
W metalu i materiałach powierzchnia decyduje o więcej, niż zwykle widać na pierwszy rzut oka. To właśnie ona przesądza, czy klej, lakier, powłoka albo uszczelniacz utrzymają się przez lata, czy zaczną odspajać się po pierwszych wibracjach, zmianach temperatury lub kontakcie z wilgocią.
Proces adhezyjny nie jest jedną magiczną cechą produktu, tylko sumą kilku warunków: czystości, energii powierzchniowej, chropowatości i zgodności materiałów. Poniżej rozkładam temat na praktyczne części: czym jest adhezja, co ją wzmacnia, jak przygotować metal i jak ocenić, czy połączenie ma szansę być trwałe.
Najważniejsze rzeczy, które warto wiedzieć o adhezji w metalu
- Czystość powierzchni zwykle daje większy efekt niż sama marka kleju czy farby.
- Na stali, aluminium i stali nierdzewnej problemem są przede wszystkim oleje, tlenki, pył i wilgoć.
- Najlepszy rezultat daje układ: odtłuszczenie, lekkie zmatowienie lub obróbka ścierna, odpylenie i szybka aplikacja.
- Adhezja jest kluczowa przy klejeniu, lakierowaniu, powłokach ochronnych, natrysku cieplnym i uszczelnianiu.
- Jeśli połączenie pracuje pod drganiami, w temperaturze albo w wilgoci, sama moc produktu nie wystarczy.
Czym jest adhezja i dlaczego w metalu nie chodzi tylko o sklejanie
Adhezja to przyczepność między różnymi materiałami na styku ich powierzchni. W praktyce oznacza to, że klej, lakier, powłoka czy uszczelniacz muszą nie tylko znaleźć się na metalu, ale jeszcze realnie z nim współpracować. Jeśli ta więź jest słaba, element może wyglądać poprawnie zaraz po montażu, a po czasie zacząć się łuszczyć, odspajać albo pękać na krawędziach.
Adhezja i kohezja to nie to samo
Adhezja dotyczy kontaktu między dwoma różnymi ciałami, a kohezja opisuje spójność wewnętrzną jednego materiału. To ważne rozróżnienie, bo klej może mieć świetną kohezję, a mimo to słabo trzymać się metalu, jeśli podłoże jest zabrudzone lub zbyt gładkie.
Przeczytaj również: Gatunki stali - Jak wybrać i uniknąć błędów inżynierskich?
Zwilżanie decyduje, czy ciecz dobrze siada na podłożu
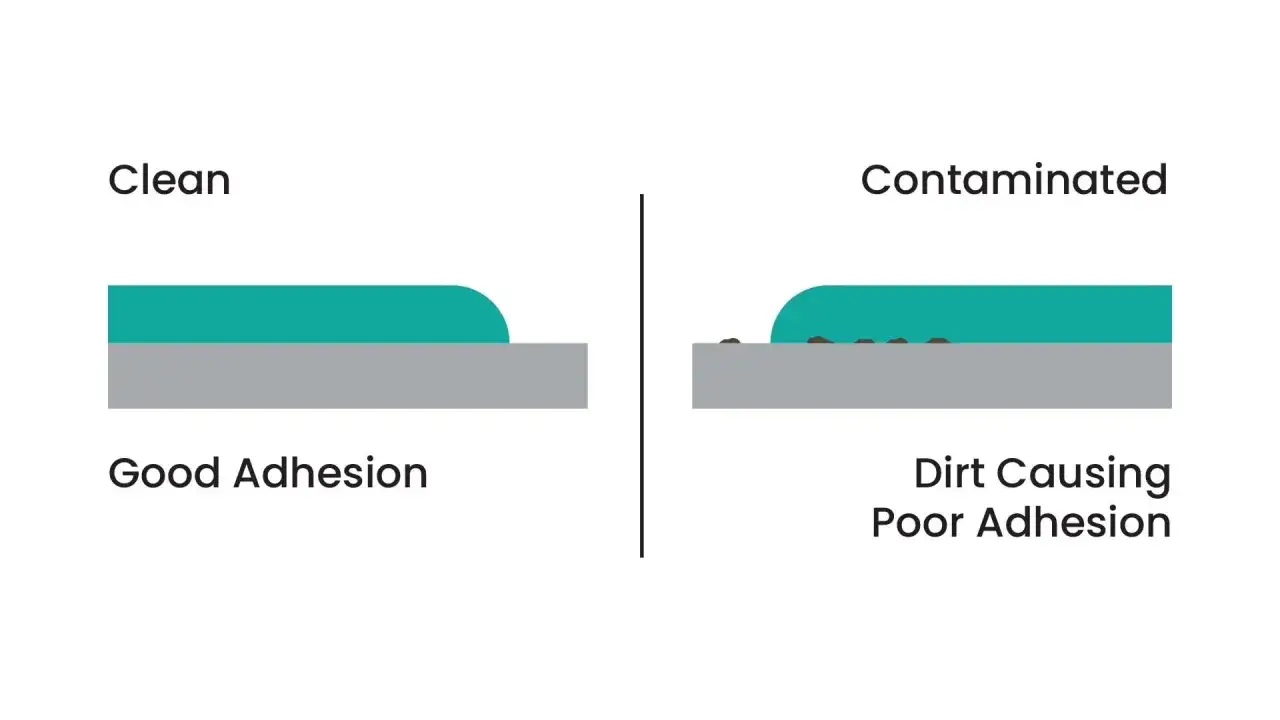
Gdy ciecz dobrze zwilża powierzchnię, rozlewa się równomiernie i ma większą szansę stworzyć trwały kontakt. Na metalach problemem bywają jednak tlenki, oleje obróbcze, kurz i odciski palców, bo tworzą cienką warstwę separującą. Ja zwykle patrzę na to tak: nie wystarczy, żeby materiał był mocny - musi jeszcze umieć dotrzeć do samej powierzchni podłoża.
Właśnie dlatego w warsztacie i w przemyśle temat wraca przy klejeniu, malowaniu, powłokach ochronnych i naprawach regeneracyjnych. Kiedy ten mechanizm zaczyna działać słabo, najczęściej winne są już konkretne warunki powierzchniowe, a nie sama idea połączenia.
Od czego naprawdę zależy przyczepność na powierzchni
W metalach najczęściej decydują nie pojedyncze parametry, tylko zestaw kilku drobnych błędów. Jedna plama oleju, nieodpowiednie odpylenie albo zbyt długie czekanie po zmatowieniu potrafią zrujnować wynik bardziej niż słabszy produkt. Ja najczęściej zaczynam więc od pytania nie o klej, tylko o stan podłoża.
| Materiał | Co najczęściej przeszkadza | Co zwykle pomaga |
|---|---|---|
| Stal węglowa | Olej, rdza, zgorzelina, pył po obróbce | Odtłuszczenie, obróbka ścierna, kontrola korozji, primer |
| Aluminium | Naturalna warstwa tlenku, smary, zabrudzenia po cięciu | Odtłuszczenie, lekkie zmatowienie, system dobrany do aluminium |
| Stal nierdzewna | Pasywna warstwa tlenków, niska energia powierzchniowa, ślady po dotyku | Aktywacja lub primer, precyzyjne czyszczenie, odpowiedni dobór chemii |
| Stal ocynkowana | Utlenienie cynku, pył, zbyt agresywna obróbka | Delikatne czyszczenie, kompatybilny system klejowy lub lakierniczy |
| Żeliwo | Porowatość, olej technologiczny, naloty korozyjne | Dokładne odtłuszczenie, oczyszczenie porów, kontrola chłonności |
Chropowatość pomaga tylko wtedy, gdy nie przykrywa brudu. Daje większą powierzchnię kontaktu, ale nie naprawi tłustej, zakurzonej albo utlenionej powierzchni. Równie ważne są temperatura i wilgotność: w niektórych systemach zbyt chłodne podłoże pogarsza zwilżanie, a zbyt duża wilgoć osłabia utwardzanie albo zostawia mikropęcherze.
- Czas od przygotowania do aplikacji ma znaczenie, bo czysta powierzchnia szybko łapie nowe zabrudzenia.
- Temperatura wpływa na rozpływ materiału i szybkość utwardzania.
- Wilgoć potrafi osłabić kleje i powłoki, a w skrajnych przypadkach zmienia sposób wiązania.
- Warstwa tlenku na aluminium i stali nierdzewnej często wymaga czegoś więcej niż samo przetarcie szmatką.
Jak podaje ASM International, sposób przygotowania powierzchni trzeba dobrać do rodzaju metalu, bo aluminium, stal czy tytan nie zachowują się tak samo. I to jest praktyczna wskazówka, nie teoria dla teorii - ten sam klej może działać dobrze na jednym podłożu, a na drugim wymagać już zupełnie innego przygotowania.
To właśnie te różnice decydują, czy związek będzie trwały, a następny krok to już konkretna procedura przygotowania.
Jak przygotować metal, żeby klej lub powłoka miały szansę się utrzymać
Według 3M sensowny porządek pracy jest prosty: najpierw czyszczenie, potem obróbka ścierna, na końcu ponowne czyszczenie. W praktyce lubię ten schemat, bo jest mało efektowny, ale bardzo skuteczny. Nie chodzi o „magiczne” działanie jednego środka, tylko o usunięcie wszystkiego, co przeszkadza w kontakcie między powierzchniami.
- Usuń olej, smar, chłodziwo i kurz. Jeśli zostawisz je na powierzchni, późniejsze szlifowanie tylko je rozmaże.
- Usuń rdzę, zgorzelinę i luźną powłokę. Tu sprawdza się szlifowanie, szczotkowanie, piaskowanie albo śrutowanie.
- Zmatów powierzchnię, jeśli system tego wymaga. Nie chodzi o agresywne „zjadanie” metalu, tylko o zwiększenie realnego kontaktu.
- Odpyl i odtłuść ponownie. To etap, który wiele osób pomija, a właśnie on często robi największą różnicę.
- Nałóż klej, farbę lub primer możliwie szybko. Im dłużej czekasz, tym większe ryzyko ponownego utlenienia i zabrudzenia.
- Utrzymaj warunki zalecane przez producenta. Temperatura podłoża, powietrza i wilgotność mają wpływ na końcowy efekt.
| Metoda | Co daje | Kiedy ma sens | Ograniczenia |
|---|---|---|---|
| Odtłuszczanie | Usuwa oleje i smary | Zawsze na początku | Nie usuwa tlenków, rdzy ani zgorzeliny |
| Obróbka ścierna | Zwiększa kontakt i usuwa naloty | Przed klejeniem, malowaniem, uszczelnianiem | Trzeba kontrolować pył i przegrzewanie |
| Piaskowanie lub śrutowanie | Usuwa zgorzelinę i tworzy profil powierzchni | Stal, powłoki, przygotowanie pod lakier | Wymaga bardzo dobrego odpylania po procesie |
| Trawienie lub aktywacja chemiczna | Poprawia zwilżanie i energię powierzchniową | Trudne metale, aluminium, stal nierdzewna | Wymaga BHP i zgodności z systemem technologicznym |
| Primer | Zwiększa margines przyczepności | Systemy krytyczne, połączenia mieszane | Działa tylko z dopasowanym produktem |
W prostych pracach przygotowanie małego elementu zajmuje zwykle kilkanaście minut, ale przy mocnej korozji, skomplikowanych kształtach lub naprawach precyzyjnych ten etap trwa wyraźnie dłużej. To normalne - w dobrze prowadzonym procesie czas poświęcony na przygotowanie często oszczędza późniejsze poprawki i reklamacje.
Taki porządek przygotowania ma sens tylko wtedy, gdy wiesz, gdzie przyczepność rzeczywiście decyduje o trwałości, bo inne wymagania stawia farba, a inne klej konstrukcyjny.
Gdzie przyczepność ma największe znaczenie w branży metalowej
W warsztacie przyczepność nie jest abstrakcyjną cechą. W praktyce decyduje o trwałości ochrony antykorozyjnej, estetyce i bezpieczeństwie. Jeśli dobierasz technologię do metalu, dobrze jest wiedzieć, które zastosowania są najbardziej wymagające.
| Zastosowanie | Dlaczego adhezja jest krytyczna | Co zwykle zawodzi przy słabym przygotowaniu |
|---|---|---|
| Lakierowanie i malowanie proszkowe | Powłoka ma chronić przed korozją i zachować estetykę | Łuszczenie, pęcherze, odpryski na krawędziach |
| Klejenie konstrukcyjne | Połączenie ma przenosić obciążenia i rozkładać naprężenia | Rozwarstwienie, pękanie spoiny, osłabienie na krawędziach |
| Uszczelniacze i taśmy techniczne | Ważna jest szczelność, tłumienie drgań i odporność na odklejanie | Odklejanie brzegów, przecieki, utrata elastyczności kontaktu |
| Natrysk cieplny i powłoki techniczne | Warstwa musi trzymać się podłoża mimo wysokiego obciążenia | Odszczepianie fragmentów powłoki, lokalne wykruszenia |
| Naprawy regeneracyjne i kompozyty klejowe | Materiał odbudowuje zużyte powierzchnie i pracuje z podłożem | Delaminacja, pęcherze, słaba odporność na drgania |
Jeśli łączysz dwa różne materiały, na przykład metal z tworzywem, przyczepność staje się jeszcze ważniejsza, bo każdy komponent pracuje inaczej pod wpływem temperatury i drgań. W takich miejscach nie chodzi tylko o trzymanie, ale o to, by połączenie wytrzymało różne współczynniki rozszerzalności i nie puściło na styku po kilku cyklach pracy.
To też powód, dla którego kleje konstrukcyjne bywają tak praktyczne: potrafią rozłożyć naprężenia szerzej niż punktowe łączniki. Z drugiej strony nie są rozwiązaniem uniwersalnym - przy wysokiej temperaturze, silnych udarach albo potrzebie łatwego demontażu czasem rozsądniejsze będzie połączenie mechaniczne.
Kiedy już wiadomo, gdzie zjawisko ma największe znaczenie, warto jeszcze sprawdzić, czy przygotowanie naprawdę zadziałało, zamiast zakładać to na oko.
Jak sprawdzić, czy przygotowanie zadziałało
Najgorszy test to dotknięcie palcem i wiara, że powierzchnia „wydaje się czysta”. W praktyce znacznie lepiej działa krótka kontrola wizualna i prosty test próbny niż późniejsze tłumaczenie, dlaczego po tygodniu odspoiła się powłoka albo odpadł element klejony.
- Jednolita zwilżalność - ciecz rozlewa się równomiernie, bez oczek i uciekania z krawędzi.
- Brak rybek i kraterów - takie defekty zwykle zdradzają resztki oleju, silikonu lub innego zanieczyszczenia.
- Brak łuszczenia na krawędziach - jeśli startuje tam odspajanie, powierzchnia albo przygotowanie były słabe.
- Równy wygląd po nacięciu - przy powłokach siatka nacięć szybko pokazuje, czy warstwa trzyma podłoże.
W praktyce używa się prostych testów próbnych: siatki nacięć dla cienkich powłok, testów odrywania lub peel dla połączeń klejowych oraz kontroli próbki w warunkach zbliżonych do pracy. Dla krytycznych elementów robię to zawsze na odcinku testowym, bo pełna wytrzymałość niektórych systemów pojawia się po kilku minutach, a innych dopiero po 24 godzinach albo dłużej.
Najczęstsze błędy są powtarzalne: czyszczenie i odkładanie elementu na później, użycie zbyt agresywnego środka, szlifowanie bez późniejszego odpylenia, nakładanie kleju na jeszcze ciepły lub wilgotny detal oraz próba ratowania skorodowanej powierzchni samym primerem. Jeśli widzisz któreś z tych zachowań, problem zwykle nie leży w „słabym produkcie”, tylko w procesie.
Im bardziej krytyczne połączenie, tym bardziej opłaca się zrobić próbę na małym fragmencie, zamiast liczyć na szczęście.
Co zapamiętać, zanim uznasz, że problem leży w samym kleju
Jeśli miałbym sprowadzić temat do jednego zdania, powiedziałbym tak: adhezja nie zaczyna się od kleju, tylko od powierzchni. Właśnie dlatego w praktyce wygrywa podejście inżynierskie, a nie „najmocniejszy” produkt z katalogu.
- Czystość jest ważniejsza niż samo hasło marketingowe na opakowaniu.
- Dobór metody musi pasować do metalu i do rodzaju obciążenia.
- Primer pomaga, ale nie naprawi źle przygotowanego podłoża.
- Warunki pracy połączenia trzeba uwzględnić już na etapie doboru technologii.
- Próba na fragmencie testowym często oszczędza więcej czasu niż późniejsza naprawa całego elementu.
W metalach najlepiej działa prosta zasada: najpierw diagnoza powierzchni, potem przygotowanie, dopiero na końcu wybór kleju, farby lub powłoki. To oszczędza materiał, czas i poprawki, a przede wszystkim daje połączenie, które naprawdę pracuje tak, jak powinno.