Dobrze dobrana podkładka do dysków fibrowych decyduje o tym, czy szlifowanie idzie szybko, równo i bez nadmiernego grzania materiału. W praktyce to niewielki element, ale od niego zależy stabilność krążka, komfort prowadzenia szlifierki i żywotność całego zestawu. Poniżej wyjaśniam, jak ją dobrać, zamontować i kiedy wymienić, żeby nie tracić czasu na poprawki.
Najważniejsze jest dopasowanie sztywności, średnicy i prędkości do zadania
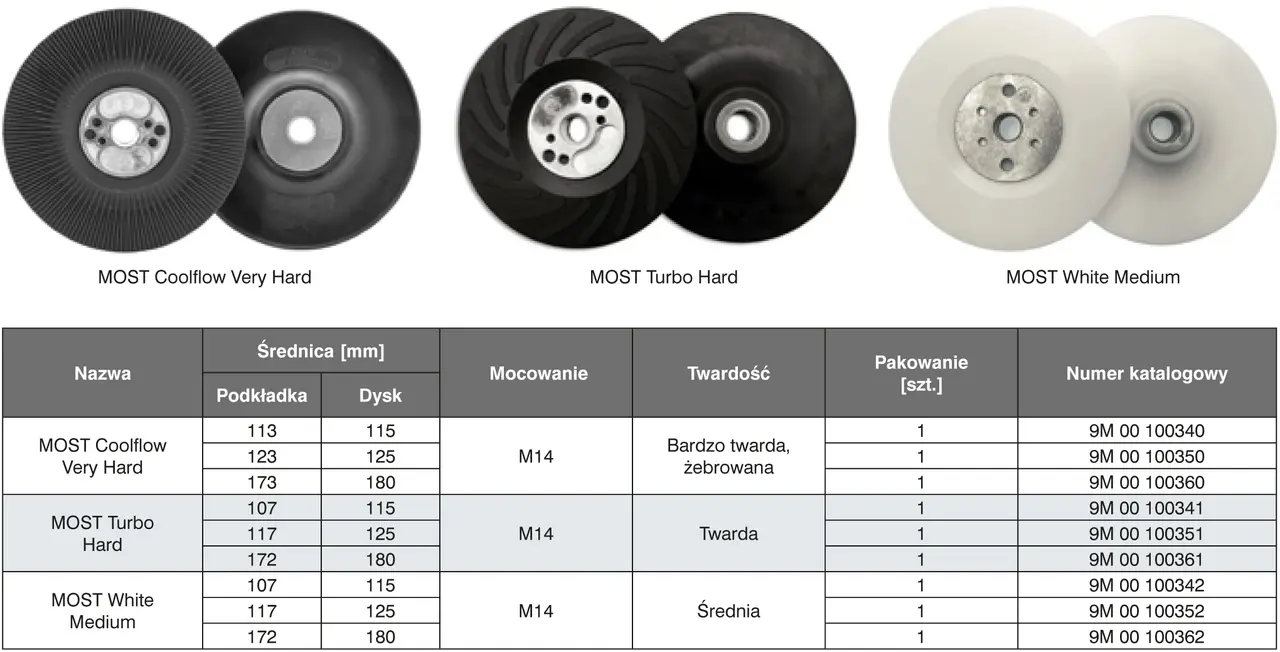
- Do zgrubnego zbierania materiału najlepiej sprawdza się sztywniejsza, często żebrowana podkładka.
- Do pracy uniwersalnej zwykle lepsza jest wersja twarda albo średnio twarda.
- Średnica podkładki musi zgadzać się z krążkiem, a gwint z wrzecionem szlifierki.
- Dopuszczalne obroty podkładki i dysku muszą być wyższe niż obroty narzędzia.
- Uszkodzona, popękana albo mocno zużyta podkładka pogarsza jakość szlifu i zwiększa ryzyko pracy.
Czym jest podkładka i co zmienia w pracy szlifierki
Podkładka to część, która przenosi nacisk z szlifierki na krążek fibrowy. Jeśli jest zbyt miękka, osprzęt zaczyna pracować nerwowo; jeśli zbyt twarda, trudniej kontrolować krawędzie i łatwiej zostawić głębokie rysy. Ja traktuję ją jak część systemu, a nie tylko adapter z gwintem.
W praktyce najczęściej spotyka się warianty 115 i 125 mm z gwintem M14, bo to standard w większości szlifierek kątowych używanych w warsztatach. Dobrze dobrana podkładka poprawia docisk, stabilizuje tarczę i pomaga utrzymać temperaturę pod kontrolą, szczególnie przy usuwaniu spoin, gratowaniu i fazowaniu.
To dlatego w obróbce metalu nie patrzę wyłącznie na sam krążek. Liczy się cały zestaw: materiał ścierny, sposób podparcia i to, jak narzędzie zachowuje się pod obciążeniem. Żeby wykorzystać ten układ dobrze, trzeba jeszcze dobrać sztywność i kształt pod zadanie, a nie tylko średnicę.
Jak dobrać podkładkę do dysków fibrowych do gradacji i zadania
Najprostsza zasada jest taka: im cięższe zbieranie materiału, tym sztywniejsza i częściej żebrowana podkładka; im bardziej zależy ci na kontroli i wykończeniu, tym bardziej opłaca się półelastyczna albo płaska wersja. Nie chodzi tylko o komfort. Sztywność wpływa na to, jak szybko krążek „wgryza się” w materiał i jak mocno grzeje obrabianą powierzchnię.
| Typ podkładki | Kiedy ją wybrać | Co daje w praktyce | Kiedy lepiej zrezygnować |
|---|---|---|---|
| Bardzo twarda, żebrowana | Do zgrubnego zbierania, zwłaszcza przy P36-P40 | Największa agresywność i lepsze chłodzenie | Przy cienkim materiale i delikatnym wykończeniu |
| Twarda | Do pracy uniwersalnej, zwykle przy P60-P80 | Dobry kompromis między kontrolą a wydajnością | Gdy zależy ci na bardzo miękkim prowadzeniu krążka |
| Średnio twarda, półelastyczna | Do P80 i drobniejszych gradacji, przy blendingu i wykańczaniu | Lepiej kopiuje powierzchnię i daje spokojniejszą pracę | Do ciężkiego zdejmowania materiału |
| Płaska | Gdy chcesz stabilnego, przewidywalnego podparcia i niższych drgań | Równe prowadzenie krążka i mniejsza nerwowość zestawu | Jeśli priorytetem jest maksymalne chłodzenie |
W warsztacie patrzę jeszcze na trzy rzeczy: zgodność średnicy z krążkiem, gwint mocowania i maksymalne obroty. Jeśli model ma dopuszczalne 11 500 albo 13 300 obr./min, to nadal sprawdzam oznaczenie na samej podkładce i na dysku, bo zgodność z narzędziem jest ważniejsza niż przyzwyczajenie do tego, co „zawsze pasowało”.
- Średnica musi odpowiadać krążkowi, najczęściej 115 albo 125 mm.
- Gwint w większości szlifierek w Polsce to M14, ale zawsze warto to potwierdzić.
- Obroty maksymalne podkładki i dysku muszą być wyższe niż obroty maszyny.
- Charakter pracy powinien pasować do gradacji: im grubsze ziarno, tym sztywniejsze podparcie ma sens.
Sam dobór modelu nie wystarczy, bo równie ważny jest sposób montażu i kontrola stanu osprzętu.
Jak zamontować osprzęt bez luzu i bezpiecznie
Przy montażu nie ufam „na oko”. Najpierw sprawdzam wrzeciono, kołnierz i gwint, a dopiero potem zakładam podkładkę oraz krążek. W materiałach ściernych drobny błąd montażowy od razu wychodzi w postaci bicia, hałasu albo szybszego zużycia.
- Wyłącz szlifierkę i odłącz zasilanie.
- Sprawdź, czy trzpień, kołnierz i gwint są czyste oraz wolne od opiłków.
- Załóż właściwy model podkładki i upewnij się, że siedzi centralnie.
- Jeśli system wymaga pierścienia centrującego, zamontuj go zgodnie z instrukcją producenta.
- Załóż krążek fibrowy i dokręć osprzęt zdecydowanie, ale bez przesady.
- Uruchom szlifierkę na biegu jałowym i sprawdź, czy nie ma drgań, bicia lub metalicznego hałasu.
- Przed rozpoczęciem pracy upewnij się, że cały zestaw mieści się pod osłoną narzędzia.
Jeżeli podczas startu pojawia się drżenie, nie dociskam narzędzia do materiału, tylko zatrzymuję je i sprawdzam montaż. To prosty nawyk, który oszczędza czas, ścierniwo i nerwy. Dobrze złożony zestaw pracuje równo od pierwszych sekund, a nie dopiero po „rozgrzaniu się” po czyjejś korekcie.
Po montażu przychodzi jeszcze ważniejsza rzecz: rozpoznanie błędów, zanim zamienią się w uszkodzenie podkładki albo słaby szlif.
Najczęstsze błędy, które skracają życie tarczy i podkładki
Najczęściej psują efekt nie same krążki, tylko drobne decyzje operatora. Zbyt miękka podkładka pod agresywny krążek powoduje falowanie, za twarda przy wykańczaniu zostawia ślady, a zużyty element robi to samo, tylko szybciej.
- Dobieranie modelu tylko dlatego, że ma ten sam gwint.
- Praca na popękanej, spłaszczonej albo wyraźnie zużytej podkładce.
- Zbyt duży docisk przy drobnej gradacji, który przegrzewa materiał i skraca życie ścierniwa.
- Używanie jednego osprzętu do stali czarnej i nierdzewki, co potrafi pogorszyć wykończenie i zostawić przebarwienia.
- Ignorowanie wibracji, które zwykle oznaczają niewłaściwy montaż albo uszkodzenie elementu mocującego.
Do wymiany nie czekam na awarię. Jeśli podkładka jest popękana, ma uszkodzone żebra, wyraźnie się odkształciła albo powoduje bicie, wymieniam ją od razu. Oszczędność kilku złotych nie rekompensuje gorszego szlifu ani ryzyka uszkodzenia szlifierki.
W praktyce ten etap porządkuje pracę bardziej niż sama zmiana gradacji, bo eliminuje błędy, które operatorzy często uznają za „normalne zużycie”.
Co jeszcze warto sprawdzić przed zakupem osprzętu do szlifowania
W codziennej pracy najlepiej sprawdza się prosty podział: sztywna i żebrowana pod szybkie zbieranie, średnio twarda pod zadania uniwersalne, a półelastyczna tam, gdzie ważniejsza jest kontrola niż agresja. Jeśli pracujesz głównie na spoinach, krawędziach i fazach, taki wybór zwykle daje lepszy efekt niż kupowanie jednego rozwiązania „do wszystkiego”.
Ja patrzę też na cały zestaw, a nie pojedynczy element. Dobrze dobrany krążek, właściwa podkładka, czysta osłona i spokojny, równy docisk dają lepszy rezultat niż sama zmiana gradacji. Przy stali nierdzewnej trzymam osobny osprzęt, bo domieszka zwykłej stali potrafi później wyjść jako problem przy wykończeniu.
Jeśli po kilku przejściach widzisz, że temperatura rośnie albo materiał zaczyna się smużyć, to sygnał, że trzeba skorygować nie tylko tarczę, ale cały układ pracy. Właśnie takie detale najczęściej odróżniają szybkie, czyste szlifowanie od walki z narzędziem.