Dobre oprogramowanie CAM decyduje dziś nie tylko o tym, czy maszyna wykona detal, ale też o tym, ile czasu zajmie przygotowanie ścieżek, ile materiału pójdzie na poprawki i czy szlif będzie powtarzalny. W tym tekście wyjaśniam, jak działa program CAM w obróbce i szlifowaniu, kiedy naprawdę daje przewagę oraz na co patrzeć przy wyborze systemu do warsztatu lub produkcji seryjnej.
Najważniejsze rzeczy, które trzeba wiedzieć przed wdrożeniem CAM
- CAM zamienia model i założenia technologiczne w instrukcje dla CNC, ale nie zastępuje wiedzy operatora ani technologa.
- W szlifowaniu kluczowe są: dressing ściernicy, kompensacja zużycia, naddatek i stabilne chłodzenie.
- Największy efekt daje tam, gdzie geometria jest złożona, tolerancje są ciasne, a kolizja kosztuje dużo czasu i pieniędzy.
- Dobór systemu warto zacząć od realnych detali, postprocesora i symulacji, a nie od listy marketingowych funkcji.
- W dobrze obciążonym zakładzie zwrot z wdrożenia bywa szybki, ale tylko wtedy, gdy system faktycznie pracuje na hali, a nie stoi na serwerze.
Czym jest CAM w obróbce i szlifowaniu
W praktyce CAM to warstwa między modelem a maszyną. Dobry program CAM nie tylko wyznacza ścieżkę narzędzia, ale też uwzględnia sposób mocowania, ograniczenia maszyny, korekcje, kolejność zabiegów i format kodu NC, który rozumie sterowanie. Dzięki temu technologia przestaje być ręcznym klejeniem kilku osobnych kroków, a zaczyna przypominać uporządkowany proces.
Najważniejsze jest to, że CAM nie służy wyłącznie frezowaniu. W warsztatach spotykam go przy toczeniu, obróbce 5-osiowej, szlifowaniu profili, wałków, narzędzi i elementów o niestandardowym kształcie. Tam, gdzie geometria robi się trudna, a tolerancja schodzi do mikrometrów, ręczne programowanie szybko przestaje być wygodne i zaczyna być ryzykowne.
Warto też rozdzielić pojęcia: CAD tworzy lub porządkuje model, CAM przygotowuje technologię wykonania, a postprocesor tłumaczy ją na język konkretnej maszyny. To właśnie ten ostatni element często decyduje o tym, czy wdrożenie jest płynne, czy kończy się serią poprawek. Kiedy to rozumiem, łatwiej wskazać miejsca, w których CAM daje realny zysk.
Gdzie CAM daje największy efekt na hali
Największą różnicę widać tam, gdzie proces jest kosztowny, powtarzalny albo złożony geometrycznie. Przy prostych detalach CAM przyspiesza przygotowanie pracy, ale przy bardziej wymagających zleceniach zaczyna wpływać na jakość, bezpieczeństwo i stabilność produkcji. To dlatego ten sam system może być przeciętnym wsparciem dla jednej firmy, a dla drugiej stać się podstawowym narzędziem codziennej pracy.
| Zastosowanie | Co automatyzuje CAM | Największa korzyść | Kiedy efekt jest największy |
|---|---|---|---|
| Frezowanie 2,5D i 3D | Ścieżki, wejścia w materiał, korekcje, wykańczanie powierzchni | Krótsze przygotowanie programu i mniejsze ryzyko błędów | Przy detalach z wieloma kieszeniami, kieszeniami zamkniętymi i powierzchniami swobodnymi |
| Toczenie i turn-mill | Ruchy narzędzi, synchronizację osi, sekwencję zabiegów | Mniej ręcznej pracy i lepsza powtarzalność cyklu | Przy detalach łączących kilka operacji w jednym zamocowaniu |
| Szlifowanie profili i wałków | Przebieg ściernicy, przejścia wykańczające, kompensację zużycia | Lepsza dokładność i stabilniejsza jakość powierzchni | Przy częściach o małych tolerancjach, np. wałkach, wałkach rozrządu, narzędziach |
| Obróbka 5-osiowa i narzędziownia | Unikanie kolizji, orientację narzędzia, obróbkę z wielu stron | Większa swoboda technologiczna i mniej przezbrojeń | Przy skomplikowanych formach, formach wtryskowych i krótkich seriach |
W tym miejscu widać ważną rzecz: CAM nie jest tylko wygodą dla programisty. Dobrze ustawiony proces skraca przygotowanie, zmniejsza liczbę próbnych przejść i ogranicza ryzyko kosztownej kolizji, a w szlifie dodatkowo pomaga utrzymać geometrię, której nie da się już „dobić” samym korektowaniem po fakcie. Kiedy ten etap jest opanowany, naturalnie pojawia się pytanie, jak wygląda praca od pliku do pierwszego detalu.
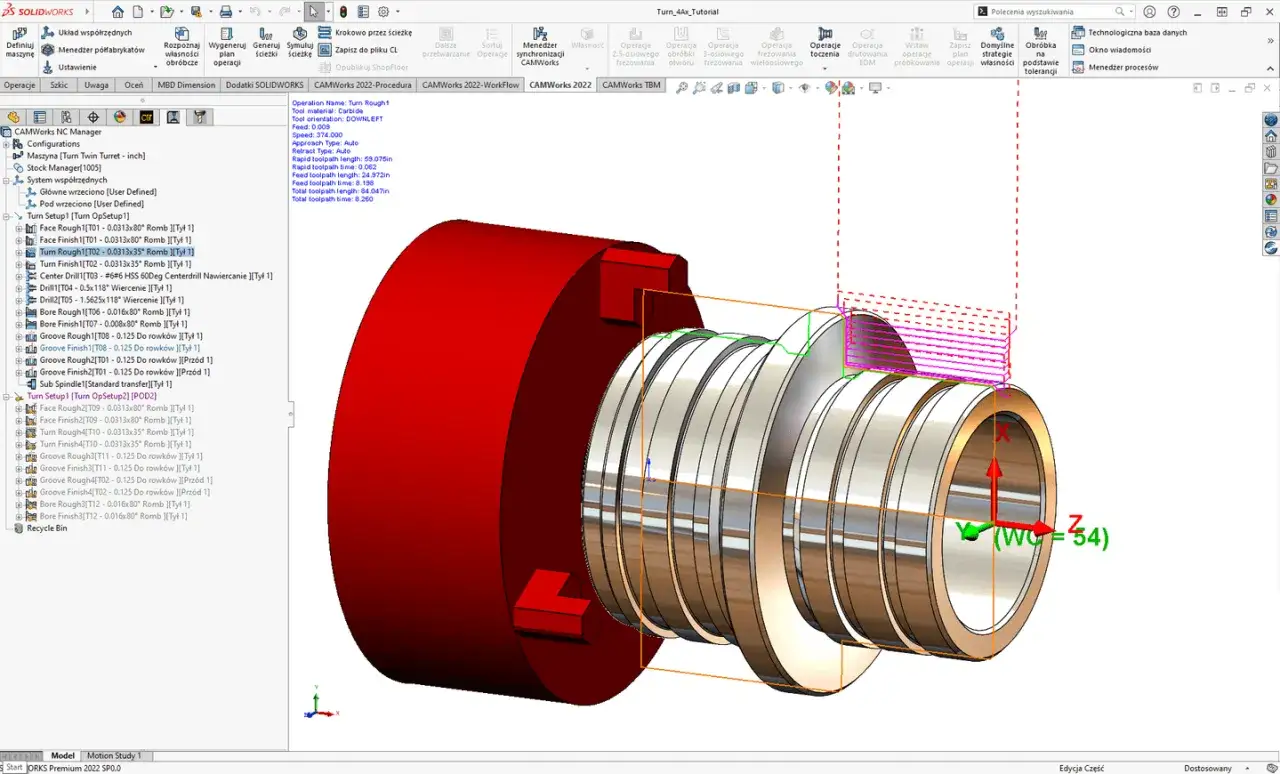
Jak wygląda praca od modelu do pierwszego detalu
Najprościej mówiąc, dobry przepływ pracy w CAM można zamknąć w kilku krokach. W teorii brzmi to banalnie, ale właśnie w szczegółach najczęściej pojawiają się błędy, które później widać na maszynie.
- Importuję model CAD lub porządkuję geometrię, jeśli detal wymaga korekt pod technologię.
- Definiuję półfabrykat, punkt zerowy, mocowanie i bazę pomiarową. To ważne, bo późniejsza kompensacja musi odnosić się do realnego ustawienia na maszynie.
- Dobieram narzędzia albo ściernice, strategie obróbki, naddatek i parametry przejść. Naddatek to zapas materiału zostawiony na wykończenie, którego zadaniem jest zapewnić wymiar i jakość powierzchni.
- Uruchamiam symulację i sprawdzam kolizje, dojazdy, wyjazdy oraz to, czy nic nie wchodzi w uchwyty, oprawki albo stół.
- Generuję kod przez postprocesor, czyli moduł, który tłumaczy ścieżki CAM na konkretne polecenia zrozumiałe dla sterowania CNC.
- Na końcu robię próbne uruchomienie, pomiar pierwszej sztuki i korektę parametrów, zanim detal wejdzie w regularną produkcję.
W szlifowaniu ten łańcuch jest jeszcze bardziej wrażliwy niż we frezowaniu. Trzeba uwzględnić pracę ściernicy, korekcję jej zużycia, momenty wejścia i wyjścia z materiału oraz to, jak zachowuje się detal pod wpływem ciepła. Im lepiej te kroki są opisane w systemie, tym mniej niespodzianek pojawia się przy pierwszym uruchomieniu, a to prowadzi wprost do specyfiki samego szlifu.
Co ma znaczenie w szlifowaniu, a nie tylko w frezowaniu
Szlifowanie ma własną logikę. Tu nie wystarczy wyznaczyć trajektorii narzędzia, bo trzeba jeszcze kontrolować kontakt ściernicy z materiałem, jej zużycie i efekt cieplny. W praktyce najwięcej problemów bierze się z założenia, że parametry z katalogu albo z innego detalu zadziałają bez zmian. Zwykle nie działają.
| Parametr | Co oznacza w praktyce | Co się psuje, gdy jest ustawiony źle |
|---|---|---|
| Dressing ściernicy | Odsłania ziarno i przywraca geometrię ściernicy | Spada jakość powierzchni, rośnie temperatura i ryzyko przypaleń |
| Zużycie ściernicy | Stopniowa zmiana wymiaru i kształtu narzędzia | Uciekają wymiary, profil przestaje trzymać kształt |
| Chłodzenie | Odbiera ciepło i stabilizuje proces | Rośnie odkształcenie cieplne i pogarsza się Ra |
| Przejście wykańczające | Ostatni ruch, który porządkuje wymiar i powierzchnię | Na detalu zostają ślady, falistość albo błędy kształtu |
| Pomiar w procesie | Kontrola wymiaru bez zdejmowania detalu z maszyny | Przestajesz wiedzieć, czy kolejna sztuka nadal mieści się w tolerancji |
Przy precyzyjnym szlifie nie liczy się wyłącznie wymiar końcowy. Ważne są też bicie, cylindryczność, profil i chropowatość, a w praktyce to właśnie te parametry pokazują, czy proces jest stabilny. Wiele zakładów przegrywa nie na samym programie, ale na źle opisanym zużyciu narzędzia i zbyt późno zauważonej zmianie geometrii. Jeśli te elementy są w CAM dobrze ujęte, szlif staje się przewidywalny, a nie „na wyczucie”.
Jak wybrać system do warsztatu
Nie wybierałbym CAM-a na podstawie samej listy funkcji. Zaczynam od pytań o detale, maszynę, poziom automatyzacji i doświadczenie ludzi, którzy będą z tego korzystać. To, co świetnie działa w narzędziowni, może być przerostem formy w małym warsztacie usługowym, a prosty system do frezowania może się kompletnie nie sprawdzić przy szlifie profilowym.
| Typ zakładu | Na co patrzeć | Czego nie przepłacać |
|---|---|---|
| Mały warsztat | Łatwość nauki, prosty interfejs, solidny postprocesor | Zaawansowanych modułów, których nikt nie użyje |
| Produkcja seryjna | Automatyzację, bibliotekę operacji, szybkie przezbrajanie | Rozwiązań wymagających ręcznego przepisywania tych samych kroków |
| Narzędziownia i szlifowanie | Obsługę profili, kompensacji, dressingów i dokładnej symulacji | Systemu, który dobrze wygląda, ale nie radzi sobie ze ściernicami i korekcjami |
| Zakład mieszany | Elastyczność, skalowalność i wsparcie dostawcy | Sztywnego pakietu bez możliwości dopasowania do kilku typów maszyn |
Przy zakupie patrzę też na koszt całkowity, a nie tylko na samą licencję. Prostsze stanowiska są zwykle liczone w kilku lub kilkunastu tysiącach złotych rocznie, natomiast rozbudowane pakiety z 5 osiami, własnym postprocesorem, szlifowaniem i automatyzacją potrafią kosztować wyraźnie więcej. Do tego dochodzą szkolenie, wdrożenie i czas ludzi, którzy muszą zbudować bibliotekę narzędzi, ściernic i gotowych strategii. To ważne, bo sam zakup nie daje jeszcze produkcyjnej wartości. Po wyborze zwykle wychodzą na jaw błędy wdrożeniowe, a właśnie one najczęściej zjadają budżet.
Najczęstsze błędy przy wdrożeniu, które kosztują najwięcej
- Kupowanie systemu bez testu na realnym detalu, najlepiej takim, który ma trudny fragment geometryczny.
- Brak własnego postprocesora albo korzystanie z uniwersalnego pliku, który nie oddaje zachowania konkretnej maszyny.
- Symulowanie bez pełnego mocowania, więc kolizja wychodzi dopiero na stole, a nie na ekranie.
- Przenoszenie parametrów z innego procesu bez korekty pod materiał, chłodziwo i stan ściernicy.
- Pomijanie szkolenia operatorów, którzy później i tak muszą poprawiać program pod rzeczywiste warunki pracy.
- Brak wersjonowania programu, narzędzi i ustawień, przez co nikt nie wie, która konfiguracja faktycznie działała najlepiej.
Najdroższy błąd widzę jednak gdzie indziej: w przekonaniu, że samo oprogramowanie rozwiąże problem technologii. Nie rozwiąże. Ono tylko przyspiesza i porządkuje to, co już wcześniej zostało dobrze przemyślane. Jeśli baza jest słaba, software tylko szybciej pokaże słabość procesu. Wtedy naturalnie pojawia się pytanie o zwrot z inwestycji.
Ile zwraca się dobrze wdrożony system
Zwrot nie zależy od samej ceny licencji, tylko od liczby godzin, które system oszczędza każdego tygodnia. W prostych operacjach przygotowanie programu i korekt może skrócić się o 20-40 procent, a przy złożonych detalach z obróbką wieloosiową albo szlifowaniem profili zysk bywa jeszcze większy, bo odpada ręczne pisanie kodu i część prób na maszynie.
W dobrze obciążonym warsztacie zwrot z wdrożenia często pojawia się po kilku do kilkunastu miesiącach, ale tylko wtedy, gdy system pracuje codziennie, a nie okazjonalnie. Na wynik najmocniej wpływają trzy rzeczy: liczba detali podobnych do siebie, koszt przestoju maszyny i jakość pierwszego uruchomienia. Jedna uniknięta kolizja albo jedna partia bez poprawek potrafi zrekompensować sporą część kosztów wdrożenia.
Jeżeli detal jest prosty, a produkcja rzadka, nie ma sensu kupować największego pakietu. Jeśli jednak pracujesz na małych tolerancjach, częstych zmianach zleceń i detalach, które trudno policzyć ręcznie, wtedy dobry CAM bardzo szybko zaczyna się bronić sam. I właśnie przed pierwszym uruchomieniem warto zrobić jeszcze jedną, prostą kontrolę.
Co sprawdzam przed pierwszym uruchomieniem detalu
- Czy postprocesor odpowiada dokładnie tej maszynie i temu sterowaniu, a nie tylko „podobnemu modelowi”.
- Czy na ekranie i w realnym mocowaniu widać ten sam układ narzędzi, uchwytów i ograniczeń ruchu.
- Czy ściernice, narzędzia i korekcje mają jednoznaczne nazwy, bez skrótów, które rozumie tylko autor programu.
- Czy plan pomiaru pierwszej sztuki jest ustalony przed startem, a nie dopiero po tym, jak coś nie wyjdzie.
- Czy wiadomo, kto zatwierdza zmianę programu i kto odpowiada za korekty po pierwszym cyklu.
- Czy symulacja obejmuje nie tylko geometrię, ale też czasem pomijane elementy, takie jak mocowanie, osłony i strefy dojazdu.
Jeśli te punkty są dopięte, CAM przestaje być tylko generatorem kodu, a zaczyna porządkować cały proces, od modelu po kontrolę jakości. W praktyce właśnie to odróżnia wdrożenie, które naprawdę pomaga na hali, od pakietu, który tylko dobrze wygląda w prezentacji.