Wykonywanie precyzyjnych prac warsztatowych czy hydraulicznych często wymaga znajomości konkretnych, technicznych detali. Jednym z najczęściej pojawiających się pytań jest to o średnicę otworu pod gwint 1/2 cala. Ten artykuł dostarczy Państwu dokładnych informacji na temat średnicy wiertła, niezbędnej do przygotowania otworu pod gwintowanie, odpowiadając na pilną potrzebę użytkowników. Znajdą tu Państwo nie tylko konkretne dane, ale także omówienie typów gwintów i praktyczne wskazówki dotyczące samego procesu wiercenia i gwintowania.
Wiercenie pod gwint G 1/2 cala: kluczowe wymiary i porady
- Dla najpopularniejszego w Polsce gwintu rurowego walcowego G 1/2" (BSPP) zalecana średnica wiertła to 19,0 mm.
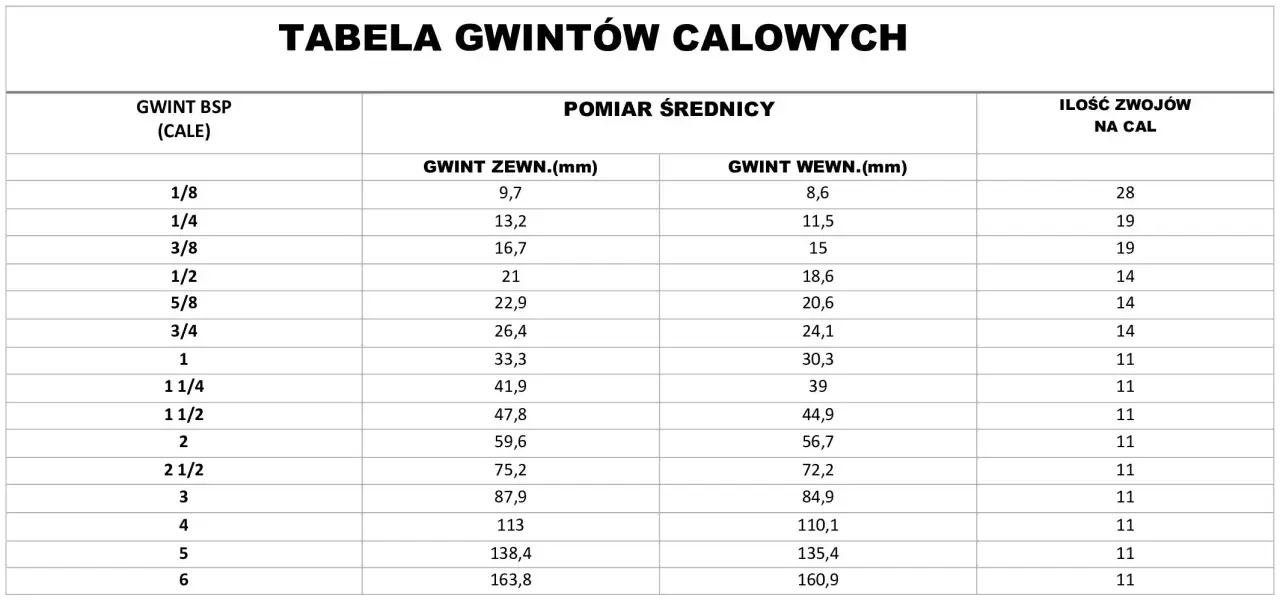
- Gwint G 1/2" charakteryzuje się średnicą zewnętrzną 20,955 mm i skokiem 14 zwojów na cal (1,814 mm).
- Ważne jest rozróżnienie gwintu G (walcowego) od R/Rp (stożkowego) oraz amerykańskiego NPT, które wymagają innych przygotowań.
- Prawidłowy dobór wiertła, technika wiercenia, chłodzenie i fazowanie otworu są kluczowe dla jakości gwintu.
- Unikaj typowych błędów, takich jak niewłaściwa średnica otworu czy brak smarowania, aby zapobiec uszkodzeniom gwintownika i gwintu.

Jaki otwór pod gwint 1/2 cala? Konkretna odpowiedź i tabela
Potrzebujesz szybkiej odpowiedzi? Dla gwintu G 1/2" użyj wiertła 19,0 mm
Jeśli szukają Państwo natychmiastowej i konkretnej odpowiedzi, to dla gwintu G 1/2" (rurowego walcowego, znanego również jako BSPP i zgodnego z normą ISO 228), zalecana średnica otworu do gwintowania wynosi 19,0 mm. Jest to wartość, którą należy zapamiętać, gdyż gwint G 1/2" to najczęściej spotykany typ gwintu o nominalnej średnicy "pół cala" w polskim kontekście hydraulicznym, np. w instalacjach wodnych czy grzewczych.
Skąd bierze się ta wartość? W dużym uproszczeniu, średnicę wiertła można wyliczyć ze wzoru: średnica nominalna gwintu minus skok gwintu. Dla G 1/2" średnica zewnętrzna wynosi 20,955 mm, a skok gwintu to 1,814 mm (co odpowiada 14 zwojom na cal). Odejmując te wartości, otrzymujemy około 19,14 mm. W praktyce, dla zapewnienia prawidłowego uformowania zarysu gwintu i optymalnej pracy gwintownika, wartość ta jest zaokrąglana i znormalizowana do 19,0 mm. Jak podaje e-darmet.pl, jest to standardowa średnica wiertła dla tego gwintu, gwarantująca właściwe zazębienie i wytrzymałość połączenia.
Tabela wierteł dla najpopularniejszych gwintów rurowych walcowych (G)
Poniżej przedstawiam tabelę z zalecanymi średnicami wierteł dla najpopularniejszych gwintów rurowych walcowych typu G (BSPP), które są powszechnie stosowane w wielu zastosowaniach.
| Typ gwintu | Średnica nominalna (mm) | Skok gwintu (zwoje/cal) | Skok gwintu (mm) | Zalecana średnica wiertła (mm) |
|---|---|---|---|---|
| G 1/8" | 9,728 | 28 | 0,907 | 8,8 |
| G 1/4" | 13,157 | 19 | 1,337 | 11,8 |
| G 3/8" | 16,662 | 19 | 1,337 | 15,3 |
| G 1/2" | 20,955 | 14 | 1,814 | 19,0 |
| G 3/4" | 26,441 | 14 | 1,814 | 24,5 |
| G 1" | 33,249 | 11 | 2,309 | 30,9 |
Dlaczego "pół cala" nie zawsze znaczy to samo? Kluczowe typy gwintów
Nominalne określenie "pół cala" może być mylące, ponieważ w świecie gwintów istnieje kilka standardów, które, mimo tej samej nazwy, różnią się wymiarami, profilem i zastosowaniem. Zrozumienie tych różnic jest kluczowe dla uniknięcia błędów i zapewnienia prawidłowego połączenia.
Gwint G (BSPP) – najczęstszy wybór w polskiej hydraulice
Gwint G, znany również jako BSPP (British Standard Pipe Parallel), to gwint rurowy walcowy. Oznacza to, że jego średnica jest stała na całej długości gwintu. Jest on zgodny z normą ISO 228 i jest dominującym typem gwintu w instalacjach wodnych i grzewczych w Polsce, a także w wielu innych krajach europejskich.
Kluczową cechą gwintu G jest sposób uszczelniania. Ponieważ jest to gwint walcowy, uszczelnienie nie następuje na zwojach gwintu, ale za pomocą płaskiej uszczelki lub oringu, umieszczonego pomiędzy dwoma elementami łączonymi. Dla gwintu G 1/2" kluczowe wymiary to: średnica zewnętrzna (nominalna) 20,955 mm, średnica wewnętrzna (podziałowa) 19,17 mm oraz skok gwintu 14 zwojów na cal, co odpowiada 1,814 mm. Jego wszechobecność w instalacjach hydraulicznych sprawia, że jest to pierwszy typ gwintu, o którym myślimy, słysząc "gwint 1/2 cala".
Gwint R/Rp (BSPT) – czym różni się wersja stożkowa?
Gwint R/Rp, czyli British Standard Pipe Taper (BSPT), to gwint stożkowy. W przeciwieństwie do gwintu G, jego średnica zmienia się na długości, zwężając się. To właśnie ta stożkowość umożliwia uszczelnienie połączenia. Uszczelnienie następuje poprzez zaciśnięcie stożkowych powierzchni gwintów, często z użyciem dodatkowych uszczelniaczy, takich jak taśma teflonowa, pakuły z pastą uszczelniającą, czy specjalne masy. Dzięki temu gwint R/Rp jest często stosowany w instalacjach, gdzie wymagane jest samouszczelnienie, np. w instalacjach gazowych lub pneumatycznych.
Mimo że gwint R/Rp również występuje w rozmiarze "pół cala", jest on niekompatybilny z gwintem G bez zastosowania odpowiednich adapterów. Próba połączenia tych dwóch typów gwintów może prowadzić do uszkodzenia gwintów, nieszczelności lub całkowitej niemożności wykonania połączenia. Warto o tym pamiętać, szczególnie przy doborze komponentów do istniejących instalacji.
Gwint NPT – amerykański standard, na który możesz natrafić
Gwint NPT (National Pipe Taper) to amerykański standard gwintu stożkowego, który jest odpowiednikiem BSPT w systemie calowym. Podobnie jak R/Rp, gwint NPT uszczelnia się na stożku, jednak różni się od niego kątem stożka (NPT ma kąt 60 stopni, BSPT 55 stopni) oraz profilem zwoju. Te różnice sprawiają, że gwinty NPT są niekompatybilne zarówno z gwintami G, jak i R/Rp.
Można się z nim spotkać w urządzeniach importowanych ze Stanów Zjednoczonych lub Kanady, a także w niektórych specjalistycznych zastosowaniach przemysłowych. Zawsze należy zweryfikować typ gwintu, zwłaszcza gdy mamy do czynienia z komponentami pochodzącymi z różnych regionów świata, aby uniknąć problemów z montażem i szczelnością instalacji.Jak krok po kroku profesjonalnie wywiercić otwór pod gwintowanie?
Prawidłowe przygotowanie otworu pod gwintowanie jest równie ważne, jak samo gwintowanie. Precyzyjne wiercenie zapewnia trwałe i szczelne połączenie, a także chroni narzędzia przed uszkodzeniem. Oto kluczowe aspekty, na które należy zwrócić uwagę.
Dobór odpowiedniego wiertła – nie tylko średnica jest ważna
- Prawidłowa średnica: Jak już wspomniano, dla gwintu G 1/2" jest to 19,0 mm. To absolutna podstawa, ale nie jedyny czynnik.
- Materiał wiertła: Do większości zastosowań wystarczające są wiertła ze stali szybkotnącej (HSS). Do twardszych materiałów, takich jak stal nierdzewna czy żeliwo, warto zainwestować w wiertła z dodatkiem kobaltu (HSS-Co), które charakteryzują się większą odpornością na wysoką temperaturę i ścieranie.
- Stan wiertła: Zawsze używaj ostrego i nieuszkodzonego wiertła. Tępe wiertło będzie się przegrzewać, "bić", a także może prowadzić do powiększenia otworu poza tolerancję lub jego owalizacji.
- Typ wiertła: Standardowe wiertło kręte jest zazwyczaj wystarczające. W przypadku wiercenia w cienkich blachach lub materiałach, które mają tendencję do "wędrowania", można rozważyć wstępne nawiercenie wiertłem centrującym.
- Jakość: Inwestycja w narzędzia dobrej jakości zawsze się opłaca. Lepsze wiertła dłużej zachowują ostrość i zapewniają większą precyzję.
Technika wiercenia: jak utrzymać prostopadłość i uniknąć "bicia"?
- Punktowanie: Zawsze rozpoczynaj od punktowania miejsca wiercenia. Użyj punktaka i młotka, aby stworzyć niewielkie wgłębienie. Zapobiegnie to "uciekaniu" wiertła po powierzchni materiału i zapewni precyzyjne rozpoczęcie wiercenia.
- Wstępne nawiercanie: W przypadku wiercenia większych otworów (powyżej 10-12 mm), warto najpierw wywiercić otwór pilotujący mniejszym wiertłem (np. 5-8 mm). To ułatwi prowadzenie większego wiertła i zmniejszy obciążenie narzędzia.
- Stabilność: Aby zapewnić prostopadłość otworu, najlepiej użyć wiertarki stołowej lub statywu do wiertarki ręcznej. Jeśli wiercisz ręcznie, zachowaj szczególną ostrożność, kontroluj pozycję wiertarki w dwóch płaszczyznach i staraj się utrzymać stały kąt.
- Prędkość obrotowa: Dostosuj prędkość obrotową do materiału i średnicy wiertła. Zazwyczaj, dla twardszych materiałów i większych średnic, stosuje się niższe obroty. Zbyt wysokie obroty mogą prowadzić do przegrzewania wiertła i materiału.
- Nacisk: Stosuj równomierny, stały nacisk. Unikaj nadmiernego parcia, które może prowadzić do przegrzewania, "bicia" wiertła, a nawet jego złamania. Pozwól wiertłu "pracować", usuwając materiał, a nie "przepychając" je na siłę.
Chłodzenie i smarowanie – sekret gładkiego gwintu i trwałości narzędzi
Chłodzenie i smarowanie to absolutnie kluczowe elementy procesu wiercenia i gwintowania, często niestety niedoceniane. Ich rola jest wieloraka: przede wszystkim odprowadzają ciepło generowane przez tarcie, co zapobiega przegrzewaniu się narzędzia i obrabianego materiału. Przegrzanie może prowadzić do szybkiego zużycia wiertła i gwintownika, a także do utwardzenia materiału, co jeszcze bardziej utrudnia obróbkę.
Ponadto, środki smarujące zmniejszają tarcie, ułatwiając penetrację materiału i płynne usuwanie wiórów. Dzięki temu gwint jest czystszy, gładki, a narzędzia pracują efektywniej i dłużej zachowują swoje właściwości. Do wyboru mamy różne środki: specjalistyczne oleje do wiercenia i gwintowania (np. oleje mineralne, syntetyczne), emulsje chłodząco-smarujące (do obróbki maszynowej) lub pasty do gwintowania (szczególnie przydatne przy gwintowaniu ręcznym w trudnych warunkach). Zawsze stosuj je obficie, zwłaszcza przy twardych materiałach i głębokich otworach.
Fazowanie otworu – mały krok, wielka różnica dla jakości połączenia
Fazowanie, czyli gratowanie otworu, to proces polegający na usunięciu ostrych krawędzi i wykonaniu niewielkiego stożkowego ścięcia na początku otworu. Jest to mały, ale niezwykle ważny krok, który ma ogromny wpływ na jakość i trwałość gwintu. Fazowanie przede wszystkim ułatwia wprowadzenie gwintownika, zapobiegając jego zakleszczaniu się i uszkodzeniu pierwszych zwojów. Chroni również pierwsze zwoje gwintu przed uszkodzeniem podczas montażu śruby czy rury.
Dodatkowo, fazowanie zapobiega powstawaniu zadziorów, które mogłyby utrudniać montaż lub prowadzić do nieszczelności. Poprawia także estetykę połączenia. Zalecany kąt fazowania to zazwyczaj 90 stopni kąta wierzchołkowego (czyli 45 stopni od krawędzi otworu). Do fazowania można użyć specjalnego fazownika, większego wiertła lub nawet pilnika, pamiętając o zachowaniu symetrii i gładkości powierzchni.
Najczęstsze błędy przy wierceniu pod gwint 1/2" i jak ich unikać
Nawet doświadczonym majsterkowiczom zdarzają się błędy, które mogą prowadzić do uszkodzenia materiału, narzędzi, a w konsekwencji do słabej jakości połączenia. Zrozumienie najczęstszych pułapek i wiedza, jak ich unikać, jest kluczowa dla sukcesu.
Zbyt mały lub zbyt duży otwór – jakie są konsekwencje dla gwintu?
Użycie niewłaściwej średnicy wiertła to jeden z najpoważniejszych błędów, który ma bezpośredni wpływ na jakość gwintu:
- Zbyt mały otwór: Jeśli otwór jest za mały (np. zamiast 19,0 mm użyjemy 18,5 mm), gwintownik napotka zbyt duży opór. Zwiększa to ryzyko jego złamania, co jest niezwykle frustrujące i kosztowne. Nadmierne obciążenie narzędzia prowadzi do szybszego zużycia, a także do tworzenia się niepełnowartościowego gwintu z powodu nadmiaru materiału, który gwintownik musi usunąć.
- Zbyt duży otwór: Otwór zbyt duży (np. 19,5 mm zamiast 19,0 mm) jest równie problematyczny. Gwint będzie zbyt płytki, co oznacza słabe zazębienie zwojów. Konsekwencją jest niska wytrzymałość połączenia, ryzyko zerwania gwintu pod obciążeniem oraz, co bardzo ważne w hydraulice, nieszczelność.
Dlatego tak ważne jest precyzyjne trzymanie się zalecanej średnicy 19,0 mm dla gwintu G 1/2", aby zapewnić optymalne warunki dla gwintownika i uzyskać pełnowartościowy gwint.
Pęknięty gwintownik – co zrobić, gdy narzędzie utknie w otworze?
Złamany gwintownik to koszmar każdego, kto pracuje z gwintami. Przyczyny pęknięcia są zazwyczaj następujące:
- Przyczyny: Zbyt mały otwór, brak lub niewystarczające smarowanie, zbyt duża siła przy gwintowaniu, nierówny nacisk, stary lub tępy gwintownik, a także gwintowanie bez regularnego wycofywania gwintownika w celu usunięcia wiórów.
- Co zrobić: Najpierw spróbuj delikatnie wykręcić gwintownik specjalnym wykrętakiem do gwintowników. Jeśli to niemożliwe, w ostateczności można spróbować usunąć go za pomocą elektrodrążarki, która wypala materiał. Bardzo ostrożne wywiercanie (np. wiertłem z węglików spiekanych) jest możliwe, ale obarczone dużym ryzykiem uszkodzenia gwintu.
- Zapobieganie: Kluczem jest przestrzeganie wszystkich zasad: prawidłowa średnica otworu, obfite smarowanie, regularne wycofywanie gwintownika o ćwierć obrotu po każdym obrocie do przodu (aby łamać wióry), oraz używanie odpowiedniej techniki i ostrych narzędzi.
Przeczytaj również: Ochrona twarzy w BHP - Przewodnik po zagrożeniach i wyborze ŚOI
Nierówny lub zerwany gwint – analiza przyczyn i sposoby zapobiegania
Nierówny lub zerwany gwint to problem, który dyskwalifikuje połączenie. Przyczyny mogą być różnorodne:
- Brak prostopadłości: Gwintownik musi być prowadzony idealnie prostopadle do powierzchni otworu. Nawet niewielkie odchylenie spowoduje krzywy gwint.
- Zbyt szybkie gwintowanie: Agresywne, zbyt szybkie gwintowanie, zwłaszcza w twardych materiałach, może prowadzić do uszkodzenia zwojów.
- Zbyt duży opór materiału: Może wynikać z niewłaściwego doboru narzędzia do materiału lub braku smarowania.
- Zanieczyszczenia w otworze: Wióry, brud, czy resztki materiału mogą blokować gwintownik i uszkadzać gwint.
- Zużyty lub uszkodzony gwintownik: Tępy gwintownik nie tnie, lecz "gładzi" materiał, co prowadzi do słabego gwintu.
- Brak fazowania otworu: Jak już wspomniano, fazowanie chroni pierwsze zwoje i ułatwia wprowadzenie gwintownika.
Sposoby zapobiegania obejmują: precyzyjne wiercenie (najlepiej na wiertarce stołowej), obowiązkowe fazowanie otworu, użycie prowadnicy do gwintownika (zwłaszcza przy gwintowaniu ręcznym), regularne czyszczenie otworu z wiórów, obfite smarowanie oraz stosowanie wyłącznie ostrych i nieuszkodzonych narzędzi. Pamiętajmy, że cierpliwość i dbałość o detale to klucz do uzyskania idealnego gwintu.