zupełnie inny wynik, jeśli jedna ma ślady oleju po obróbce skrawaniem, a druga została dobrze odtłuszczona. Z tego powodu ocena zwilżania bez przygotowania powierzchni bywa myląca.
Jak rozpoznać, że przyleganie jest dobre albo słabe
Najbardziej praktyczny sygnał to kształt kropli i sposób, w jaki ciecz rozchodzi się po powierzchni. W przemyśle używa się do tego m.in. kąta kontaktu, czyli kąta między kroplą a podłożem. Im mniejszy kąt, tym lepsze zwilżanie. Orientacyjnie można przyjąć, że wartości do około 30° oznaczają bardzo dobre rozpływanie, zakres 30–90° sugeruje wynik zależny od warunków, a powyżej 90° zwilżanie jest słabe.
W warsztacie nie zawsze trzeba od razu robić pomiar laboratoryjny. Często wystarcza obserwacja:
- kropla szybko się spłaszcza i rozpływa,
- powłoka tworzy równy film bez „oczek”,
- spoiwo lutownicze nie cofa się z powierzchni,
- środek myjący wchodzi w szczeliny zamiast zostawać na wierzchu.
Jeśli zamiast tego ciecz perli się, odrywa albo tworzy wyraźne wyspy, to znak, że adhezja jest za słaba albo powierzchnia jest zanieczyszczona. Z takiej obserwacji od razu przechodzę do pytania: co zrobić, żeby poprawić wynik bez zgadywania?
Jak poprawić przyleganie do metalu bez zgadywania
Ja zawsze zaczynam od najprostszej rzeczy: przygotowania powierzchni. Z doświadczenia wiem, że poprawa przyczepności częściej wynika z dobrego czyszczenia niż z „mocniejszego” kleju czy grubszej warstwy farby. W pracy z metalem warto działać po kolei, bo każdy etap wpływa na następny.
- Usuń tłuszcz, pył i resztki obróbki - bez tego nawet najlepsza powłoka nie ma z czym się związać.
- Oceń warstwę tlenków i zgorzeliny - na aluminium, miedzi i stali nierdzewnej bywa to kluczowe.
- Dopasuj metodę aktywacji - może to być śrutowanie, trawienie, plasma, primer albo topnik, zależnie od procesu.
- Kontroluj temperaturę i czas - przy lutowaniu i spoiwach ciekłych przegrzanie potrafi pogorszyć zwilżanie.
- Nie dotykaj oczyszczonej powierzchni gołymi rękami - odciski palców wystarczą, by zepsuć efekt.
- Zrób próbę na małym fragmencie - to tańsze niż poprawianie całej partii.
| Działanie | Co poprawia | Kiedy ma największy sens |
|---|---|---|
| Odtłuszczanie | Kontakt cieczy z podłożem | Przed klejeniem, malowaniem i lutowaniem |
| Usuwanie tlenków | Bezpośrednie przyleganie | Aluminium, miedź, stal nierdzewna |
| Aktywacja powierzchni | Wysoką energię powierzchniową | Gdy sama czystość nie wystarcza |
| Dobór topnika lub primera | Rozpływanie i trwałość połączenia | Procesy lutownicze i powłokowe |
Warto też pamiętać o BHP: rozpuszczalniki, pyły szlifierskie, topniki i środki aktywujące wymagają wentylacji, rękawic dobranych do chemii procesu i kontroli zgodnie z kartą techniczną. Dobre przyleganie zaczyna się od czystego metalu, ale kończy się dopiero wtedy, gdy cały proces jest powtarzalny.
Najczęstsze błędy, które psują efekt mimo dobrego materiału
W praktyce spotykam kilka powtarzalnych pomyłek. Pierwsza to obwinianie materiału, chociaż problemem jest zabrudzenie po obróbce. Druga to wiara, że chropowatość sama załatwi sprawę. Trzecia - bardzo częsta - to ignorowanie warstwy tlenków, zwłaszcza na aluminium i miedzi.
- Założenie, że „nowy” metal jest czysty - nowy nie znaczy od razu gotowy do klejenia lub malowania.
- Zbyt agresywne środki czyszczące - mogą zostawić własny film albo uszkodzić powierzchnię.
- Pomijanie czasu między czyszczeniem a aplikacją - powierzchnia potrafi się ponownie utlenić lub zabrudzić.
- Ocena po jednym punkcie - nierówność powierzchni robi różnicę, więc jedna kropla nie wystarcza do oceny całej partii.
- Przekonanie, że większa ilość produktu poprawi wynik - w praktyce często daje tylko grubszy, ale słabszy film.
Jest jeszcze jeden ważny niuans: przy stopionych metalach i wysokich temperaturach zwilżanie nie zawsze przebiega idealnie „książkowo”. Proces może być wolniejszy, zależny od warunków termicznych i od tego, jak powierzchnia zachowuje się w czasie. Dlatego ja wolę patrzeć nie tylko na końcowy kształt kropli, ale też na tempo rozpływu i stabilność kontaktu.
Co z tego wynika, gdy liczy się trwałe połączenie metalu
Jeśli miałbym sprowadzić ten temat do jednej praktycznej zasady, powiedziałbym tak: trwałe połączenie zależy bardziej od jakości powierzchni niż od samego „mocnego” produktu. W metalu i materiałach to właśnie równowaga między spójnością cieczy a jej przyleganiem do podłoża decyduje o tym, czy uzyskasz równy film, mocną spoinę i stabilną powłokę.
Dlatego przed każdym ważnym procesem sprawdzam trzy rzeczy: czy powierzchnia jest czysta, czy nie ma przeszkód chemicznych w postaci tlenków lub smarów oraz czy ciecz ma warunki, by się zwilżyć, a nie tylko zebrać w krople. Taki prosty porządek oszczędza najwięcej czasu, materiału i nerwów.
Jeżeli po próbie kontrolnej ciecz dalej zachowuje się niestabilnie, nie idę na skróty. Najpierw poprawiam podłoże, dopiero potem wracam do właściwego procesu - i właśnie to zwykle daje lepszy efekt niż zmiana samego materiału roboczego.