
Wiercenie w stali hartowanej to jedno z najbardziej wymagających zadań w obróbce materiałów, stawiające przed profesjonalistami i zaawansowanymi majsterkowiczami szereg wyzwań. Ten artykuł dostarczy kompleksowej wiedzy na temat wyboru odpowiednich wierteł, technik wiercenia oraz sposobów unikania typowych błędów, abyś mógł skutecznie i bezpiecznie przeprowadzić nawet najtrudniejsze prace.
Skuteczne wiercenie w stali hartowanej wymaga specjalistycznych wierteł i precyzyjnej techniki
- Stal hartowana charakteryzuje się wysoką twardością (powyżej 38 HRC), co wymaga narzędzi odpornych na ścieranie i wysoką temperaturę.
- Wiertła kobaltowe (HSS-Co) są dobrym wyborem do stali o twardości do 38 HRC, oferując równowagę między wydajnością a ceną.
- Wiertła z węglika spiekanego (VHM) są niezbędne do materiałów powyżej 40 HRC, ale wymagają sztywnego mocowania i precyzyjnych parametrów.
- Kluczowe dla sukcesu są: odpowiednia geometria ostrza (kąt 130°-140°), specjalistyczne powłoki (np. TiAlN) oraz niskie obroty z umiarkowanym posuwem.
- Niezędne jest skuteczne chłodzenie i kontrolowane odwiórowywanie, aby zapobiec przegrzewaniu i uszkodzeniu wiertła.

Dlaczego wiercenie w stali hartowanej to wyzwanie dla profesjonalistów?
Zanim zagłębimy się w szczegóły wyboru i technik, musimy zrozumieć, dlaczego stal hartowana jest tak kapryśnym materiałem do obróbki. To zrozumienie stanowi fundament dla wszystkich dalszych decyzji i pozwala uniknąć wielu frustracji.
Czym jest stal hartowana i dlaczego jej obróbka jest tak trudna?
Stal hartowana to materiał, który przeszedł specjalistyczną obróbkę cieplną, zwaną hartowaniem. Proces ten polega na nagrzewaniu stali do wysokiej temperatury, a następnie szybkim jej chłodzeniu (np. w oleju, wodzie czy powietrzu). W rezultacie zmienia się struktura krystaliczna stali, co prowadzi do drastycznego wzrostu jej twardości i odporności na ścieranie. Te pożądane cechy, choć korzystne w zastosowaniach konstrukcyjnych, stają się prawdziwym wyzwaniem podczas obróbki mechanicznej, takiej jak wiercenie. Tradycyjne wiertła, przeznaczone do stali miękkich lub stopowych, po prostu nie są w stanie skutecznie penetrować tak utwardzonej powierzchni, szybko się tępiąc lub przegrzewając.
Skutki użycia nieodpowiedniego wiertła – od zniszczenia narzędzia po uszkodzenie materiału
Próba wiercenia w stali hartowanej niewłaściwym wiertłem to prosta droga do problemów. Konsekwencje mogą być wielorakie i kosztowne. Najczęściej dochodzi do szybkiego stępienia lub spalenia wiertła, co czyni je bezużytecznym. W skrajnych przypadkach wiertło może pęknąć, stwarzając zagrożenie dla operatora i uszkadzając obrabiany materiał. Niska jakość otworu, jego niedokładne wymiary, a także straty czasu i pieniędzy to tylko niektóre z negatywnych skutków. Z mojego doświadczenia wynika, że odpowiedni dobór narzędzia to nie koszt, lecz inwestycja, która zwraca się w postaci efektywności, bezpieczeństwa i jakości wykonanej pracy.
Twardość w skali Rockwella (HRC) – kluczowy parametr, który musisz znać przed rozpoczęciem pracy
Kluczowym parametrem, który musisz znać przed przystąpieniem do wiercenia w stali hartowanej, jest jej twardość, wyrażana w skali Rockwella (HRC). Ta wartość określa odporność materiału na trwałe odkształcenia i jest absolutnie fundamentalna dla prawidłowego doboru wiertła i ustawienia parametrów wiercenia. Jak podają specjaliści, na przykład na stronie ebmia.pl, wiertła kobaltowe są skuteczne do stali o twardości do około 38 HRC, natomiast do materiałów o twardości powyżej 40 HRC, a nawet do 60-70 HRC, niezbędne są wiertła z węglika spiekanego. Znajomość HRC to pierwszy krok do sukcesu i uniknięcia niepotrzebnych problemów.
Dwa kluczowe typy wierteł do zadań specjalnych – które rozwiązanie jest dla Ciebie?
Skoro wiemy już, dlaczego stal hartowana jest tak wymagająca, pora przyjrzeć się narzędziom, które są w stanie sprostać temu wyzwaniu. Na rynku dominują dwa główne typy wierteł, z których każdy ma swoje specyficzne zastosowania i ograniczenia.
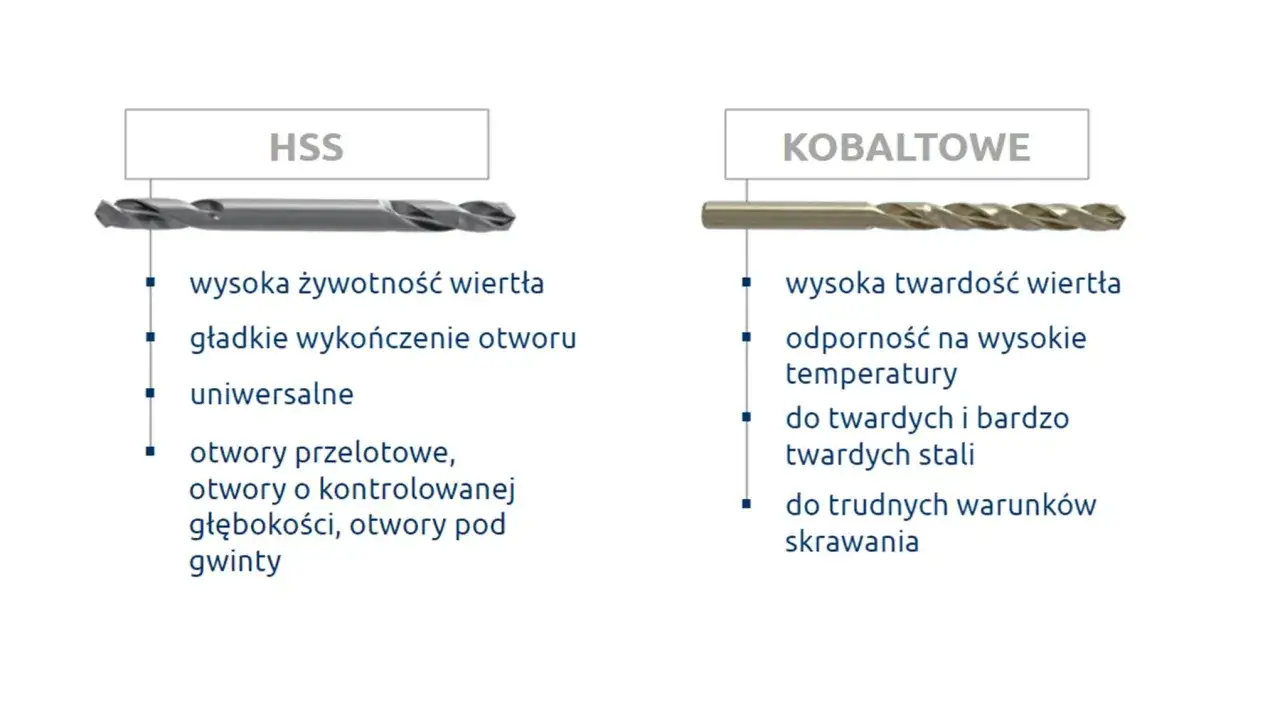
Wiertła kobaltowe (HSS-Co): Kiedy są najlepszym i ekonomicznym wyborem?
Wiertła kobaltowe, oznaczane jako HSS-Co, to ulepszona wersja standardowych wierteł ze stali szybkotnącej (HSS). Ich sekret tkwi w domieszce kobaltu, zazwyczaj w proporcji 5-8%. Kobalt znacząco zwiększa odporność wiertła na wysoką temperaturę i ścieranie, co jest kluczowe podczas obróbki twardych materiałów. Są one idealnym wyborem do wiercenia w stali nierdzewnej, stopowej, a także w stali hartowanej o twardości do około 38 HRC. Wiertła HSS-Co oferują dobrą równowagę między wydajnością a ceną, stanowiąc ekonomiczny wybór dla wielu zastosowań, gdzie nie jest wymagana ekstremalna twardość.
Wiertła z węglika spiekanego (VHM): Absolutna twardość do najtrudniejszych materiałów
Gdy stajemy przed zadaniem wiercenia w materiałach o twardości przekraczającej 40 HRC, a nawet sięgającej 60-70 HRC, wiertła z węglika spiekanego (VHM, często nazywane widiowymi) stają się absolutną koniecznością. Są one produkowane metodą metalurgii proszków, głównie z węglika wolframu i spoiwa, którym najczęściej jest kobalt. To właśnie ta unikalna kompozycja nadaje im wyjątkową twardość i odporność na ścieranie. Pamiętaj jednak, że ich ogromna twardość idzie w parze z większą kruchością. Wymagają one sztywnego mocowania, najlepiej w wiertarkach stołowych lub obrabiarkach CNC. Wiercenie "z ręki" wiertłem węglikowym jest wysoce ryzykowne i często kończy się złamaniem narzędzia.
Tabela porównawcza: Wiertła kobaltowe vs. węglikowe – zalety, wady i główne zastosowania
Aby ułatwić wybór, przygotowałem tabelę porównawczą, która zestawia kluczowe cechy obu typów wierteł:
| Cecha | Wiertła kobaltowe (HSS-Co) | Wiertła z węglika spiekanego (VHM) |
|---|---|---|
| Skład | Stal szybkotnąca z domieszką kobaltu (5-8%) | Węglik wolframu ze spoiwem (najczęściej kobalt) |
| Twardość obrabianego materiału | Do ok. 38 HRC | Powyżej 40 HRC (do 60-70 HRC) |
| Odporność na temperaturę | Wysoka, dzięki kobaltowi | Bardzo wysoka |
| Odporność na ścieranie | Wysoka | Wyjątkowa |
| Kruchość | Niska | Wysoka |
| Zalecane zastosowania | Stal nierdzewna, materiały o średniej twardości | Najtwardsze stale hartowane, żeliwo, materiały o wysokiej odporności na ścieranie |
| Wymagania sprzętowe | Możliwe wiercenie ręczne (z ostrożnością), wiertarki | Wymagane sztywne mocowanie (wiertarki stołowe, CNC), stabilna maszyna |
| Koszt | Umiarkowany | Wysoki |
Anatomia idealnego wiertła do stali hartowanej – na co zwrócić uwagę?
Wybór odpowiedniego materiału wiertła to dopiero początek. Równie ważna, a czasem nawet ważniejsza, jest jego konstrukcja. Detale takie jak geometria ostrza czy specjalistyczne powłoki mają ogromny wpływ na efektywność i trwałość narzędzia.
Geometria ostrza i kąt wierzchołkowy (130°-140°): Dlaczego to ma fundamentalne znaczenie?
Wiercenie w stali hartowanej wymaga specyficznej geometrii ostrza. Kluczowym elementem jest kąt wierzchołkowy, który w przypadku wierteł do twardych materiałów powinien wynosić od 130° do 140°. Taki większy kąt wierzchołkowy ma kilka zalet: ułatwia centrowanie wiertła na twardej powierzchni, redukuje siłę nacisku potrzebną do penetracji materiału i zwiększa efektywność skrawania. Ponadto, odpowiednio zaprojektowane rowki wiórowe są niezbędne do efektywnego odprowadzania wiórów, co zapobiega ich zakleszczaniu się i przegrzewaniu wiertła.
Magia powłok: Jak TiN, TiAlN i TiCN wydłużają żywotność i efektywność narzędzia?
Specjalistyczne powłoki to prawdziwa innowacja w technologii wierteł, znacząco zwiększająca ich wydajność i żywotność. Najczęściej spotykane to:
- TiN (azotek tytanu): Zwiększa twardość powierzchniową i odporność na ścieranie.
- TiCN (węglikoazotek tytanu): Oferuje jeszcze lepszą odporność na ścieranie niż TiN.
- TiAlN (azotek tytanowo-glinowy): Jest szczególnie polecany do pracy w wysokich temperaturach, nawet bez chłodzenia, dzięki swojej wyjątkowej odporności termicznej.
Uchwyt i sztywność: Dlaczego stabilność mocowania jest krytyczna dla sukcesu?
Niezależnie od tego, jak zaawansowane jest wiertło, jego skuteczność zostanie zniweczona, jeśli nie będzie odpowiednio zamocowane. Stabilne i sztywne mocowanie wiertła oraz obrabianego materiału jest absolutnie krytyczne, zwłaszcza przy pracy z kruchymi wiertłami z węglika spiekanego. Niestabilne mocowanie to prosta droga do złamania wiertła, uszkodzenia materiału, powstania błędów wymiarowych otworu, a co najważniejsze – zagrożenia dla bezpieczeństwa operatora. Dlatego zawsze zalecam użycie wiertarki stołowej lub obrabiarki CNC zamiast wiercenia ręcznego, które w przypadku stali hartowanej jest po prostu zbyt ryzykowne.
Jak prawidłowo wiercić w stali hartowanej? Przewodnik krok po kroku
Posiadanie odpowiedniego wiertła to połowa sukcesu. Druga połowa to umiejętność jego prawidłowego użycia. Wiercenie w stali hartowanej wymaga precyzji i przestrzegania określonych zasad, aby osiągnąć zamierzony efekt bez uszkodzenia narzędzia czy materiału.
Dobór parametrów: Jak ustawić prędkość obrotową i posuw, by nie spalić wiertła?
Jednym z najczęstszych błędów jest stosowanie zbyt wysokich prędkości obrotowych. Wiercenie w stali hartowanej wymaga niskiej prędkości obrotowej i umiarkowanego, stałego posuwu (nacisku). Zbyt wysokie obroty prowadzą do natychmiastowego przegrzania i stępienia krawędzi skrawających wiertła, co w konsekwencji może je spalić. Z kolei zbyt mały posuw powoduje tarcie i polerowanie zamiast efektywnego skrawania. Ogólna zasada jest taka, że im twardszy materiał i większa średnica wiertła, tym niższe obroty i większy, ale kontrolowany posuw. Pamiętaj, aby wiertło zawsze "wgryzało" się w materiał.Chłodzenie to podstawa: Jak i kiedy stosować chłodziwo, a kiedy można wiercić na sucho?
Rola chłodzenia w procesie wiercenia stali hartowanej jest nie do przecenienia. Chłodziwo (olej do wiercenia, emulsja) pełni kilka kluczowych funkcji: odprowadza ciepło generowane podczas skrawania, smaruje powierzchnie styku, zmniejszając tarcie, oraz ułatwia usuwanie wiórów. Wszystko to znacząco wydłuża żywotność narzędzia. Chłodzenie jest absolutnie niezbędne w większości przypadków. Istnieją jednak wyjątki – wiertła z zaawansowanymi powłokami, takimi jak TiAlN, są zaprojektowane do pracy w wysokich temperaturach i mogą być używane na sucho, choć i wtedy warto monitorować temperaturę.Technika ma znaczenie: Rola nawiercania i proces kontrolowanego odwiórowywania
Prawidłowa technika wiercenia zaczyna się od nawiercania (pilotowania). Użycie mniejszego wiertła do wykonania płytkiego otworu prowadzącego pozwala na precyzyjne pozycjonowanie i ułatwia pracę większemu wiertłu, redukując jego bicie i ryzyko złamania. Niezwykle istotny jest również proces kontrolowanego odwiórowywania. Przy głębszych otworach konieczne jest okresowe wycofywanie wiertła z otworu. Pozwala to na usunięcie nagromadzonych wiórów, które w przeciwnym razie mogłyby zakleszczyć się, powodując przegrzewanie i uszkodzenie wiertła lub otworu. To prosta, ale bardzo skuteczna praktyka.
Bezpieczeństwo przede wszystkim: Stabilne mocowanie materiału i ochrona osobista
Praca z twardymi materiałami i szybko obracającymi się narzędziami zawsze wiąże się z ryzykiem. Dlatego bezpieczeństwo musi być priorytetem. Upewnij się, że obrabiany materiał jest stabilnie i pewnie zamocowany w imadle lub uchwycie – nigdy nie trzymaj go ręką! Niezbędne są również środki ochrony osobistej: okulary ochronne chroniące oczy przed odpryskami, a także odpowiedni ubiór, który nie zostanie wciągnięty przez maszynę. Rękawice mogą być używane, jeśli nie kolidują z bezpieczną pracą z obracającym się narzędziem, w przeciwnym razie lepiej z nich zrezygnować.
Najczęstsze błędy podczas wiercenia w twardej stali i jak ich skutecznie unikać
Nawet z najlepszymi narzędziami i wiedzą, błędy mogą się zdarzyć. Kluczem jest umiejętność ich rozpoznawania i szybkiego reagowania. Oto najczęstsze problemy, z jakimi spotykam się w praktyce, i sprawdzone sposoby na ich unikanie.
Problem: Wiertło się pali lub natychmiast tępi. Rozwiązanie: Weryfikacja obrotów i chłodzenia.
To jeden z najczęstszych sygnałów, że coś jest nie tak. Wiertło, które szybko się przegrzewa, dymi lub traci ostrość, niemal zawsze świadczy o zbyt wysokiej prędkości obrotowej lub braku/niewystarczającym chłodzeniu. Pamiętaj, wiertło ma skrawać, a nie trzeć. Rozwiązaniem jest natychmiastowe zmniejszenie obrotów maszyny i upewnienie się, że chłodziwo jest dostarczane w odpowiedniej ilości i we właściwe miejsce. Często wystarczy korekta tych dwóch parametrów, aby znacząco poprawić sytuację.
Problem: Wiertło pęka lub się kruszy. Rozwiązanie: Analiza stabilności, posuwu i typu wiertła.
Pęknięcie lub ukruszenie wiertła, szczególnie węglikowego, to frustrujące doświadczenie. Przyczyną może być zbyt duży posuw (nacisk), który przekracza wytrzymałość narzędzia, niestabilne mocowanie materiału lub samego wiertła, a także wibracje maszyny. Upewnij się, że wiertło jest prawidłowo dobrane do twardości materiału (patrz tabela porównawcza HSS-Co vs VHM). Zmniejsz posuw, sprawdź sztywność mocowania i wyeliminuj wszelkie wibracje. Czasem problem leży w zużytych łożyskach wiertarki – warto to sprawdzić.
Problem: Niska jakość i nierówne krawędzie otworu. Rozwiązanie: Sprawdzenie ostrości i geometrii wiertła.
Otwory o niskiej jakości – z zadziorami, nierównymi krawędziami lub niewłaściwą średnicą – wskazują na problem z samym narzędziem lub techniką. Najczęstszym winowajcą jest stępione wiertło, które zamiast skrawać, zaczyna "szarpać" materiał. Inną przyczyną może być nieprawidłowa geometria ostrza (np. zbyt mały kąt wierzchołkowy) lub niewystarczające odprowadzanie wiórów. Regularnie sprawdzaj ostrość wiertła, upewnij się, że jego geometria jest odpowiednia dla stali hartowanej i stosuj prawidłową technikę odwiórowywania. Czasem wystarczy naostrzyć wiertło, by odzyskało pełną sprawność.
Zakup, konserwacja i regeneracja – jak mądrze zarządzać swoimi narzędziami?
Inwestycja w specjalistyczne wiertła do stali hartowanej to jedno, ale równie ważne jest to, jak o nie dbamy i jak zarządzamy ich cyklem życia. Odpowiednie podejście do zakupu, konserwacji i ewentualnej regeneracji pozwoli Ci maksymalnie wykorzystać potencjał tych narzędzi.
Na co zwrócić uwagę przy zakupie? Renomowane marki i stosunek ceny do jakości
Kupując wiertła do stali hartowanej, nie oszczędzaj na jakości. W przypadku tak wymagających zastosowań, inwestycja w droższe, ale sprawdzone narzędzia renomowanych producentów zazwyczaj się opłaca. Markowe wiertła gwarantują precyzję wykonania, odpowiednią jakość materiałów i powłok, co przekłada się na ich dłuższą żywotność i lepsze wyniki pracy. Zwracaj uwagę na certyfikaty i szczegółowe specyfikacje techniczne, które potwierdzają przeznaczenie wiertła do twardych materiałów. Pamiętaj, że tanie zamienniki często zawodzą, generując większe straty niż początkowe oszczędności.Ostrzenie wierteł do stali hartowanej: Czy to się opłaca i jak to zrobić poprawnie?
Ostrzenie wierteł do stali hartowanej to zadanie trudne i wymagające dużej precyzji. Aby zachować oryginalną geometrię ostrza, która jest kluczowa dla efektywności, potrzebna jest specjalistyczna ostrzałka i doświadczenie. W przypadku wierteł kobaltowych ostrzenie jest często ekonomicznie uzasadnione, pod warunkiem, że zostanie wykonane poprawnie. Natomiast wiertła z węglika spiekanego są znacznie trudniejsze do naostrzenia; często wymaga to specjalistycznych ostrzałek diamentowych i w wielu przypadkach jest po prostu nieopłacalne. Zanim zdecydujesz się na ostrzenie, oceń koszt usługi w porównaniu do ceny nowego wiertła.
Przeczytaj również: Tarcza do szlifowania stali nierdzewnej - Czy na pewno masz dobrą?
Przechowywanie i konserwacja: Proste kroki, które znacząco wydłużą życie Twoich wierteł
Dobra konserwacja to podstawa długiej żywotności narzędzi. Po każdym użyciu dokładnie wyczyść wiertła z wiórów i resztek chłodziwa. Przechowuj je w oryginalnych opakowaniach, specjalnych kasetkach lub stojakach, aby zapobiec uszkodzeniom mechanicznym, takim jak stępienie krawędzi czy ukruszenia. Dodatkowo, wiertła, zwłaszcza te ze stali HSS-Co, warto pokryć cienką warstwą oleju, aby chronić je przed korozją. Te proste kroki, choć często niedoceniane, mogą znacząco wydłużyć żywotność Twoich wierteł i zapewnić ich gotowość do kolejnych, wymagających zadań.