Spoina 1/2 V: Precyzja i norma w spawalnictwie
- Spoina "1/2 V" to potoczne określenie złącza czołowego z jednostronnym ukosowaniem krawędzi, tworzącego rowek w kształcie litery V.
- Norma PN-EN ISO 9692-1 standaryzuje geometrię takich złączy, kluczową dla jakości i bezpieczeństwa.
- Kluczowe parametry geometryczne to kąt ukosowania (α), próg (g) i odstęp (b), decydujące o pełnym przetopie.
- Stosowana jest do łączenia doczołowego blach i rur o średnich grubościach, zwłaszcza gdy dostęp do złącza jest tylko z jednej strony.
- Złącze typu "V" powstaje przez połączenie dwóch elementów ukosowanych na "1/2 V".
Czym jest spoina "1/2 V" i dlaczego jej poprawne rozumienie jest kluczowe
W świecie spawalnictwa precyzja jest wszystkim. Każdy spawacz, inżynier czy inspektor jakości wie, że od drobnych detali zależy nie tylko estetyka, ale przede wszystkim bezpieczeństwo i trwałość konstrukcji. Spoina "1/2 V" to termin, który choć potoczny, jest głęboko zakorzeniony w praktyce i odnosi się do jednego z fundamentalnych przygotowań złączy czołowych. Zrozumienie jego istoty, a także norm, które nim rządzą, jest absolutnie kluczowe dla każdego, kto chce tworzyć spoiny o najwyższej jakości.
Rozszyfrowanie terminologii: Czy "1/2 V" to oficjalne oznaczenie według norm PN-EN
Kiedy mówimy o "spoinie 1/2 V", mamy na myśli jednostronne ukosowanie krawędzi, które ma na celu przygotowanie materiału do spawania. Choć termin "1/2 V" jest powszechnie używany w warsztatach i na budowach, warto pamiętać, że jest to określenie potoczne. Oficjalne normy, takie jak PN-EN ISO 9692-1 ("Spawanie i procesy pokrewne. Zalecenia dotyczące przygotowania złączy. Część 1: Spawanie łukowe stali"), precyzyjnie standaryzują geometrię złączy, ale nie używają dosłownie frazy "1/2 V" jako symbolu złącza. Zgodnie z normą, "1/2 V" oznacza przygotowanie jednej krawędzi elementu w kształcie połowy litery V, podczas gdy całe złącze typu "V" powstaje przez złożenie dwóch takich ukosowanych elementów.Według Tenslab, prawidłowe przygotowanie krawędzi jest kluczowe dla uzyskania pełnego przetopu i pełnowartościowej spoiny. To właśnie te normy i precyzyjne definicje pozwalają nam mówić wspólnym językiem technicznym i zapewnić powtarzalność oraz jakość w procesie spawania.
Spoina V (jednostronna) vs. spoina X (dwustronna) – kiedy i dlaczego wybrać konkretne rozwiązanie
Wybór między spoiną V (jednostronną) a spoiną X (dwustronną, czasem nazywaną K) to jedna z podstawowych decyzji, którą podejmujemy na etapie projektowania lub przygotowania do spawania. Każde z tych rozwiązań ma swoje zalety i wady, a ich zastosowanie zależy od wielu czynników. Spoina V, której dotyczy nasz artykuł, jest idealna, gdy dostęp do złącza jest możliwy tylko z jednej strony. Wymaga ona jednak większej liczby ściegów wypełniających i może generować większe odkształcenia ze względu na jednostronne nagrzewanie materiału. Z kolei spoina X, wymagająca dostępu z obu stron, pozwala na spawanie zrównoważone, co minimalizuje odkształcenia i często skraca czas pracy, zwłaszcza przy grubszych materiałach. Poniższa tabela podsumowuje kluczowe różnice:
| Kryterium | Spoina V (jednostronna) | Spoina X (dwustronna) |
|---|---|---|
| Dostęp | Jednostronny | Dwustronny |
| Grubość materiału | Średnie grubości | Duże grubości |
| Odkształcenia | Większe ryzyko jednostronnych odkształceń | Mniejsze odkształcenia dzięki zrównoważonemu spawaniu |
| Liczba ściegów | Zazwyczaj więcej ściegów wypełniających | Mniej ściegów wypełniających, szybsze spawanie |
| Koszt przygotowania | Niższy (jednostronne ukosowanie) | Wyższy (dwustronne ukosowanie) |
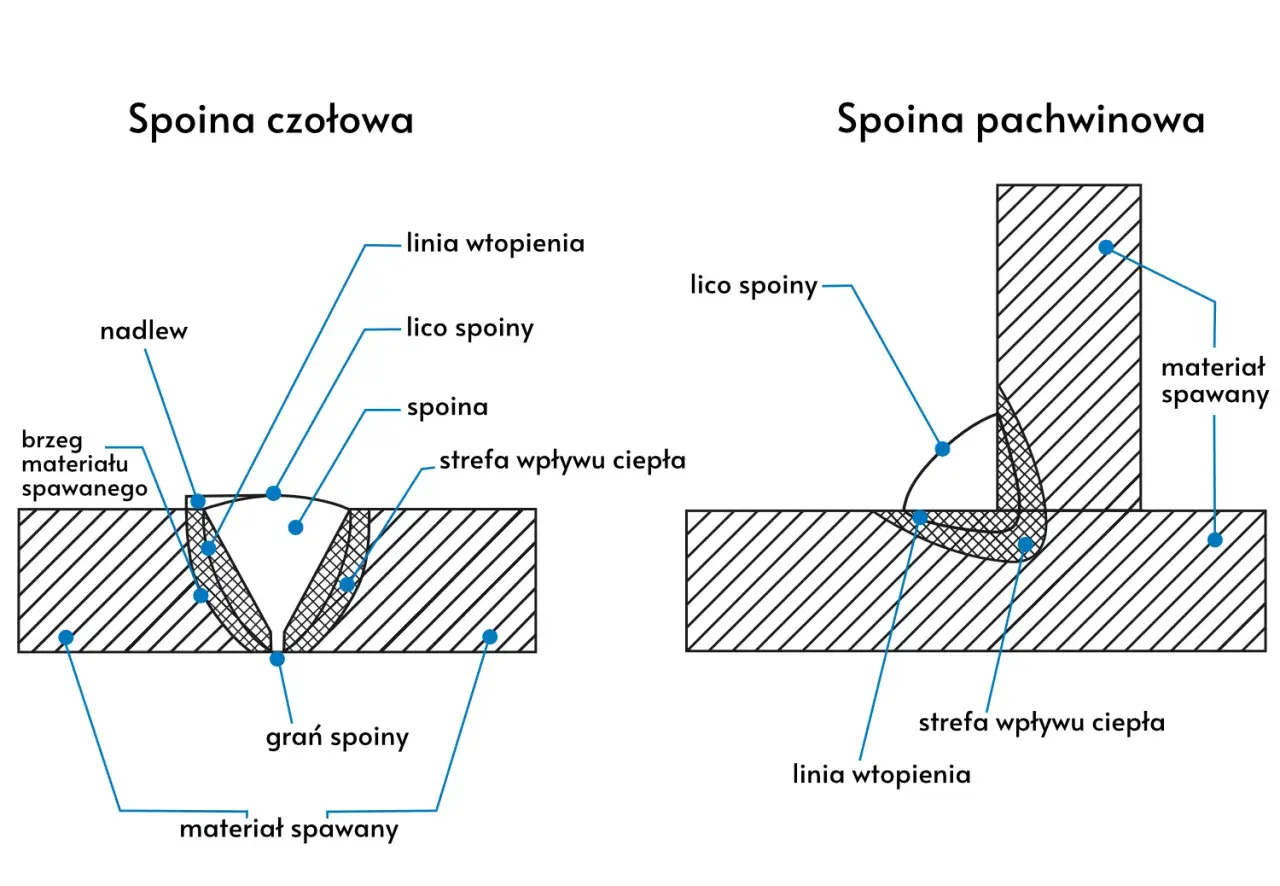
Wizualizacja złącza: Jak wygląda prawidłowe przygotowanie krawędzi na rysunku technicznym
Na rysunkach technicznych prawidłowe przedstawienie przygotowania krawędzi pod spoinę "1/2 V" i "V" jest absolutnie fundamentalne. To właśnie te oznaczenia są językiem, którym komunikujemy się ze spawaczem i kontrolą jakości. Kluczowe parametry, które muszą być precyzyjnie określone i zwymiarowane, to: kąt ukosowania (α), próg (g) oraz odstęp (b). Kąt ukosowania to sumaryczny kąt rozwarcia rowka spawalniczego, próg to wysokość nieukosowanej części czoła krawędzi, a odstęp to szczelina między łączonymi elementami. Te trzy wymiary, precyzyjnie określone w normach, decydują o tym, czy spawacz będzie w stanie wykonać spoinę o pełnym przetopie i wymaganej jakości. Ich dokładne przestrzeganie jest pierwszym krokiem do sukcesu w spawaniu.
Geometria idealnego złącza V: Przewodnik krok po kroku
Geometria złącza V to nie tylko zestaw wymiarów, ale przede wszystkim precyzyjnie zaprojektowany kształt, który ma umożliwić spawaczowi uzyskanie pełnego przetopu i optymalnych właściwości mechanicznych spoiny. Każdy element geometryczny – kąt ukosowania, próg i odstęp – pełni kluczową rolę i musi być traktowany z najwyższą starannością. To właśnie te parametry decydują o tym, czy proces spawania będzie przebiegał płynnie, a gotowa spoina spełni wszystkie wymagania.
Kąt ukosowania (α) – jak grubość materiału wpływa na optymalny kąt rowka
Kąt ukosowania (α) jest jednym z najważniejszych parametrów geometrycznych złącza V. Jest to sumaryczny kąt rozwarcia rowka spawalniczego i jego głównym zadaniem jest zapewnienie odpowiedniego dostępu do dna rowka, co umożliwia uzyskanie pełnego przetopu. Wybór optymalnego kąta zależy przede wszystkim od grubości materiału. Dla cieńszych blach, na przykład o grubości 6-12 mm, często stosuje się kąty w zakresie 60-70 stopni. Pozwala to na łatwe dotarcie elektrody do dna i efektywne wypełnienie rowka. W przypadku grubszych blach, np. powyżej 12 mm, kąt ukosowania może być nieco mniejszy, w zakresie 45-60 stopni. Ważne jest, aby kąt ten był na tyle duży, by umożliwić swobodne operowanie elektrodą lub drutem spawalniczym, ale jednocześnie nie za duży, aby niepotrzebnie zwiększać objętość spoiny, co prowadzi do większych odkształceń i zużycia materiału dodatkowego. Prawidłowo dobrany kąt to gwarancja pełnego przetopu i minimalizacji wad.
Próg (g) i odstęp (b) – dlaczego te dwa wymiary decydują o jakości przetopu
Próg (g) i odstęp (b) to dwa, często niedoceniane, ale niezwykle ważne parametry, które mają bezpośredni wpływ na jakość przetopu i stabilność procesu spawania. Próg (g) to wysokość nieukosowanej, pionowej części czoła przygotowanej krawędzi. Działa on jak bariera, która pomaga kontrolować przetop i zapobiega nadmiernemu przepaleniu materiału. Zbyt duży próg utrudni uzyskanie pełnego przetopu, natomiast zbyt mały zwiększy ryzyko przepalenia i osiadania spoiny. Odstęp (b) to szczelina pomiędzy łączonymi elementami przed spawaniem. Jego precyzyjne ustawienie jest kluczowe dla kontroli jeziorka spawalniczego i głębokości wtopienia. Zbyt duży odstęp może prowadzić do nadmiernego przetopu i trudności w utrzymaniu stabilnego jeziorka, natomiast zbyt mały utrudni uzyskanie pełnego przetopu i może prowadzić do braku wtopienia. Pamiętam, jak na początku mojej kariery, bagatelizowanie tych wymiarów często kończyło się poprawkami. Precyzyjne ustawienie progu i odstępu to podstawa sukcesu, szczególnie przy warstwie graniowej.
Najczęstsze błędy przy trasowaniu i cięciu, które zrujnują Twoją spoinę
- Nierówne ukosowanie: Powoduje zmienną geometrię rowka, utrudniając równomierne wtopienie i prowadząc do braku przetopu lub przepaleń.
- Zbyt duży lub zbyt mały próg: Zbyt duży próg utrudnia uzyskanie pełnego przetopu, zbyt mały zwiększa ryzyko przepalenia i osiadania spoiny.
- Zmienny odstęp: Prowadzi do niestabilności jeziorka spawalniczego, trudności w kontroli przetopu i powstawania wad.
- Niewłaściwy kąt ukosowania: Zbyt mały kąt uniemożliwia dostęp elektrody/drutu do dna rowka, zbyt duży zwiększa zużycie materiału i odkształcenia.
- Zanieczyszczenia krawędzi: Olej, rdza, farba na krawędziach ukosowania prowadzą do porowatości, pęcherzy i obniżenia wytrzymałości spoiny.
Praktyczne zastosowanie spoin czołowych typu V
Spoiny czołowe typu V, dzięki swojej uniwersalności i możliwości zapewnienia pełnego przetopu, znajdują szerokie zastosowanie w wielu gałęziach przemysłu. Ich rola jest nie do przecenienia wszędzie tam, gdzie wymagana jest wysoka wytrzymałość, szczelność i bezpieczeństwo połączeń. Od budownictwa, przez przemysł ciężki, aż po specjalistyczne konstrukcje – spoina V jest często wyborem numer jeden, zwłaszcza przy łączeniu doczołowym blach i rur o średnich grubościach.
Konstrukcje stalowe: Odpowiedzialne połączenia w budownictwie
W budownictwie, gdzie stal jest podstawowym materiałem konstrukcyjnym, spoiny V są absolutnie kluczowe. Stosuje się je do łączenia elementów nośnych, takich jak dźwigary, ramy, słupy czy belki, gdzie każde połączenie musi przenieść ogromne obciążenia. W tych zastosowaniach pełna penetracja i wysoka jakość spoiny są niepodważalnym wymogiem. Brak przetopu czy inne wady w spoinach V w konstrukcjach budowlanych mogą mieć katastrofalne skutki. Dlatego też, spoiny te podlegają rygorystycznym inspekcjom, często z wykorzystaniem zaawansowanych metod badań nieniszczących, aby zapewnić najwyższy poziom bezpieczeństwa i zgodność z normami.
Rurociągi i zbiorniki ciśnieniowe: Gdzie spoina V jest niezastąpiona
Przemysł rurociągowy i budowa zbiorników ciśnieniowych to kolejne obszary, gdzie spoina V odgrywa niezastąpioną rolę. W tych zastosowaniach kluczowe są szczelność, wytrzymałość na wysokie ciśnienie oraz odporność na zmęczenie materiału. Spoina V, dzięki możliwości uzyskania pełnego przetopu, doskonale spełnia te wymagania. Niezależnie od tego, czy spawamy rurociągi przesyłające gaz, ropę, czy też konstruujemy zbiorniki na ciecze pod ciśnieniem, odpowiednio wykonana spoina V gwarantuje integralność i bezpieczeństwo całego systemu. W tym kontekście, precyzyjne przygotowanie złącza i technika spawania są absolutnie krytyczne.
Ograniczenia metody: Kiedy należy zrezygnować ze spoiny V na rzecz innych rozwiązań
- Bardzo grube materiały: Przy grubościach powyżej 20-25 mm, spoina V wymaga bardzo wielu ściegów, co generuje duże odkształcenia i naprężenia. Lepszym rozwiązaniem są złącza X, U lub podwójne V.
- Dostęp dwustronny: Jeśli dostęp jest możliwy z obu stron, spoina X jest bardziej efektywna, redukuje odkształcenia i przyspiesza proces spawania.
- Wymagania estetyczne: W niektórych zastosowaniach, gdzie estetyka jest kluczowa, inne typy złączy mogą być preferowane ze względu na mniejszą widoczność spoiny lub łatwiejsze wykończenie.
- Minimalizacja odkształceń: W konstrukcjach wrażliwych na odkształcenia, złącza X lub U oferują lepszą kontrolę nad naprężeniami.
- Specyficzne warunki obciążenia: W przypadku bardzo specyficznych obciążeń dynamicznych lub zmęczeniowych, inne geometrie złączy mogą oferować lepszą charakterystykę wytrzymałościową.
Technika spawania spoiny V: Od warstwy graniowej do lica
Spawanie spoiny V, zwłaszcza w przypadku złączy wymagających pełnego przetopu, to proces wielościegowy, który wymaga od spawacza nie tylko umiejętności, ale i głębokiego zrozumienia metalurgii oraz mechaniki spawania. Każdy etap, od ułożenia pierwszej warstwy graniowej po wykończenie lica, ma swoje specyficzne wyzwania i wymaga precyzyjnej kontroli parametrów. Jako doświadczony spawacz, zawsze powtarzam, że to właśnie te detale decydują o finalnej jakości i trwałości połączenia.
Sekrety idealnej warstwy graniowej – jak uzyskać pełny przetop bez podkładki
Warstwa graniowa to fundament całej spoiny V. Jej prawidłowe wykonanie jest absolutnie kluczowe dla uzyskania pełnego przetopu, zwłaszcza gdy nie stosujemy podkładki. Sekret tkwi w precyzyjnej kontroli parametrów spawania: odpowiedni prąd, napięcie, prędkość posuwu oraz technika prowadzenia elektrody lub drutu. Moim zdaniem, najważniejsze jest utrzymanie stabilnego i krótkiego łuku, który pozwoli na kontrolowane przetopienie dna rowka bez nadmiernego przepalenia materiału. Należy unikać zbyt szybkiego posuwu, który może prowadzić do braku przetopu, oraz zbyt wolnego, który zwiększa ryzyko przepalenia i nadmiernego "zwisu" przetopu. Czystość krawędzi i precyzyjne ustawienie elementów (odstęp i próg) są tutaj niezmiernie ważne. Pamiętajmy, że dobrze wykonana warstwa graniowa to połowa sukcesu.
Spawanie wielościegowe: Technika układania kolejnych warstw wypełniających
Po ułożeniu warstwy graniowej przechodzimy do spawania wielościegowego, czyli sukcesywnego wypełniania rowka kolejnymi warstwami spoiwa. Celem jest uzyskanie równomiernego wypełnienia i uniknięcie wad. Oto kroki, które zawsze stosuję:
- Przygotowanie powierzchni: Po wykonaniu warstwy graniowej, dokładnie oczyść ją z żużla, odprysków i tlenków za pomocą szczotki drucianej lub szlifierki. Czystość międzyściegowa to podstawa.
- Układanie ściegów wypełniających: Rozpocznij układanie kolejnych ściegów, wypełniając rowek od dna ku górze. Stosuj technikę "ściegu prostego" lub "wahadłowego", w zależności od szerokości rowka i preferencji. Ważne jest, aby każdy ścieg był odpowiednio wtopiony w poprzedni i w krawędzie rowka.
- Kontrola geometrii: Upewnij się, że każdy ścieg jest równomiernie ułożony i prawidłowo stapia się z poprzednim oraz z krawędziami rowka. Unikaj nadmiernego nawisu lub wklęsłości, które mogą prowadzić do pułapek żużlowych.
- Czyszczenie międzyściegowe: Po każdym ściegu dokładnie oczyść powierzchnię, aby usunąć żużel i zapobiec wtrąceniom. To jest moment, w którym wiele osób popełnia błąd, spiesząc się.
- Kontrola temperatury międzyściegowej: Monitoruj temperaturę między kolejnymi ściegami, aby uniknąć przegrzania materiału, co może prowadzić do pęknięć lub obniżenia właściwości mechanicznych.
- Warstwa lica: Ostatnia warstwa powinna mieć estetyczny wygląd, odpowiednią wysokość i płynne przejście do materiału bazowego, bez podcięć czy nadmiernych wypukłości. To ona jest wizytówką naszej pracy.
Dobór parametrów dla popularnych metod (MAG 135, TIG 141, MMA 111)
Dobór odpowiednich parametrów spawania jest kluczowy dla każdej metody i typu złącza. Poniżej przedstawiam ogólne wytyczne dla spoiny V, pamiętając, że są to wartości orientacyjne, które zawsze należy dostosować do konkretnego materiału, grubości, pozycji spawania i typu spoiwa. Zawsze zalecam wykonanie próbnego spawania, aby zoptymalizować parametry.
| Metoda | Prąd (A) | Napięcie (V) | Gaz/Elektroda | Uwagi |
|---|---|---|---|---|
| MAG 135 | 80-250 | 18-28 | Ar+CO2 (82/18%) | Duża wydajność, dobra penetracja; dla stali niestopowych. |
| TIG 141 | 60-200 | 10-18 | Argon (100%) | Wysoka jakość i precyzja; dla stali nierdzewnych i aluminium. |
| MMA 111 | 70-180 | 20-30 | Elektrody otulone | Wszechstronna, dobra do prac terenowych; różne typy elektrod. |
Jak kontrolować temperaturę międzyściegową i unikać naprężeń
Kontrola temperatury międzyściegowej jest niezwykle ważna, zwłaszcza przy spawaniu stali wysokostopowych, grubych elementów lub w konstrukcjach o wysokich wymaganiach. Zbyt szybkie nagrzewanie i chłodzenie materiału może prowadzić do powstawania dużych naprężeń wewnętrznych, a w konsekwencji do pęknięć, zarówno zimnych, jak i gorących. Aby tego uniknąć, należy monitorować temperaturę materiału między kolejnymi ściegami. Można to robić za pomocą termometrów dotykowych, kredek termicznych lub pirometrów. Utrzymanie materiału w zalecanym zakresie temperatury międzyściegowej (często podawanym w specyfikacji WPS – Welding Procedure Specification) pozwala na kontrolowane rozpraszanie ciepła, minimalizując naprężenia i odkształcenia. Dla stali niestopowych zazwyczaj nie wymaga się specjalnego podgrzewania wstępnego, ale dla stali stopowych i grubych elementów jest to standardowa praktyka, która znacząco poprawia jakość i bezpieczeństwo połączenia. Pamiętaj, że według Tenslab, prawidłowa kontrola temperatury to jeden z kluczowych aspektów zapewnienia trwałości konstrukcji.Kontrola jakości i najgroźniejsze wady spoin typu V
Po zakończeniu spawania, równie ważna jak sam proces, jest kontrola jakości. Nawet najlepiej wykonana spoina może zawierać wady, które obniżają jej wytrzymałość i mogą prowadzić do awarii konstrukcji. Dlatego też, każdy spawacz i inspektor powinien znać metody kontroli oraz wiedzieć, jak rozpoznać i zapobiegać najgroźniejszym niezgodnościom w spoinach typu V. Moje doświadczenie pokazuje, że regularna i rygorystyczna kontrola jest nieodzownym elementem każdego projektu spawalniczego.
Inspekcja wizualna (VT): Na co zwrócić uwagę przed, w trakcie i po spawaniu
-
Przed spawaniem:
- Prawidłowe przygotowanie krawędzi (kąt ukosowania, próg, odstęp).
- Czystość powierzchni (brak rdzy, oleju, farby).
- Poprawne spasowanie elementów i ich unieruchomienie.
-
W trakcie spawania:
- Stabilność łuku i jeziorka spawalniczego.
- Równomierność przetopu (dla warstwy graniowej).
- Brak nadmiernych odprysków i przegrzewania materiału.
-
Po spawaniu:
- Kształt i wymiary lica spoiny (brak nadmiernej wypukłości/wklęsłości).
- Brak podcięć, pęknięć, porowatości, pęcherzy.
- Brak niezgodności kształtu (np. nierówny lico, nadmierne przewieszenie).
- Czystość spoiny (usunięcie żużla i odprysków).
Brak przetopu, przyklejenia i pęknięcia – jak rozpoznać i zapobiegać krytycznym niezgodnościom
Istnieją wady, które są szczególnie groźne i mogą znacząco obniżyć wytrzymałość złącza, prowadząc do katastrofalnych awarii. Trzy z nich zasługują na szczególną uwagę:
-
Brak przetopu:
- Rozpoznanie: Niewidoczne lub niepełne przetopienie materiału bazowego na dnie rowka. Często wymaga badań nieniszczących (np. RT, UT).
- Przyczyny: Zbyt mały prąd, zbyt duża prędkość spawania, niewłaściwy kąt ukosowania, zbyt duży próg, brak odpowiedniego odstępu.
- Zapobieganie: Optymalizacja parametrów spawania, precyzyjne przygotowanie krawędzi, odpowiednia technika prowadzenia elektrody/drutu, zwłaszcza przy warstwie graniowej.
-
Przyklejenia (brak wtopienia):
- Rozpoznanie: Brak połączenia spoiwa z materiałem bazowym lub między ściegami. Może być widoczne jako linia na powierzchni lub wykryte badaniami NDT.
- Przyczyny: Zbyt niska energia liniowa, niewystarczające oczyszczenie międzyściegowe, zbyt duża prędkość spawania, nieprawidłowy kąt elektrody.
- Zapobieganie: Zwiększenie energii liniowej, dokładne czyszczenie powierzchni przed spawaniem i między ściegami, prawidłowa technika spawania zapewniająca odpowiednie wtopienie.
-
Pęknięcia:
- Rozpoznanie: Widoczne lub ukryte szczeliny w spoinie lub strefie wpływu ciepła (SWC). Mogą być podłużne, poprzeczne, kraterowe.
- Przyczyny: Duże naprężenia spawalnicze, zbyt szybkie chłodzenie, niewłaściwy materiał dodatkowy, zanieczyszczenia, zbyt duża zawartość wodoru, niewłaściwa temperatura podgrzewania/międzyściegowa.
- Zapobieganie: Kontrola temperatury międzyściegowej, podgrzewanie wstępne, stosowanie odpowiednich materiałów dodatkowych, powolne chłodzenie, unikanie nadmiernych naprężeń poprzez odpowiednią kolejność spawania i mocowania.
Przeczytaj również: Prąd spawania - dobierz idealny i uniknij błędów
Proste metody badań nieniszczących, które możesz zastosować w warsztacie
Oprócz inspekcji wizualnej, istnieją proste metody badań nieniszczących (NDT), które można zastosować w warsztacie, aby zwiększyć pewność co do jakości spoiny:
- Badanie wizualne (VT): Podstawowa metoda, polegająca na oględzinach spoiny pod kątem wad powierzchniowych i niezgodności kształtu. Wymaga dobrego oświetlenia i doświadczenia inspektora. Jest to pierwszy i często najważniejszy etap kontroli.
- Badanie penetracyjne (PT): Służy do wykrywania wad powierzchniowych (pęknięć, porowatości) w materiałach niemagnetycznych. Polega na naniesieniu penetrantu, który wnika w wady, a następnie wywołaniu go deweloperem, który wyciąga penetrant na powierzchnię, uwidaczniając wady.
- Badanie magnetyczno-proszkowe (MT): Stosowane do wykrywania wad powierzchniowych i podpowierzchniowych w materiałach ferromagnetycznych. Wykorzystuje pole magnetyczne i proszek ferromagnetyczny, który gromadzi się w miejscach wad, tworząc widoczne wskazania.
- Badanie szczelności (LT): W przypadku zbiorników i rurociągów, proste testy szczelności (np. próba ciśnieniowa, test mydlinowy) mogą wykryć nieszczelności w spoinach. Polega na naniesieniu roztworu mydlanego na spoinę i obserwacji pęcherzyków powietrza pod ciśnieniem.