Precyzyjny detal nie zaczyna się na maszynie, tylko na rysunku i w głowie technologa. Ten tekst wyjaśnia, czym jest obróbka cnc, jak przebiega od programu do gotowego elementu i kiedy warto przejść z frezowania lub toczenia do szlifowania. Skupiam się na tym, co naprawdę ma znaczenie w warsztacie: dokładności, powierzchni, kosztach i bezpieczeństwie pracy.
Najważniejsze rzeczy o sterowanej numerycznie obróbce metalu w skrócie
- CNC to komputerowe sterowanie maszyną, które podnosi powtarzalność i ogranicza wpływ błędu operatora.
- W praktyce najczęściej pracuje się na frezowaniu, toczeniu i szlifowaniu, ale każda z tych metod daje inny efekt.
- Po zwykłym frezowaniu lub toczeniu typowa chropowatość powierzchni to zwykle okolice Ra 3,2 µm, a przy dobrym wykończeniu można zejść niżej.
- Szlifowanie stosuje się wtedy, gdy liczy się bardzo gładka powierzchnia, pasowanie albo obróbka materiału po hartowaniu.
- Na koszt najmocniej wpływają: tolerancje, liczba ustawień, trudność materiału, czas obróbki i etap wykańczający.
- BHP nie jest dodatkiem: osłony, chłodziwo, odciąg i właściwe mocowanie detalu mają bezpośredni wpływ na jakość i bezpieczeństwo.
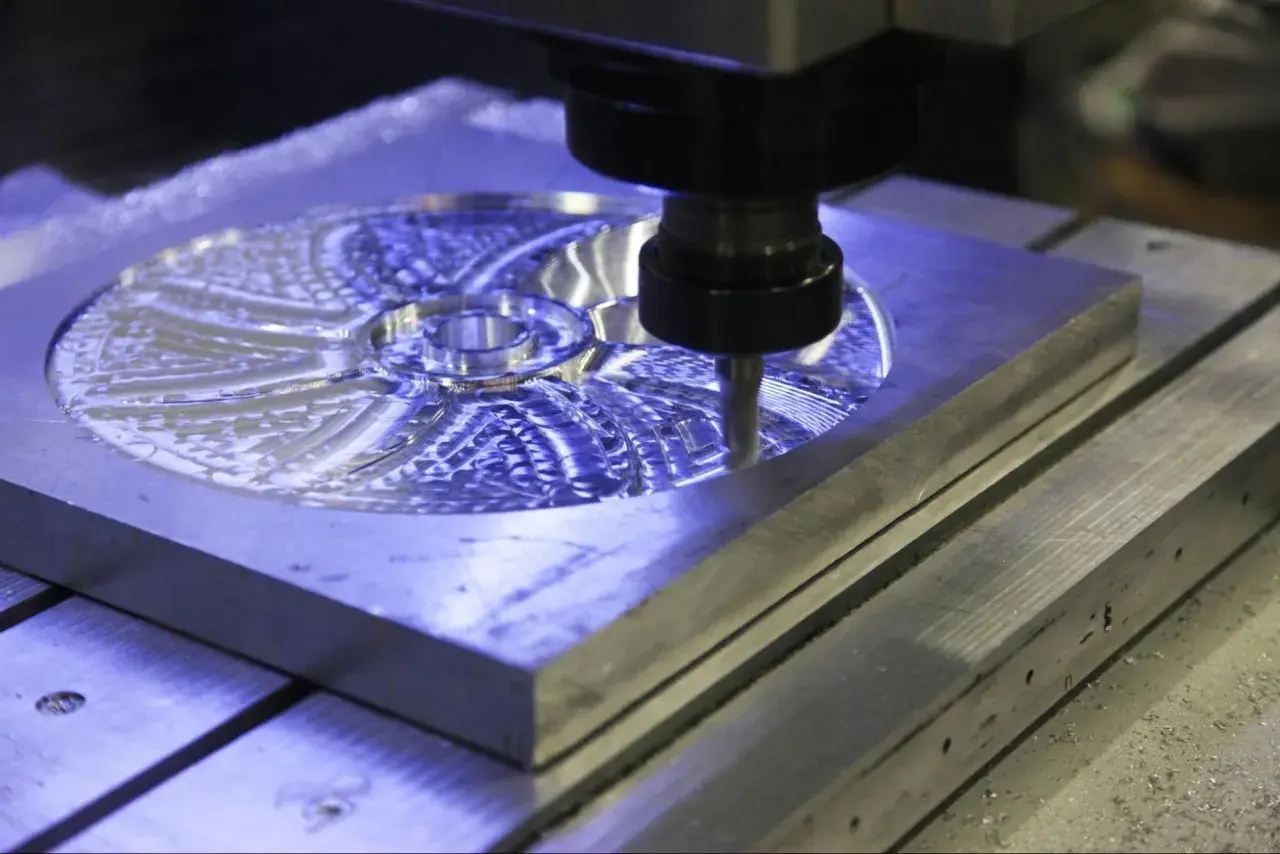
Jak działa komputerowo sterowana obróbka metalu
Ja zawsze zaczynam od geometrii detalu, bo to ona mówi, czy maszyna ma wyciąć kieszeń, obrócić wałek, czy dopracować płaszczyznę pod pasowanie. W skrócie: projekt powstaje w CAD, ścieżki narzędzi w CAM, a sterownik zamienia je na ruchy osi, obroty wrzeciona i posuwy. Dopiero wtedy maszyna usuwa materiał warstwa po warstwie.
To nie jest jeden „magiczny” proces, tylko łańcuch kilku kroków. Najpierw definiuje się bazę i punkt zerowy, potem ustawia się materiał, narzędzia i parametry skrawania, a na końcu wykonuje się kontrolę wymiarową. W dobrym warsztacie nie ma tu miejsca na przypadek, bo jeden źle ustawiony offset potrafi zepsuć całą serię.
- Projekt CAD - powstaje model 2D lub 3D z wymiarami, tolerancjami i wymaganiami powierzchni.
- Program CAM - technologia zamienia model na ścieżki narzędzi i kod dla sterownika.
- Ustawienie maszyny - mocowanie detalu, bazowanie, pomiar narzędzi i punktu zerowego.
- Obróbka zgrubna i wykańczająca - najpierw szybkie zbieranie naddatku, potem dopracowanie wymiaru.
- Kontrola - pomiar suwmiarką, mikrometrem, czujnikiem lub współrzędnościowo, zależnie od wymagań.
W praktyce największą różnicę robi nie sam sterownik, ale to, czy technologia uwzględnia materiał, narzędzie, chłodzenie i sposób mocowania. Ta logika prowadzi naturalnie do pytania, które metoda daje najlepszy efekt w konkretnej sytuacji.
Frezowanie, toczenie i szlifowanie nie robią tego samego
W metalowej produkcji najczęściej porównuje się właśnie te trzy procesy, bo każdy z nich rozwiązuje inny problem. Frezowanie dobrze radzi sobie z geometrią przestrzenną, toczenie z elementami osiowymi, a szlifowanie wtedy, gdy potrzebna jest wysoka jakość powierzchni albo wyjątkowa dokładność. Dla czytelnika oznacza to prostą rzecz: nie pytam najpierw, „czy da się to zrobić na CNC”, tylko „która technologia da najlepszy efekt przy rozsądnym koszcie”.
| Metoda | Najlepsze zastosowanie | Typowy efekt | Ograniczenie |
|---|---|---|---|
| Frezowanie | Kieszenie, płaszczyzny, gniazda, złożone kształty 3D | Elastyczność projektu i dobra powtarzalność | Przy zwykłym wykończeniu powierzchnia bywa wyraźnie widoczna pod światło |
| Toczenie | Wałki, tuleje, stożki, gwinty, elementy osiowe | Szybka produkcja elementów obrotowych i dobra concentriczność | Nie zastąpi frezowania przy detalach o nieregularnej geometrii |
| Szlifowanie | Powierzchnie funkcjonalne, pasowania, części hartowane | Bardzo gładka powierzchnia i wysoka dokładność wymiaru | Zdejmuje mało materiału i jest wolniejsze od skrawania zgrubnego |
Praktycznie patrzę na to tak: frezowanie i toczenie robią większość pracy, a szlifowanie zamyka temat, gdy detal ma już wejść w pasowanie albo pracować bez widocznych śladów narzędzia. Taki układ oszczędza czas, bo nie próbuję szlifierką nadrabiać tego, co powinno zostać zrobione wcześniej na etapie skrawania.
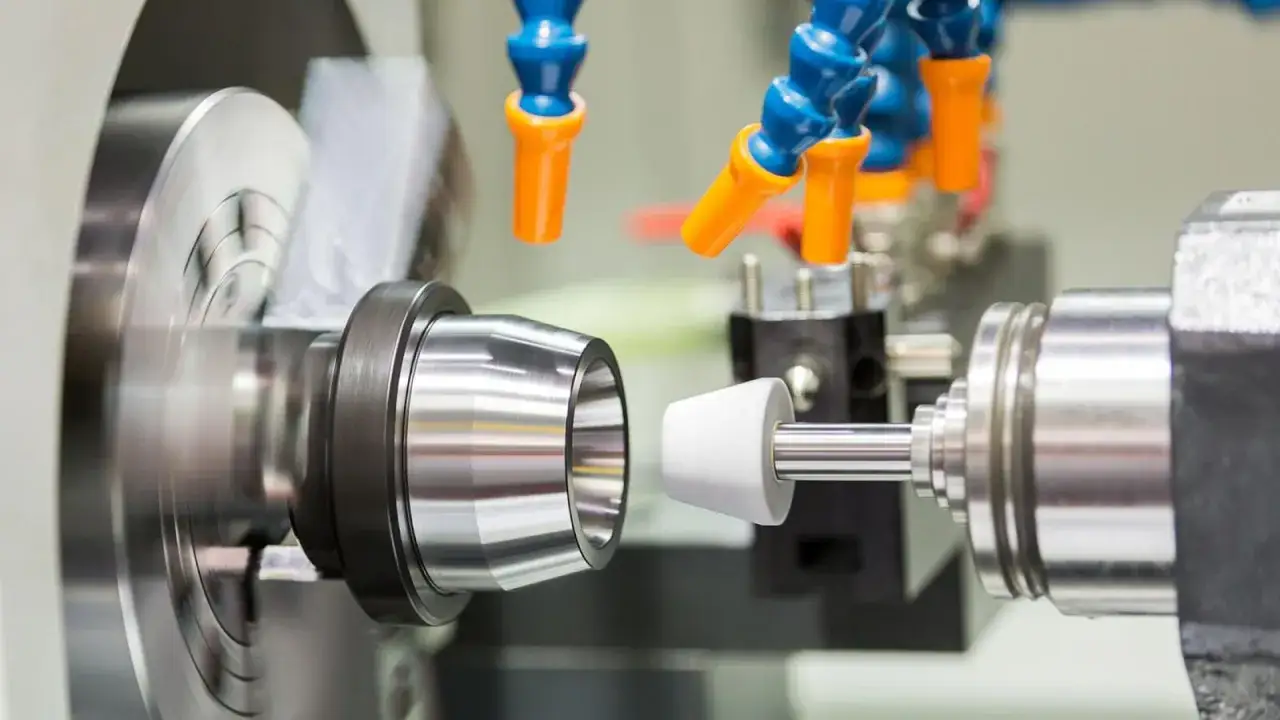
Szlifowanie domyka proces, gdy liczy się powierzchnia i wymiar
Szlifowanie jest etapem wykańczającym, nie zastępstwem dla całej obróbki. Najczęściej wchodzi wtedy, gdy po frezowaniu lub toczeniu trzeba poprawić gładkość, uzyskać lepszą geometrię albo przygotować część do współpracy z innym elementem. W praktyce chodzi o niewielki naddatek, stabilną maszynę i bardzo dobrą kontrolę temperatury, bo przegrzanie powierzchni potrafi zepsuć efekt szybciej niż zły dobór parametru.
Szlifowanie płaszczyzn
To rozwiązanie przydaje się przy bazach, prowadnicach i powierzchniach, które muszą być równe na całej długości. Tu ważna jest nie tylko gładkość, ale też płaskość i równoległość. Jeśli detal ma później pracować w zespole mechanicznym, nawet drobna falistość może dać problem z montażem albo zbyt szybkim zużyciem.
Szlifowanie wałków i otworów
Przy elementach obrotowych szlifowanie pozwala dopracować średnicę i poprawić współosiowość. To ma znaczenie przy wałkach, trzpieniach, tulejach i częściach po hartowaniu. W takich zadaniach nie liczę na agresywne zbieranie materiału, tylko na stabilny, powtarzalny wynik, dlatego kontrola ściernicy, bicia i chłodzenia jest tutaj krytyczna.
Przeczytaj również: Laserowe usuwanie rdzy - Jak to działa i kiedy się opłaca?
Kiedy wykończenie robi różnicę
Największą przewagę szlifowanie daje tam, gdzie powierzchnia ma współpracować ślizgowo, uszczelniać się albo trzymać niewielki luz montażowy. Typowa chropowatość po zwykłej obróbce skrawaniem kręci się często wokół Ra 3,2 µm, a po starannym wykończeniu można zejść do około 1,6 µm lub niżej. Przy dobrze prowadzonym szlifowaniu wartości schodzą jeszcze niżej, często do zakresu około 0,8-0,2 µm, ale to już zależy od materiału, ściernicy i warunków pracy.
Jeśli ktoś oczekuje „idealnej gładkości” po samym frezowaniu, zwykle zbyt optymistycznie ocenia proces. To właśnie moment, w którym szlifowanie przestaje być dodatkiem, a staje się koniecznym etapem technologicznym. Od tego miejsca naturalnie przechodzę do pytania, co naprawdę decyduje o tym, czy detal wyjdzie zgodnie z rysunkiem.
Co naprawdę decyduje o dokładności i chropowatości
Na papierze wiele parametrów wygląda podobnie, ale w praktyce liczy się ich suma. Materiał, stan narzędzia, mocowanie, posuw, prędkość skrawania, chłodzenie i temperatura w hali tworzą jeden układ. Jeśli choć jeden element jest słaby, cały efekt zaczyna się rozjeżdżać.
- Materiał - stal konstrukcyjna, stal nierdzewna, aluminium i żeliwo zachowują się inaczej; to, co działa w aluminium, nie musi działać w nierdzewce.
- Tolerancje - standard produkcyjny często mieści się w okolicach ±0,05 do ±0,13 mm, ale każde ciaśniejsze wymaganie podnosi koszt i ryzyko odrzutu.
- Mocowanie - słabe zamocowanie daje drgania, a drgania psują zarówno wymiar, jak i powierzchnię.
- Zużycie narzędzia - tępy frez lub zużyta ściernica mogą jeszcze „pracować”, ale już nie trzymają jakości.
- Chłodzenie - w skrawaniu i szlifowaniu odprowadza ciepło, wypłukuje wióry i ogranicza przypalenia powierzchni.
- Pomiar - bez kontroli pośredniej łatwo poprawiać detal za późno, gdy błędu nie da się już odzyskać.
Ja zwracam szczególną uwagę na dwie rzeczy, które często są niedoceniane: kompensację narzędzia i stan bazy pomiarowej. Kompensacja pozwala skorygować zużycie frezu lub ściernicy, a dobra baza daje pewność, że mierzysz to samo, co obrabiasz. Bez tego nawet nowoczesna maszyna zaczyna pracować „na oko”, a to w precyzyjnej produkcji kończy się stratą czasu.
Najczęstsze błędy, które psują detal i podnoszą ryzyko
W warsztacie najwięcej problemów nie wynika z samej maszyny, tylko z przygotowania. Zbyt ambitny rysunek, brak informacji o chropowatości albo pominięty naddatek na wykończenie szybko windują koszt i liczbę poprawek. Do tego dochodzi bezpieczeństwo pracy, które przy frezarkach i szlifierkach jest równie ważne jak technologia.
- Żądanie bardzo ciasnej tolerancji na całym detalu, choć funkcjonalna jest tylko jedna powierzchnia.
- Brak naddatku pod szlifowanie, przez co wykończenie staje się walką o każdy setny milimetra.
- Zbyt mała liczba baz lub słabe mocowanie, które wywołują drgania i rozbieżności wymiarowe.
- Pominięcie odgratowania, przez co element nie pasuje mimo poprawnego wymiaru nominalnego.
- Źle dobrane chłodzenie albo jego brak, szczególnie przy szlifowaniu, gdzie temperatura łatwo niszczy warstwę wierzchnią.
- Ignorowanie BHP, czyli praca bez osłon, bez okularów, przy bałaganie na stanowisku i z luźnymi elementami odzieży w pobliżu ruchu obrotowego.
Przy szlifowaniu szczególnie pilnuję pyłu, iskier i stanu ściernicy, bo tutaj błędy są mniej widowiskowe niż przy frezowaniu, ale często bardziej kosztowne. Jeśli operator czuje, że maszyna zaczyna „ciągnąć” materiał albo pojawia się przypalenie, to nie jest moment na przeczekanie, tylko na korektę parametrów. Taki realizm oszczędza i detal, i ludzi.
Co doprecyzować przed zleceniem do warsztatu
Jeśli mam przygotować zlecenie tak, żeby nie wracało z pytaniami, sprawdzam zawsze kilka rzeczy. To właśnie one najbardziej wpływają na cenę, termin i to, czy detal wyjdzie bez dodatkowych poprawek. Przy małej serii albo prototypie te informacje potrafią skrócić realizację o cały dzień, a przy większej produkcji oszczędzają jeszcze więcej.
| Co warto podać | Dlaczego to ważne | Co zwykle dzieje się bez tego |
|---|---|---|
| Materiał i stan materiału | Wpływa na narzędzie, parametry i czas obróbki | Warsztat dobiera technologię ostrożniej, a to wydłuża wycenę |
| Tolerancje wymiarowe i geometryczne | Określają poziom kontroli i liczbę operacji | Powstaje droższa, „bezpieczniejsza” technologia |
| Wymagana chropowatość powierzchni | Decyduje, czy wystarczy frezowanie, czy potrzebne będzie wykończenie lub szlifowanie | Detale wracają do poprawy albo do dodatkowego procesu |
| Seria i termin | Wpływają na planowanie maszyn i opłacalność ustawienia | Jednostkowa cena może być wyraźnie wyższa |
| Powierzchnie bazowe i miejsca krytyczne | Ułatwiają mocowanie i kontrolę jakości | Technolog musi dopytywać, a projekt traci płynność |
Ja lubię myśleć o zleceniu jak o instrukcji do uniknięcia domysłów. Im mniej niedopowiedzeń na starcie, tym mniej kosztownych korekt po drodze. Jeśli na rysunku jasno pokażesz, co ma być funkcjonalne, co estetyczne, a co można wykonać standardowo, cały proces staje się szybszy i po prostu sensowniejszy.
W praktyce właśnie tak wygląda dobra produkcja: najpierw dopasowanie metody do geometrii, potem kontrola dokładności, a na końcu wykończenie tam, gdzie naprawdę ma to znaczenie. Dla mnie to najbardziej uczciwe podejście do CNC i szlifowania, bo nie obiecuje cudów, tylko daje powtarzalny, mierzalny efekt.