
Spawanie TIG, czyli Tungsten Inert Gas, to technika, która w świecie obróbki metali uchodzi za synonim precyzji i jakości. Jeśli zastanawiasz się, czym dokładnie jest ta metoda, jak działa, a także czy jest dla Ciebie odpowiednia, ten artykuł stanie się Twoim kompleksowym przewodnikiem. Przygotowałem go z myślą o początkujących spawaczach i hobbystach, którzy chcą zgłębić tajniki TIG-a, porównać go z popularnym MIG/MAG i dowiedzieć się, jak postawić pierwsze kroki w tej fascynującej dziedzinie.
Spawanie TIG – precyzja i jakość dla wymagających projektów
- Spawanie TIG (Tungsten Inert Gas), znane też jako GTAW, to metoda wykorzystująca nietopliwą elektrodę wolframową w osłonie gazu obojętnego, zazwyczaj argonu.
- Jest cenione za wyjątkowo wysoką jakość, czystość i estetykę spoiny, bez odprysków, co minimalizuje potrzebę obróbki końcowej.
- Metoda TIG pozwala na spawanie niemal wszystkich metali i ich stopów, w tym stali nierdzewnej i aluminium, oferując pełną kontrolę nad procesem.
- Wymaga dużej precyzji i wysokich umiejętności spawacza, jest wolniejsza od innych metod (np. MIG/MAG) i wymaga idealnej czystości materiału.
- Do spawania aluminium niezbędna jest spawarka AC/DC, natomiast do stali nierdzewnej i węglowej wystarczy spawarka TIG DC.
Dlaczego spawanie TIG jest uznawane za "królewską" metodę w świecie spawaczy?
Czym TIG zaskarbił sobie miano techniki dla profesjonalistów i artystów?
Spawanie TIG, często określane mianem "królewskiej" metody, zaskarbiło sobie ten status dzięki niezrównanej precyzji i estetyce uzyskiwanych spoin. To właśnie te cechy sprawiają, że jest ono wyborem numer jeden dla profesjonalistów i artystów, którzy cenią sobie perfekcyjne wykończenie. Spoiny wykonane metodą TIG są niezwykle czyste, gładkie, pozbawione odprysków, co minimalizuje potrzebę późniejszej obróbki. Ta technika pozwala na spawanie nawet bardzo cienkich materiałów i tworzenie skomplikowanych kształtów z chirurgiczną dokładnością, co jest nieosiągalne dla wielu innych metod. Wszechstronność TIG-a, pozwalająca na łączenie niemal wszystkich metali i ich stopów, dodatkowo umacnia jego pozycję jako narzędzia dla najbardziej wymagających zadań.
Definicja w pigułce: Co oznaczają skróty TIG i GTAW?
Skrót TIG pochodzi od angielskiego terminu Tungsten Inert Gas, co w dosłownym tłumaczeniu oznacza "wolfram w gazie obojętnym". Odnosi się to do kluczowych elementów metody: nietopliwej elektrody wolframowej oraz gazu osłonowego, który jest chemicznie obojętny (najczęściej argon). Inna nazwa tej metody to GTAW, czyli Gas Tungsten Arc Welding, co precyzyjnie opisuje proces spawania łukowego, gdzie łuk elektryczny jest tworzony za pomocą elektrody wolframowej w osłonie gazu.
Jak działa spawanie TIG? Esencja metody wyjaśniona krok po kroku
Trzy filary procesu: nietopliwa elektroda, łuk elektryczny i gaz osłonowy
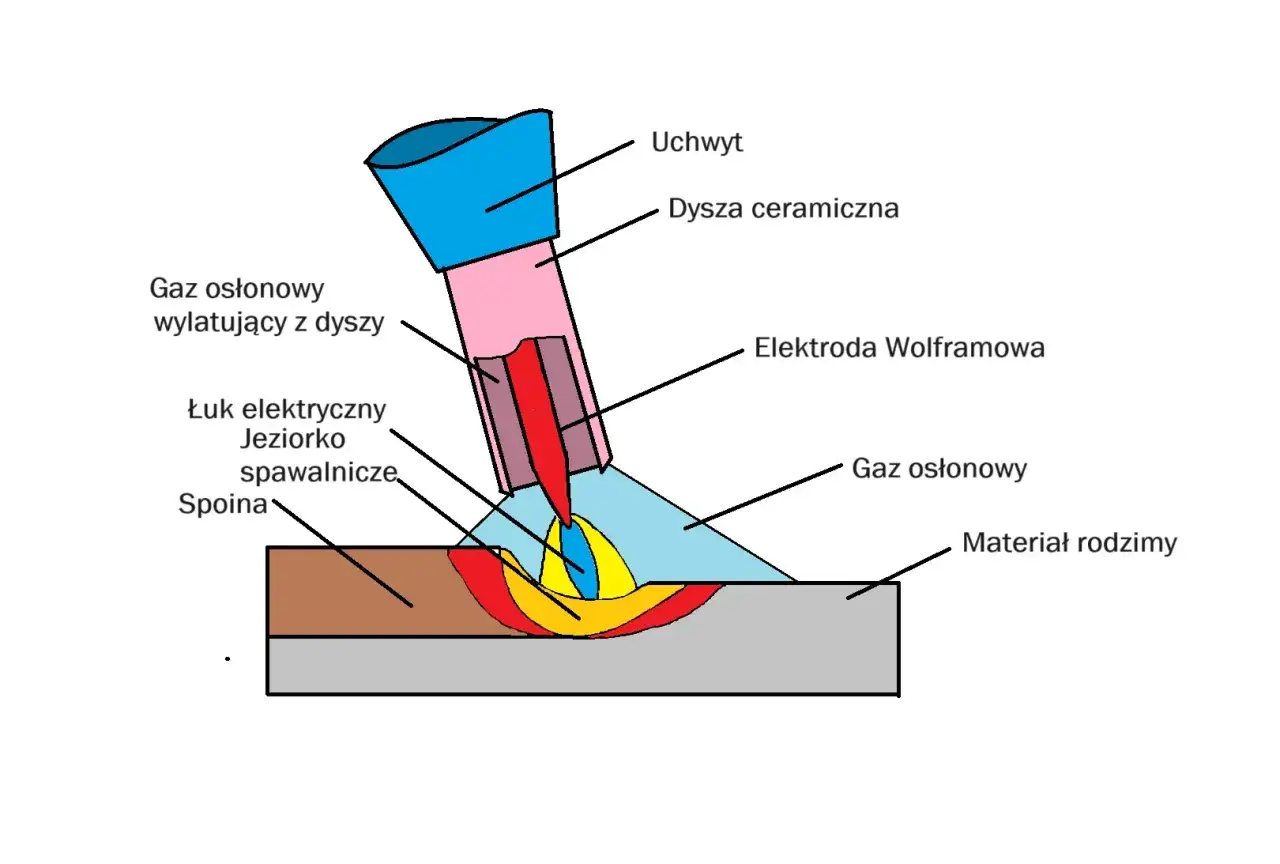
Serce spawania TIG opiera się na trzech fundamentalnych elementach, które współdziałają, tworząc idealne połączenie. Pierwszym z nich jest nietopliwa elektroda wolframowa. W przeciwieństwie do innych metod, elektroda ta nie topi się i nie staje się częścią spoiny, lecz służy wyłącznie do wytworzenia i utrzymania stabilnego łuku elektrycznego. To właśnie ten łuk, o wysokiej temperaturze, jest drugim filarem procesu – topi on materiał bazowy, tworząc jeziorko spawalnicze. W zależności od potrzeb, do jeziorka można ręcznie dodawać drut spawalniczy (spoiwo), który wypełni spoinę. Trzecim, niezwykle ważnym elementem jest gaz osłonowy, najczęściej argon, który otacza łuk elektryczny, jeziorko spawalnicze oraz rozgrzaną elektrodę. Jego zadaniem jest ochrona tych elementów przed szkodliwym wpływem atmosfery, czyli tlenem i azotem, które mogłyby spowodować utlenianie i zanieczyszczenie spoiny, drastycznie obniżając jej jakość i wytrzymałość.
Rola argonu – niewidzialny strażnik idealnej spoiny
Argon jest niezastąpionym gazem osłonowym w spawaniu TIG, a jego rola jest absolutnie kluczowa dla uzyskania wysokiej jakości spoiny. Jest to gaz szlachetny, co oznacza, że jest chemicznie obojętny – nie wchodzi w reakcje z roztopionym metalem ani z elektrodą wolframową. Dzięki temu skutecznie chroni jeziorko spawalnicze i elektrodę przed dostępem tlenu i azotu z powietrza, które mogłyby spowodować utlenianie, porowatość i kruchość spoiny. Dodatkowo, argon jest cięższy od powietrza, co sprawia, że skutecznie "zalega" nad obszarem spawania, tworząc stabilną warstwę ochronną. Ta niewidzialna bariera gwarantuje czystość, estetykę i pełną wytrzymałość mechaniczną połączenia, co jest znakiem rozpoznawczym metody TIG.
Spawanie z drutem czy bez? Kiedy potrzebujesz materiału dodatkowego?
W spawaniu TIG mamy elastyczność wyboru: możemy spawać z materiałem dodatkowym, czyli drutem spawalniczym, lub bez niego. Decyzja ta zależy od konkretnego zastosowania i grubości materiału. Spawanie z drutem jest konieczne, gdy musimy wypełnić ubytki, zwiększyć grubość spoiny, połączyć elementy o większej szczelinie lub po prostu dodać materiału, aby uzyskać odpowiednią wytrzymałość i profil spoiny. Drut dobieramy zawsze do rodzaju spawanego materiału, aby zapewnić jednorodność chemiczną połączenia. Natomiast spawanie bez drutu, nazywane również spawaniem autogenicznym, stosuje się głównie do łączenia bardzo cienkich blach na styk, gdzie materiał bazowy sam wystarcza do utworzenia spoiny. Jest to idealne rozwiązanie, gdy priorytetem jest uzyskanie estetycznej, minimalnej spoiny bez dodatkowego wypełnienia, na przykład w pracach artystycznych czy precyzyjnych konstrukcjach.Kiedy TIG jest absolutnie niezastąpiony? Przewaga jakości nad szybkością
Główne zalety: dlaczego warto postawić na precyzję i estetykę?
Spawanie TIG, mimo że jest metodą wymagającą, oferuje szereg niezaprzeczalnych zalet, które czynią ją niezastąpioną w wielu zastosowaniach:
- Wysoka jakość i estetyka spoiny: Połączenia są niezwykle czyste, równe, gładkie i pozbawione odprysków. To sprawia, że spoiny TIG często nie wymagają żadnej lub minimalnej obróbki po spawaniu.
- Wszechstronność: Metoda TIG pozwala na spawanie niemal wszystkich metali i ich stopów, w tym stali nierdzewnej, aluminium, miedzi, tytanu, stopów niklu i wielu innych.
- Pełna kontrola nad procesem: Spawacz ma precyzyjną kontrolę nad jeziorkiem spawalniczym, ilością dostarczanego ciepła oraz tempem dodawania spoiwa. To pozwala na idealne dopasowanie do spawanych materiałów i grubości.
- Możliwość spawania we wszystkich pozycjach: Dzięki stabilnemu łukowi i precyzyjnej kontroli, spawanie TIG jest możliwe w każdej pozycji, co jest kluczowe w skomplikowanych konstrukcjach.
- Brak żużlu i odprysków: W przeciwieństwie do niektórych innych metod, TIG nie generuje żużlu, który trzeba usuwać, ani odprysków, co przekłada się na czystość procesu i mniej pracy po spawaniu.
Najważniejsze wady: co musisz wiedzieć o niskiej wydajności i wysokich wymaganiach?
Mimo licznych zalet, spawanie TIG ma również swoje ograniczenia, o których warto pamiętać:
- Niska prędkość spawania: Jest to metoda znacznie wolniejsza niż np. MIG/MAG, co przekłada się na mniejszą wydajność, szczególnie przy długich spoinach lub w produkcji seryjnej.
- Wysokie wymagania co do umiejętności spawacza: Osiągnięcie wysokiej jakości spoiny wymaga dużej precyzji, stabilnej ręki i sporego doświadczenia. Nauka TIG-a jest bardziej czasochłonna niż opanowanie podstaw MIG/MAG.
- Konieczność idealnej czystości materiału: Powierzchnie spawane muszą być perfekcyjnie oczyszczone z rdzy, farby, olejów czy innych zanieczyszczeń. Nawet niewielkie zabrudzenia mogą negatywnie wpłynąć na jakość spoiny.
- Wyższe koszty początkowe i eksploatacyjne: Sprzęt do spawania TIG, zwłaszcza z funkcją AC/DC, bywa droższy. Dodatkowo, zużycie gazu osłonowego i elektrod wolframowych generuje stałe koszty eksploatacji.
Perfekcyjne lico bez odprysków: TIG a spawanie stali nierdzewnej
Spawanie TIG jest uważane za idealną metodę do łączenia stali nierdzewnej. Dlaczego? Stal nierdzewna jest materiałem, który bardzo łatwo ulega utlenianiu w wysokiej temperaturze, co prowadzi do powstawania nieestetycznych i osłabiających spoinę nalotów. Dzięki precyzyjnej kontroli nad procesem, stabilnemu łukowi i doskonałej osłonie gazowej argonem, TIG pozwala uzyskać spoiny gładkie, czyste, bez odprysków i zgorzeliny. Co więcej, spoiny te zachowują pełną odporność na korozję, co jest kluczowe dla właściwości stali nierdzewnej. Co ważne dla początkujących, do spawania stali nierdzewnej wystarczy spawarka TIG z prądem stałym (DC), co często oznacza niższy koszt początkowy sprzętu.Wyzwanie dla mistrzów: jak TIG radzi sobie z wymagającym aluminium?
Spawanie aluminium metodą TIG to prawdziwe wyzwanie, które jednak, gdy zostanie opanowane, daje spektakularne rezultaty. Aluminium charakteryzuje się trudnotopliwą warstwą tlenków na powierzchni, która ma znacznie wyższą temperaturę topnienia niż sam metal. Aby skutecznie ją przebić i uzyskać czyste jeziorko spawalnicze, niezbędna jest spawarka typu AC/DC, czyli z możliwością spawania prądem przemiennym (AC). Prąd przemienny, dzięki swojej cykliczności, pozwala na "czyszczenie" powierzchni aluminium z warstwy tlenków w jednej fazie cyklu i właściwe topienie metalu w drugiej. Spawanie aluminium TIG-iem wymaga większych umiejętności, precyzji i wyczucia, ale nagrodą są niezwykle mocne, estetyczne i pozbawione porowatości spoiny, które są standardem w przemyśle lotniczym czy motoryzacyjnym.
TIG kontra MIG/MAG: Która metoda lepiej sprawdzi się w Twoim warsztacie?
Szybkość czy jakość – fundamentalna różnica, która zdewaduje o Twoim wyborze
Wybór między spawaniem TIG a MIG/MAG to często dylemat, który sprowadza się do kompromisu między jakością a szybkością. Poniższa tabela przedstawia kluczowe różnice, które pomogą Ci podjąć świadomą decyzję, która metoda będzie lepsza dla Twoich potrzeb.
| Kryterium | Spawanie TIG | Spawanie MIG/MAG |
|---|---|---|
| Jakość spoiny | Wysoka, estetyczna, czysta, gładka, minimalna obróbka | Dobra, z odpryskami, wymaga czyszczenia, często mniej estetyczna |
| Prędkość spawania | Niska, proces powolny i precyzyjny | Wysoka, duża wydajność |
| Precyzja | Bardzo wysoka, idealna do cienkich materiałów i detali | Średnia, mniej precyzyjna, trudniejsza do cienkich blach |
| Sterowanie procesem | Pełna kontrola nad jeziorkiem i ciepłem | Mniejsza kontrola, proces bardziej zautomatyzowany |
| Materiały | Niemal wszystkie (stal nierdzewna, aluminium, miedź, tytan, stopy niklu) | Stal węglowa, nierdzewna, aluminium (z odpowiednim drutem i gazem) |
| Wymagane umiejętności | Wysokie, wymaga dużo praktyki | Średnie, łatwiejsze do opanowania na podstawowym poziomie |
| Zastosowania | Prace artystyczne, lotnictwo, medycyna, rurociągi, cienkie blachy, precyzyjne konstrukcje | Konstrukcje stalowe, produkcja seryjna, naprawy, grubsze materiały |
Koszty startowe i eksploatacyjne: co jest bardziej opłacalne dla hobbysty?
Dla hobbysty, który dopiero zaczyna swoją przygodę ze spawaniem, koszty są często decydującym czynnikiem. Spawanie MIG/MAG zazwyczaj wiąże się z niższymi kosztami początkowymi. Podstawowy migomat jest często tańszy niż spawarka TIG AC/DC. Koszty eksploatacyjne również mogą być niższe, zwłaszcza jeśli używamy drutu samoosłonowego (Flux), eliminując potrzebę butli z gazem. Jednakże, spawanie MIG/MAG generuje więcej odprysków i wymaga więcej pracy przy czyszczeniu spoiny.
Spawanie TIG, zwłaszcza w wersji AC/DC (niezbędnej do aluminium), to wyższa inwestycja początkowa. Do tego dochodzi koszt butli z argonem i elektrod wolframowych. Mimo to, dla hobbysty ceniącego precyzję i estetykę, który nie planuje masowej produkcji, TIG może okazać się bardziej satysfakcjonujący. Długoterminowo, brak konieczności intensywnej obróbki po spawaniu może zrekompensować wyższe koszty materiałów eksploatacyjnych, a także zaoszczędzić czas i frustrację.
Porównanie zastosowań: kiedy sięgnąć po migomat, a kiedy po spawarkę TIG?
Wybór metody spawania powinien być podyktowany przede wszystkim rodzajem pracy, jaką zamierzamy wykonywać. Spawanie TIG jest niezastąpione, gdy priorytetem jest najwyższa jakość, precyzja i estetyka. Sięgnij po TIG, jeśli planujesz wykonywać: prace artystyczne, precyzyjne konstrukcje ze stali nierdzewnej (np. balustrady, elementy wyposażenia kuchni), spawanie cienkich blach (np. karoseria samochodowa, elementy motocyklowe), a także w przemyśle lotniczym, chemicznym, spożywczym czy medycznym, gdzie wymagane są idealnie czyste i mocne spoiny. Według Wikipedii, spawanie TIG jest szczególnie cenione w produkcji rurociągów.
Z kolei spawanie MIG/MAG to król szybkości i wydajności. Jest to idealny wybór do łączenia grubszych elementów, w produkcji seryjnej, przy konstrukcjach stalowych, naprawach samochodowych (zwłaszcza w przypadku grubszych blach), czy w ogólnych pracach warsztatowych, gdzie liczy się przede wszystkim szybkość i wytrzymałość połączenia, a estetyka jest na drugim planie. Jeśli Twoim celem jest szybkie i efektywne łączenie elementów, migomat będzie bardziej odpowiednim narzędziem.
Twój pierwszy zestaw do spawania TIG: co jest niezbędne na start?
Jaka spawarka TIG na początek? Kluczowe funkcje (AC/DC, Puls, HF), na które musisz zwrócić uwagę
Wybór pierwszej spawarki TIG to kluczowa decyzja. Na początek, jeśli planujesz spawać głównie stal nierdzewną i węglową, wystarczy spawarka TIG z prądem stałym (DC). Jest ona zazwyczaj tańsza i prostsza w obsłudze. Jeśli jednak myślisz o spawaniu aluminium, absolutnie niezbędna będzie spawarka AC/DC, która umożliwia spawanie prądem przemiennym. To właśnie prąd AC pozwala na skuteczne przebijanie się przez warstwę tlenków na aluminium.
Warto zwrócić uwagę również na funkcję Puls. Spawanie pulsacyjne polega na cyklicznym zmienianiu natężenia prądu, co pozwala na lepszą kontrolę nad ilością dostarczanego ciepła. Jest to szczególnie przydatne przy spawaniu cienkich materiałów, ponieważ minimalizuje ryzyko przepalenia i zmniejsza odkształcenia. Kolejną bardzo pożądaną funkcją jest HF (High Frequency), czyli bezdotykowe zajarzanie łuku. Dzięki niemu łuk zapala się bez dotykania elektrody do materiału, co znacznie zwiększa komfort pracy, zapobiega zanieczyszczeniu elektrody i materiału, a także wydłuża żywotność elektrody.
Wybór elektrody wolframowej: jaki kolor i średnica do jakiego materiału?
Elektrody wolframowe są sercem procesu TIG, a ich odpowiedni dobór ma kluczowe znaczenie. Różnią się one składem chemicznym, co jest sygnalizowane kolorem końcówki. Na przykład, elektrody czerwone (z tlenkiem toru) lub szare (z tlenkiem ceru) są uniwersalne i dobrze sprawdzają się przy spawaniu prądem stałym (DC) stali nierdzewnej i węglowej. Elektrody złote (z tlenkiem lantanu) to również uniwersalny wybór, często polecany dla początkujących, ponieważ dobrze pracują zarówno z prądem DC, jak i AC. Natomiast klasyczne elektrody zielone (czysty wolfram) są przeznaczone głównie do spawania prądem przemiennym (AC), idealnie nadają się do aluminium.
Oprócz koloru, ważna jest również średnica elektrody, którą dobieramy do prądu spawania i grubości materiału. Zbyt cienka elektroda przy zbyt wysokim prądzie szybko się przegrzeje i stopi, natomiast zbyt gruba będzie utrudniać stabilne zajarzanie łuku. Zazwyczaj dla prądów do 100A stosuje się elektrody o średnicy 1,0-1,6 mm, dla prądów 100-200A – 2,0-2,4 mm, a powyżej 200A – 3,2 mm i więcej. Pamiętaj, że to są ogólne wytyczne, a precyzyjny dobór wymaga praktyki i dostosowania do konkretnego zadania.
Niezbędne akcesoria: od butli z argonem i reduktora po przyłbicę i rękawice
Oprócz samej spawarki i elektrod wolframowych, potrzebujesz szeregu akcesoriów, aby bezpiecznie i efektywnie rozpocząć przygodę ze spawaniem TIG:
- Butla z argonem: To podstawowy gaz osłonowy. Upewnij się, że masz odpowiednią butlę z czystym argonem (najlepiej 4.8 lub 5.0).
- Reduktor ciśnienia z przepływomierzem: Niezbędny do regulacji ciśnienia i przepływu gazu z butli do uchwytu spawalniczego. Przepływomierz pozwala precyzyjnie ustawić ilość wypływającego gazu.
- Uchwyt spawalniczy TIG (palnik): To narzędzie, w którym montuje się elektrodę wolframową. Dostępne są różne rozmiary i typy, z chłodzeniem gazowym lub wodnym.
- Druty spawalnicze (spoiwo): Dobrane do rodzaju materiału, który zamierzasz spawać (np. drut nierdzewny do stali nierdzewnej, drut aluminiowy do aluminium).
- Przyłbica spawalnicza: Absolutnie kluczowa dla ochrony oczu i twarzy. Najlepiej sprawdzi się przyłbica automatyczna, która sama ściemnia się po zajarzeniu łuku.
- Rękawice spawalnicze: Chronią dłonie przed wysoką temperaturą, promieniowaniem UV i iskrami. Wybierz cienkie, ale odporne rękawice, które zapewnią odpowiednie czucie.
- Odzież ochronna: Długie rękawy, spodnie z grubego materiału, niepalne ubranie to podstawa bezpieczeństwa.
- Szczotka druciana i szlifierka kątowa: Niezbędne do dokładnego przygotowania materiału przed spawaniem – usunięcia rdzy, farby, brudu i odtłuszczenia.
Technika spawania TIG dla początkujących: od teorii do pierwszej spoiny
Przygotowanie to 90% sukcesu: jak prawidłowo oczyścić materiał i naostrzyć elektrodę?
W spawaniu TIG panuje zasada, że przygotowanie to 90% sukcesu. Niezwykle ważne jest dokładne oczyszczenie materiału. Powierzchnie spawane muszą być wolne od rdzy, farby, oleju, smaru, brudu i wszelkich innych zanieczyszczeń. Nawet najmniejsza drobinka może spowodować porowatość, wtrącenia lub niestabilność łuku, drastycznie obniżając jakość spoiny. Użyj szczotki drucianej, szlifierki kątowej, a następnie odtłuść powierzchnię acetonem lub innym odpowiednim środkiem.
Równie istotne jest prawidłowe naostrzenie elektrody wolframowej. Ostrzymy ją na szlifierce z tarczą diamentową, wzdłuż osi elektrody, aby uzyskać ostry stożek. Optymalny kąt ostrzenia to zazwyczaj około 30-60 stopni, w zależności od grubości materiału i prądu. Ostre zakończenie elektrody zapewnia stabilny i skoncentrowany łuk, co jest kluczowe dla precyzji i głębokości przetopu. Pamiętaj, aby ostrzyć elektrodę zawsze na czystej tarczy, aby uniknąć zanieczyszczeń.
Ustawienie parametrów spawarki – jak dobrać prąd do grubości materiału?
Dobór odpowiednich parametrów spawarki to podstawa. Najważniejszym z nich jest natężenie prądu spawania, które musi być dostosowane do grubości materiału. Zbyt mały prąd nie zapewni wystarczającego przetopu, natomiast zbyt duży może prowadzić do przepalenia materiału, zwłaszcza cienkich blach. Ogólna zasada mówi, że na każdy milimetr grubości materiału potrzebujemy około 30-40 amperów prądu dla stali węglowej i nierdzewnej, oraz około 25-35 amperów dla aluminium (przy prądzie AC). Na przykład, do spawania blachy stalowej o grubości 2 mm, będziesz potrzebować około 60-80A. Pamiętaj, że są to wartości orientacyjne – ostateczne ustawienia zależą od rodzaju materiału, jego stopu, pozycji spawania, rodzaju gazu osłonowego, a nawet od Twojego doświadczenia. Zawsze warto zacząć od niższych wartości i stopniowo je zwiększać.
Prawidłowy ruch ręki: jak prowadzić palnik i podawać drut, by uzyskać idealne jeziorko?
Prawidłowy ruch ręki to esencja spawania TIG. Kluczem jest stabilność i precyzja. Palnik należy prowadzić płynnym, jednostajnym ruchem, utrzymując stały odstęp elektrody od materiału (zazwyczaj 1-3 mm) oraz stały kąt nachylenia (około 70-80 stopni do powierzchni). Drugą ręką, w sposób rytmiczny i kontrolowany, podajemy drut spawalniczy do jeziorka. Drut powinien być dodawany małymi porcjami, w momencie, gdy jeziorko jest odpowiednio roztopione. Cały czas musisz obserwować jeziorko spawalnicze – to ono jest Twoim wskaźnikiem. Jego wielkość, kształt i kolor mówią Ci, czy prąd jest odpowiedni, czy ruch jest stabilny i czy spoiwo jest dodawane we właściwym tempie. Ćwicz na sucho, bez prądu, aby wypracować płynność ruchów, zanim zaczniesz spawać.
Najczęstsze błędy początkujących i proste sposoby, jak ich unikać
Każdy początkujący spawacz TIG popełnia błędy, ale kluczem jest ich świadomość i umiejętność korygowania:- Zbyt szybkie prowadzenie palnika: Skutkuje płytkim przetopem i słabą spoiną. Zwolnij tempo, daj metalowi czas na stopienie się.
- Za duży/za mały prąd: Za duży prąd przepala materiał, za mały nie topi go wystarczająco. Eksperymentuj z ustawieniami na próbkach, zaczynając od niższych wartości.
- Zanieczyszczenie elektrody przez dotknięcie jeziorka: To bardzo częsty błąd. Wymaga przerwania spawania, naostrzenia elektrody i ponownego startu. Ćwicz utrzymywanie stałego odstępu.
- Niewystarczająca osłona gazowa: Powoduje utlenianie spoiny i porowatość. Sprawdź przepływ gazu, upewnij się, że dysza jest czysta i nie ma przeciągów.
- Niewłaściwe przygotowanie materiału: Brudna powierzchnia to gwarancja słabej spoiny. Zawsze dokładnie czyść i odtłuszczaj materiał przed spawaniem.
- Brak stabilności ręki: Prowadzi do nierównych spoin i trudności w kontrolowaniu jeziorka. Używaj podpórek, opieraj rękę, ćwicz precyzję ruchów.
Czy nauka spawania TIG jest trudna? Droga od amatora do profesjonalisty
Samodzielna nauka w garażu: czy to możliwe i jakich efektów się spodziewać?
Samodzielna nauka spawania TIG w warunkach domowych, na przykład w garażu, jest jak najbardziej możliwa, ale wymaga ogromnej cierpliwości, determinacji i gotowości na wiele prób i błędów. Dostęp do materiałów edukacyjnych – książek, filmów instruktażowych na YouTube, forów internetowych – jest dziś nieograniczony, co ułatwia zdobywanie wiedzy. Musisz jednak być świadomy, że początkowe efekty mogą być dalekie od perfekcji. TIG to metoda, która wymaga wypracowania pamięci mięśniowej, precyzji i wyczucia. Ważne jest, aby zacząć od prostych zadań, na cienkich blachach, i stopniowo zwiększać poziom trudności. Kluczowe jest również bezwzględne przestrzeganie zasad bezpieczeństwa, nawet w domowym warsztacie.
Przeczytaj również: Elektrody EB 150 - Zastosowanie w wymagających konstrukcjach
Kurs spawacza TIG (141): ile kosztuje, jak długo trwa i czy warto w niego zainwestować?
Dla tych, którzy chcą szybko i efektywnie opanować spawanie TIG, a także uzyskać oficjalne uprawnienia, profesjonalny kurs spawacza TIG (metoda 141) jest doskonałą inwestycją. Koszty takiego kursu w Polsce wahają się zazwyczaj od 2000 do 5000 zł, w zależności od ośrodka szkoleniowego i zakresu uprawnień (np. spawanie blach, rur, różnych grup materiałowych). Czas trwania kursu to zazwyczaj kilka tygodni, intensywnych zajęć praktycznych i teoretycznych.
Inwestycja w profesjonalne szkolenie ma wiele korzyści: nauka odbywa się pod okiem doświadczonych instruktorów, co pozwala na szybkie wyeliminowanie błędów i wypracowanie prawidłowych nawyków. Masz dostęp do profesjonalnego sprzętu i materiałów, a także zdobywasz certyfikację, która jest uznawana w przemyśle. To znacznie przyspiesza naukę, zwiększa bezpieczeństwo i otwiera drogę do bardziej zaawansowanych projektów, a nawet kariery zawodowej. Jeśli poważnie myślisz o spawaniu TIG, kurs jest zdecydowanie wart rozważenia.