Najważniejsze rzeczy, które warto wiedzieć przed wyborem procesu
- Proces działa tylko na materiałach przewodzących prąd, więc nie zastąpi klasycznej obróbki tworzyw czy ceramiki niewodzącej.
- Brak kontaktu narzędzia z detalem ogranicza siły skrawania, odkształcenia i ryzyko pęknięcia cienkich elementów.
- Cięcie drutowe najlepiej sprawdza się przy profilach przelotowych, a drążenie wgłębne przy gniazdach, wnękach i detalach form.
- W praktyce używa się drutów o średnicy około 0,1-0,33 mm, a w mikromaszynach nawet 0,015 mm.
- Wykańczające ustawienia mogą zejść do poziomu Ra 0,1 µm, ale zwykle kosztem czasu i liczby przejść.
- Najdroższe pomyłki pojawiają się wtedy, gdy ktoś liczy tylko czas na maszynie, a pomija elektrody, drut, filtrację i przygotowanie detalu.
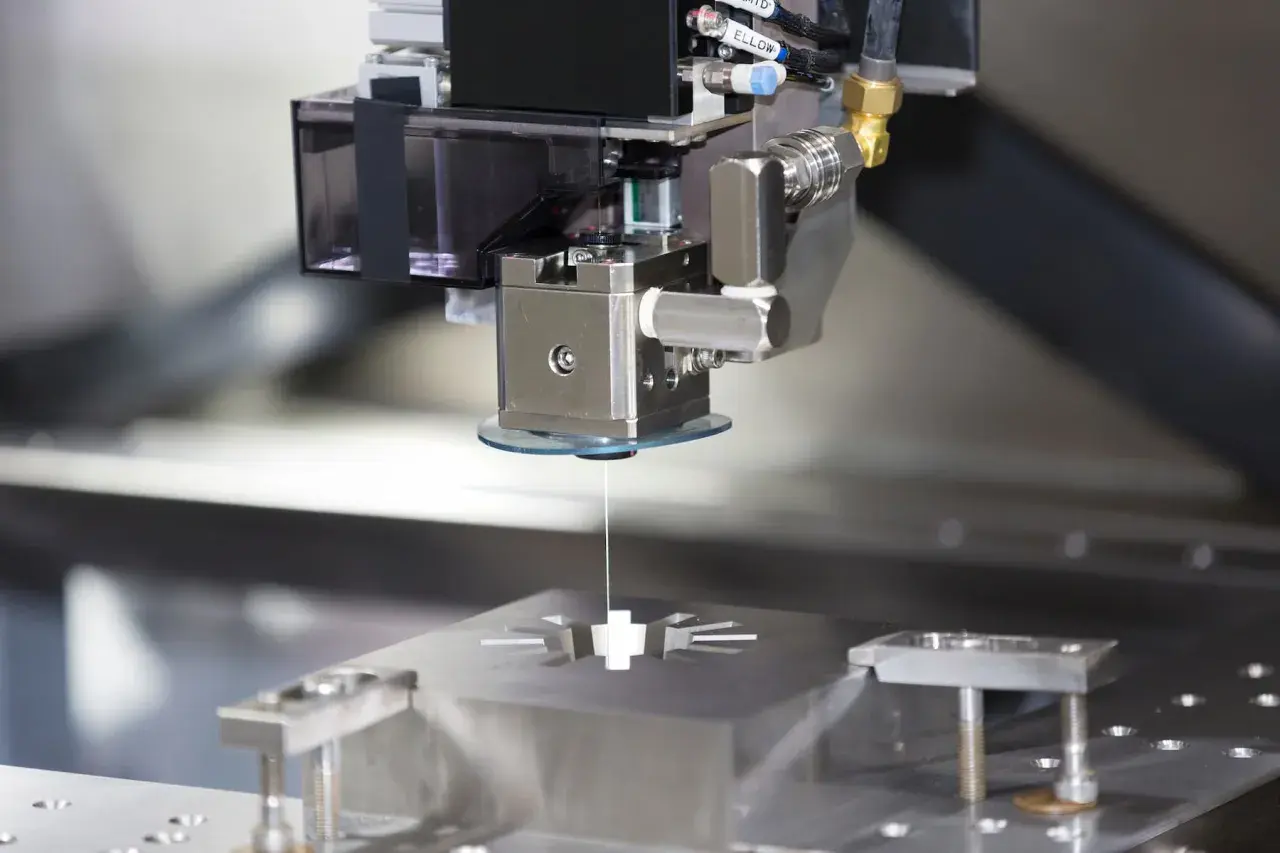
Jak działa obróbka elektroerozyjna i dlaczego nie potrzebuje kontaktu narzędzia z materiałem
Tu kluczowe jest jedno: prąd nie „tnie” materiału jak frez. Zamiast tego przeskakuje w mikroskopijnej szczelinie między elektrodą a detalem, a każdy impuls tworzy lokalne topienie i odparowanie małej porcji materiału. Produkty erozji usuwa dielektryk, który jednocześnie chłodzi strefę pracy i stabilizuje wyładowanie.
W praktyce oznacza to trzy duże przewagi. Po pierwsze, można obrabiać materiały po hartowaniu, bez walki z ich twardością. Po drugie, cienkie żebra i głębokie wnęki nie są tak łatwo wyginane siłami skrawania. Po trzecie, geometria detalu nie musi być dostępna dla klasycznego narzędzia, bo kształt tworzy się przez kontrolowaną erozję, a nie przez kontakt ostrza z powierzchnią.
Jest też druga strona medalu: szczelina iskrowa jest mikrometryczna, więc na wynik silnie wpływają płukanie, stan dielektryka i sztywność mocowania. Jeśli któryś element się rozjedzie, rośnie ryzyko niestabilnego łuku, przypaleń i gorszej powierzchni. Z tego wynika też podział na odmiany procesu, bo każda rozwiązuje inny problem.
Jakie są odmiany i do czego służy każda z nich
W warsztacie najczęściej spotyka się trzy odmiany: cięcie drutowe, drążenie wgłębne i wiercenie elektroerozyjne. Ja zwykle zaczynam od pytania, czy detal ma być przecięty przez całą grubość, czy trzeba stworzyć zamkniętą wnękę. Od tego zależy wybór technologii, koszt przygotowania i to, ile pracy trzeba włożyć później w wykończenie.
Cięcie drutowe
W cięciu drutowym cienki drut pełni rolę elektrody i przesuwa się po zaprogramowanym profilu. To dobry wybór przy konturach przelotowych, matrycach, stemplach, precyzyjnych elementach maszyn i detalach, które po hartowaniu nadal muszą zachować wymiar. Przy bardziej wymagających zadaniach używa się drutów około 0,1-0,33 mm, a w mikromaszynach nawet 0,015 mm, co pozwala schodzić do bardzo małych geometrii, ale zwykle wymaga spokojniejszych parametrów.
Największa zaleta tej metody jest prosta: nie trzeba robić specjalnej elektrody do kształtu, więc przy profilach przelotowych bywa to bardziej ekonomiczne niż drążenie. Ograniczenie też jest jasne: nie zrobisz nią zamkniętej kieszeni bez otworu startowego, a wewnętrzne naroża zawsze będą miały minimalny promień wynikający z samej średnicy drutu i szczeliny erozyjnej.
Drążenie wgłębne
Drążenie wgłębne działa odwrotnie. Kształt wnęki odwzorowuje elektroda, najczęściej grafitowa albo miedziana. Grafit dobrze znosi zużycie i szybko się obrabia, miedź bywa korzystna przy bardzo drobnych detalach i wysokiej jakości wykończeniu. Ta odmiana świetnie sprawdza się przy gniazdach form, kieszeniach, znakowaniu powierzchni i tam, gdzie frez nie ma sensownego dojścia.
Minusem jest koszt wejścia. Trzeba wykonać elektrodę, czasem kilka elektrod do jednego zlecenia, a potem kontrolować ich zużycie. Mimo to przy skomplikowanej geometrii i twardym materiale taki koszt często i tak wypada lepiej niż długie dopasowywanie ręczne albo ryzykowne frezowanie w strefie, która łatwo się wykrusza.
Przeczytaj również: Jak odkręcić zapieczoną śrubę - Skuteczne metody krok po kroku
Wiercenie elektroerozyjne
To wersja wyspecjalizowana w małych, głębokich otworach. Przydaje się do otworów startowych pod cięcie drutowe, kanałów chłodzących, otworów w trudno obrabialnych stopach oraz miejsc, gdzie zwykłe wiertło szybko się łamie albo błądzi. W praktyce jest to bardzo użyteczne uzupełnienie całego procesu, bo bez dobrego otworu startowego część zadań drutowych w ogóle nie ruszy.
Jeśli patrzeć na to całościowo, odmiany elektroerozji nie konkurują ze sobą, tylko rozwiązują różne problemy produkcyjne. Z tego miejsca najłatwiej przejść do pytania, kiedy ta technika naprawdę wygrywa z frezowaniem i szlifowaniem.
Kiedy ta technika wygrywa z frezowaniem i szlifowaniem
| Kryterium | Elektroerozja | Frezowanie | Szlifowanie |
|---|---|---|---|
| Materiał | Przewodzący, także po hartowaniu i w wysokiej twardości | Większość materiałów, ale twardość szybko podnosi opór i koszt | Najczęściej jako obróbka wykańczająca na dostępnych powierzchniach |
| Geometria | Wnęki, wąskie szczeliny, cienkie żebra, skomplikowane profile | Powierzchnie dostępne dla narzędzia i sensownego dojścia | Płaskie i otwarte powierzchnie, gdzie można utrzymać stabilny kontakt ściernicy |
| Siły na detal | Bardzo małe, prawie brak nacisku mechanicznego | Wyraźne, mogą powodować ugięcia i drgania | Małe, ale nadal obecne |
| Jakość powierzchni | Od zgrubnej do bardzo wysokiej, nawet do Ra 0,1 µm przy dobrym ustawieniu | Dobra, ale zwykle wymaga dalszego wykańczania | Bardzo dobra na powierzchniach otwartych |
| Kiedy zwykle wygrywa | Gdy geometria jest trudna, a materiał twardy lub delikatny | Gdy liczy się szybkość usuwania materiału i prosty dostęp | Gdy detal jest otwarty i trzeba dopiąć wymiar lub chropowatość |
Jeśli detal jest prosty, otwarty i nie sprawia problemów narzędziowych, szlifowanie albo frezowanie zwykle będzie tańsze i szybsze. Jeśli jednak materiał jest już zahartowany, geometria jest głęboka albo cienkościenna, a od detalu oczekuje się wysokiej precyzji bez sił skrawania, elektroerozja bardzo szybko zaczyna mieć przewagę. Właśnie dlatego w praktyce nie pytam najpierw, czy da się to zrobić, tylko czy warto to robić właśnie tą drogą.
Co naprawdę decyduje o dokładności, chropowatości i czasie
W tej technologii wynik nie zależy wyłącznie od jednej maszyny. Największą różnicę robi zestaw kilku czynników, które trzeba zgrać ze sobą od początku do końca. Jeśli szukasz tylko „mocniejszych” parametrów, łatwo przesuniesz się w stronę szybszego zdzierania materiału, ale niekoniecznie w stronę lepszej jakości.
- Liczba przejść wykańczających - im więcej delikatnych przejść, tym zwykle lepsza powierzchnia, ale rośnie czas cyklu.
- Średnica drutu lub rodzaj elektrody - cieńszy drut pomaga przy małych promieniach i detalach, lecz zwykle wymaga ostrożniejszego prowadzenia.
- Płukanie strefy obróbki - słabe usuwanie urobku powoduje niestabilne wyładowania, gorszą geometrię i częstsze przerwy.
- Stan dielektryka - zanieczyszczony lub źle kontrolowany medium szybko odbija się na powierzchni i stabilności procesu.
- Mocowanie i sztywność detalu - przy mikroszczelinie nawet niewielki luz może zepsuć wymiar, którego potem nie da się odzyskać.
- Oczekiwany poziom wykończenia - zejście do Ra 0,1 µm jest możliwe, ale nie za darmo; najczęściej płaci się za to dodatkowymi przejściami i spokojniejszymi parametrami.
W praktyce najczęściej wygrywa nie „najmocniejszy” program, tylko program najbardziej rozsądny. Przy trudnych detalach lepiej od razu założyć, że część zysku na czasie zje kontrola jakości, niż później ratować powierzchnię dodatkowym polerowaniem. I właśnie tu zaczynają się najczęstsze błędy, które potrafią rozjechać cały budżet.
Jak uniknąć błędów, które podnoszą koszt bez poprawy efektu
Najdroższe pomyłki przychodzą zwykle nie z samego cięcia, tylko z przygotowania. Widziałem już zlecenia, w których detal był technologicznie dobry, ale rysunek, mocowanie albo założenia kosztowe były ustawione tak, że proces przestawał się bronić. Da się tego uniknąć, jeśli od początku patrzy się na całość, a nie na samą maszynę.
- Brak naddatku i kompensacji geometrii - trzeba uwzględnić szczelinę iskrową, promienie wewnętrzne i to, że ścieżka cięcia nie jest tożsama z wymiarem nominalnym.
- Zbyt optymistyczna wycena - czas maszyny to nie wszystko; dochodzą programowanie, elektrody, drut, filtry, testy i kontrola wymiaru.
- Za słabe płukanie - źle usuwany urobek potrafi zabić stabilność procesu szybciej niż zły program.
- Próba uzyskania „idealnej” powierzchni jednym przejściem - przy wymagających detalach zwykle kończy się to gorszą geometrią albo niepotrzebnie długim cyklem.
- Ignorowanie mocowania - cienkie żebra, małe mostki i długie elementy trzeba trzymać bardzo pewnie, bo tu nie ma sił skrawania, które same „dociągną” detal do stabilności.
- Pomijanie BHP - trzeba pilnować osłon, filtracji, porządku przy dielektryku i właściwej obsługi szlamu; przy medium olejowym dochodzi też ostrożność przeciwpożarowa.
Najprościej mówiąc, elektroerozja nie wybacza chaosu organizacyjnego. Jeśli stanowisko jest brudne, parametry są przypadkowe, a rysunek nie uwzględnia realiów procesu, kończy się to poprawkami, a nie precyzją. Dlatego przed uruchomieniem zlecenia zawsze sprawdzam kilka rzeczy jeszcze zanim maszyna ruszy.
Co sprawdzam przed startem zlecenia, żeby proces był opłacalny
- Czy materiał rzeczywiście przewodzi prąd i nie wymaga najpierw innej technologii.
- Czy geometria jest przelotowa, czy trzeba wykonać zamkniętą wnękę.
- Jakie tolerancje i jaką chropowatość naprawdę trzeba osiągnąć, a nie tylko „dobrze by było”.
- Czy na rysunku uwzględniono promienie wewnętrzne, kompensację szczeliny i ewentualny naddatek na wykończenie.
- Czy po tej operacji i tak będzie potrzebne szlifowanie, polerowanie albo dodatkowe dopasowanie.
- Jakie są realne koszty elektrod, drutu, filtrów, czasu przygotowania i kontroli jakości.
Jeśli trzy pierwsze odpowiedzi brzmią „tak”, elektroerozja zwykle ma mocne uzasadnienie. Jeśli detal jest prosty, otwarty i da się go bez problemu obrobić narzędziem skrawającym albo doprowadzić szlifowaniem, lepiej nie przepłacać za technologię, której przewaga nie zostanie wykorzystana. Ja patrzę na to przez pryzmat całego łańcucha operacji, bo właśnie tam najczęściej widać, czy proces naprawdę się opłaci.