Pionowe prowadzenie spoiny od góry ku dołowi przydaje się tam, gdzie liczy się szybka kontrola jeziorka, mniejsze nagrzewanie materiału i ograniczenie przepaleń. Najczęściej wraca przy cienkich blachach, krótkich naprawach oraz pracy w miejscach, których nie da się wygodnie ustawić w pozycji podolnej. W praktyce to technika bardzo użyteczna, ale tylko wtedy, gdy dobrze dobierzesz proces, parametry i tempo ruchu ręki.
Najważniejsze rzeczy, które trzeba wiedzieć o tej technice
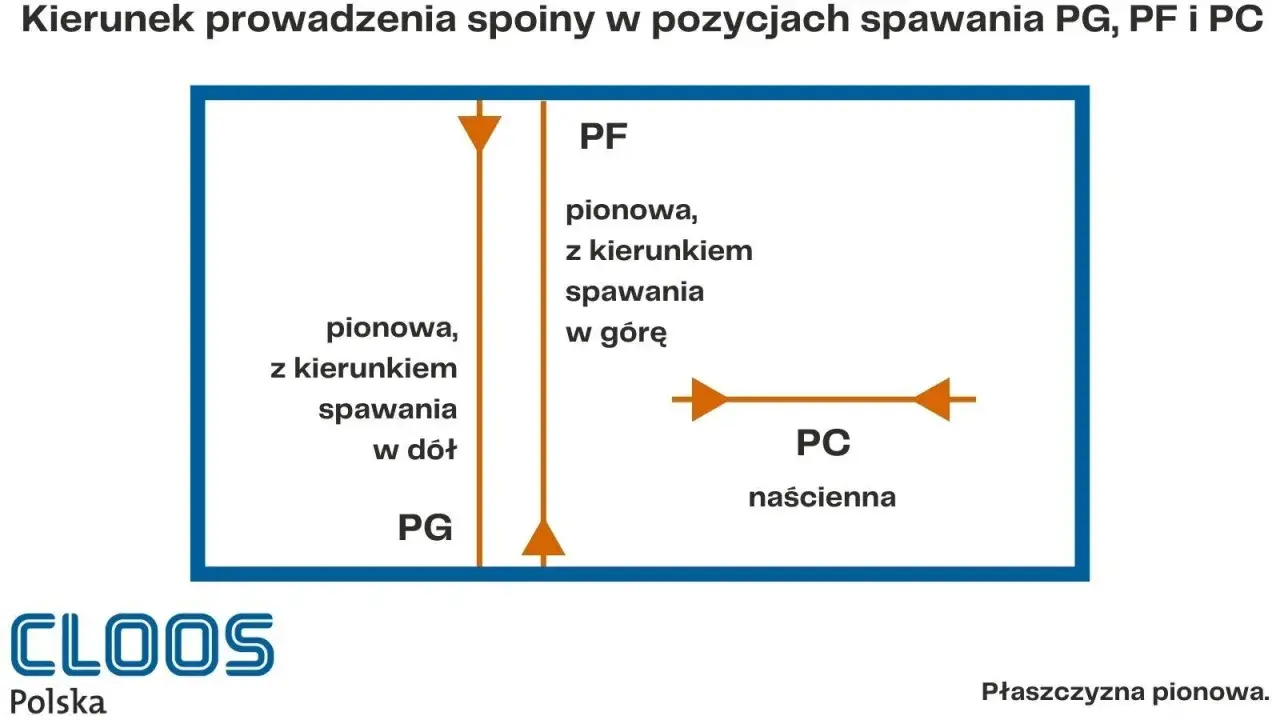
- To metoda prowadzona od górnej krawędzi złącza w dół, z krótszym czasem oddziaływania łuku na materiał.
- Najlepiej sprawdza się na cienkich elementach, gdy chcesz ograniczyć przepalenie i odkształcenia.
- Przy grubszych lub odpowiedzialnych złączach zwykle bezpieczniejszym wyborem jest spawanie pod górę.
- Kluczowe są: czyste krawędzie, szybki ruch, małe jeziorko i stabilna pozycja ręki.
- Najczęstsze problemy to brak wtopienia, podtopienia krawędzi, zbyt wypukła spoina i wtrącenia żużla.
- Bez wentylacji, osłony oczu i dobrego zabezpieczenia stanowiska ta technika szybko staje się ryzykowna.
Na czym polega pionowe prowadzenie spoiny
W tej pozycji spawam od góry złącza ku dołowi, a nie odwrotnie. Brzmi banalnie, ale właśnie kierunek ruchu zmienia wszystko: jeziorko ciekłego metalu ma krótszą drogę do zestalenia, więc łuk zwykle pracuje płycej, a materiał mniej się przegrzewa. To daje przewagę przy cienkich blachach, cienkościennych profilach i drobnych poprawkach, gdzie klasyczne prowadzenie mogłoby zostawić przepalenie albo mocne falowanie.
Warto też uczciwie powiedzieć, że jest to metoda kompromisu. Zyskujesz szybkość i mniejszy dopływ ciepła, ale oddajesz część przetopu i marginesu błędu. Dlatego nie traktuję jej jako uniwersalnego rozwiązania do każdego złącza. W rękach osoby, która pilnuje kąta, tempa i wielkości jeziorka, sprawdza się świetnie. U osoby początkującej potrafi natomiast bardzo szybko pokazać błędy w ustawieniach.
Na poziomie praktycznym ta technika jest najczęściej wybierana wtedy, gdy nie ma sensu obracać elementu do pozycji wygodniejszej albo gdy ważniejsze od maksymalnej wytrzymałości jest ograniczenie odkształceń. To właśnie ten moment odróżnia ją od zwykłego „spawania w pionie” jako pojęcia ogólnego. Dalej najważniejsze będzie pytanie: kiedy to rzeczywiście ma sens, a kiedy lepiej od razu wybrać inną pozycję?
Kiedy ma sens, a kiedy lepiej wybrać spawanie pod górę
Jeśli mam ocenić tę technikę bez marketingu, to używam jej głównie tam, gdzie liczy się szybkość i kontrola temperatury. Przy konstrukcjach nośnych, grubych elementach i złączach pracujących na duże obciążenia zwykle wygrywa prowadzenie pod górę, bo daje lepszy przetop i solidniejsze wtopienie w brzegi. ESAB zwraca uwagę wprost, że pion w górę jest z reguły mocniejszy strukturalnie, a pion w dół bierze górę przede wszystkim na cienkich materiałach i przy potrzebie ograniczenia przegrzania.
| Kryterium | Prowadzenie z góry na dół | Prowadzenie pod górę |
|---|---|---|
| Grubość materiału | Najczęściej cienkie blachy i cienkościenne profile | Lepsze przy grubszych elementach i cięższych złączach |
| Przetop | Płytszy, łatwiej utrzymać bez przepalenia | Głębszy, zwykle korzystniejszy konstrukcyjnie |
| Tempo pracy | Wyższe, bo trzeba iść szybciej, żeby nie przegrzać materiału | Niższe, bo jeziorko wymaga większej kontroli |
| Odkształcenia | Mniejsze przy cienkich materiałach | Większe ryzyko nagrzania, ale lepsze wypełnienie spoiny |
| Typowe zastosowanie | Blacharki, drobne naprawy, krótkie szwy, lekkie konstrukcje | Konstrukcje stalowe, grubsze pachwiny, odpowiedzialne połączenia |
| Kiedy odradzam | Gdy potrzebny jest wysoki przetop i pełna nośność | Gdy materiał jest cienki i grozi przepaleniem |
Ja traktuję ten wybór bardzo pragmatycznie: jeśli połączenie ma przede wszystkim wyglądać równo i nie zdeformować cienkiego elementu, idę w dół. Jeśli natomiast spoiny mają realnie przenosić obciążenie, wolę nie oszczędzać na jakości wtopienia. Ta różnica jest ważna, bo z samego wyglądu spoiny nie zawsze da się od razu odczytać, czy została wykonana właściwie. Następny krok to ustawienie parametrów i prowadzenie łuku tak, żeby ta decyzja w ogóle miała sens.
Jak ustawić parametry i prowadzić spoinę
Najpierw przygotowuję złącze. Czysta powierzchnia robi tu większą różnicę niż przy wielu innych pozycjach, bo w pionie każdy nadmiar zanieczyszczeń szybciej psuje stabilność jeziorka. Usuwam rdzę, farbę, ocynk i tłuste ślady. Przy cienkiej blasze pilnuję też szczepów, bo bez nich materiał lubi się rozjechać pod wpływem ciepła.
Ustawienia, od których zwykle zaczynam
W MIG/MAG sensownym punktem startowym jest obniżenie napięcia i natężenia o około 10-15% względem tego, czego użyłbym w pozycji podolnej. To nie jest święta liczba, tylko praktyczny punkt wyjścia, który pomaga utrzymać mniejsze jeziorko. Potem koryguję ustawienia o krok lub dwa, bo rzeczywistość zawsze zależy od grubości materiału, szczeliny, średnicy drutu i samego złącza.
Przy prowadzeniu z góry na dół pilnuję też krótkiego łuku i szybszego tempa. Jeśli jadę za wolno, materiał się przegrzewa, spoina zaczyna puchnąć, a brzegi robią się podatne na podtopienia. Jeśli idę za szybko, spoiny nie ma gdzie się zbudować i zostaje płytki, poszarpany ścieg.
Ruch ręki ma większe znaczenie niż sama maszyna
W praktyce najważniejsze jest trzymanie jeziorka na jego czołowej krawędzi, a nie „grzebanie” w środku kałuży. W spawaniu pionowym w dół nie próbuję budować szerokiej, efektownej wachlarzowej spoiny. Lepiej działa niewielki ruch boczny albo prawie prosty, szybki przejazd, zależnie od materiału i procesu. Gdy zaczynam zbyt szeroko wachlować, topi się więcej niż trzeba i łatwo tracę kontrolę nad krawędziami.
Przeczytaj również: Drut do spawania bez gazu - co musisz wiedzieć przed zakupem?
Jak to wygląda w popularnych procesach
| Proces | Co działa najlepiej | Na co uważać |
|---|---|---|
| MIG/MAG | Najwygodniejszy przy cienkiej blasze i krótkich szwach | Zbyt duży dopływ ciepła i zbyt wolne prowadzenie |
| MMA | Przydatny w naprawach i w miejscu bez gazu osłonowego | Nie każda elektroda dobrze znosi prowadzenie zstępujące; łatwo o żużel i podtopienia |
| FCAW | Przyspiesza pracę i dobrze radzi sobie w wielu naprawach warsztatowych | Trzeba pilnować stabilności łuku i nie robić zbyt szerokiej wachy |
Jak pokazuje praktyka, sama technika nie załatwia wszystkiego. Dużo zależy od tego, czy patrzę na cienką blachę, profil zamknięty, pachwinę czy szybki punktowy ścieg. Dlatego przed właściwą robotą zawsze robię próbę na odpadyku. To oszczędza czas, materiał i nerwy. Z tak przygotowanym procesem łatwiej zauważyć, co najczęściej psuje efekt.
Najczęstsze błędy, które psują spoinę
W pionie w dół błędy wychodzą szybciej niż w pozycji wygodnej. To dobra wiadomość tylko pozornie, bo szybciej ujawniają też słabe nawyki. Najczęściej widzę kilka powtarzalnych problemów.
- Zbyt wolny ruch - jeziorko robi się za duże, a krawędzie zaczynają się podcinać lub rozlewać. Korekta jest prosta: większe tempo i niższy dopływ ciepła.
- Za wysoki prąd - spoina wygląda masywnie, ale materiał może się przepalić albo zbyt mocno zmięknąć w strefie wpływu ciepła.
- Brak wtopienia - powierzchnia wygląda poprawnie, a pod spodem połączenie jest płytkie. To częsty efekt zbyt szybkiego ruchu albo nieprawidłowego kąta palnika.
- Podtopienia krawędzi - szczególnie przy cienkiej blasze i zbyt długim zatrzymaniu na brzegu złącza. W praktyce trzeba skrócić czas oddziaływania łuku na same brzegi.
- Wtrącenia żużla - problem szczególnie częsty przy MMA, gdy prowadzenie jest niestabilne lub warstwy nie zostały dobrze oczyszczone między przejściami.
- Zbyt szeroki ruch - wygląda efektownie, ale zwykle tylko pogarsza kontrolę nad jeziorkiem i zwiększa ryzyko nierównej spoiny.
Jeśli mam wskazać jeden błąd, który psuje tę technikę najczęściej, to jest nim próba spawania tak samo, jak w pozycji poziomej. W pionie fizyka jest inna: metal chce spłynąć, a jeziorko reaguje szybciej na każdą zmianę tempa. Dlatego nie szukam tu „ładnego ruchu”, tylko przewidywalnego. Po tej korekcie zostaje jeszcze kwestia, którą wielu spawaczy lekceważy, a która ma realny wpływ na komfort i zdrowie.
BHP i organizacja stanowiska przy pracy w pionie
Przy spawaniu w dół łatwo skupić się na łuku i zapomnieć o tym, co dzieje się obok. A właśnie obok dzieje się sporo: odpryski, dym spawalniczy, wysoka temperatura i ryzyko zaprószenia ognia. Dlatego stanowisko przygotowuję tak, jakbym miał pracować dłużej, niż rzeczywiście planuję. To prosty nawyk, który zmniejsza liczbę niepotrzebnych wypadków.
Podstawą jest pełna osłona twarzy i oczu, rękawice, odzież niepalna i porządne buty. Do tego dochodzi wentylacja. Dym spawalniczy nie jest detalem estetycznym, tylko realnym obciążeniem dla dróg oddechowych, zwłaszcza w ciasnym pomieszczeniu albo przy materiałach powlekanych. Jeżeli spawam ocynk, lakier lub element po środkach chemicznych, nie liczę na „przewianie się” tematu. Oczyszczam miejsce pracy i zapewniam odciąg albo przynajmniej bardzo dobrą wymianę powietrza.
W pionie warto też pilnować kierunku spływu odprysków. W praktyce oznacza to mniej bałaganu wokół spoiny, lepszą kontrolę nad przewodami i zero przypadkowych materiałów palnych w pobliżu. Przy dłuższych pracach zostawiam pod ręką gaśnicę i nie pracuję w pośpiechu. To niby oczywiste, ale właśnie w spawaniu oczywistości najczęściej się pomija.
Co z tej techniki naprawdę zostaje w codziennej pracy
Najkrócej mówiąc, spawanie z góry na dół jest świetnym narzędziem do cienkich materiałów, krótkich odcinków i zadań, w których trzeba ograniczyć nagrzewanie. Nie zastąpi jednak metody pod górę tam, gdzie liczy się maksymalny przetop i wytrzymałość złącza. Ja traktuję ją jako technikę zadaniową: dobra wtedy, gdy problem jest konkretny, a nie jako uniwersalny sposób na wszystko.
Jeśli po pierwszej próbie widzisz wypukłą, niestabilną spoinę, podtopienia albo brak wyraźnego wtopienia, nie walcz z materiałem na siłę. Często rozsądniejszym ruchem jest zejście z parametrami, zmiana kąta albo przejście na prowadzenie pod górę. Właśnie w tym miejscu praktyka odróżnia dobrego spawacza od kogoś, kto tylko „przechodzi” przez złącze. W tej technice liczy się nie upór, tylko szybka ocena, czy metoda naprawdę pasuje do zadania.