W branży metalowej i w pracy z materiałami antyadhezyjność nie jest teorią z podręcznika, tylko bardzo praktyczną cechą powierzchni. Chodzi o to, by stopiony metal, klej, topnik, odpryski spawalnicze albo resztki żywicy nie wiązały się z podłożem zbyt mocno i nie utrudniały pracy. W tym tekście wyjaśniam, co oznacza ten termin, gdzie faktycznie ma znaczenie i jak odróżnić zwykłą gładkość od powierzchni, która naprawdę ogranicza przywieranie.
Najważniejsze jest to, że chodzi o ograniczenie przywierania, a nie o samą gładkość powierzchni
- Antyadhezyjny oznacza powierzchnię lub materiał, który utrudnia przywieranie innych substancji.
- W metalu i obróbce materiałów najczęściej chodzi o formy, szalunki, spawanie, lutowanie i kleje techniczne.
- Nie każda śliska powierzchnia jest antyadhezyjna w praktyce.
- Efekt uzyskuje się przez środek okresowy, trwałą powłokę albo sam materiał bazowy.
- Dobór zależy od temperatury, chemii procesu, ścierania i planowanej dalszej obróbki.
Co oznacza antyadhezyjność w praktyce
Ja najprościej ujmuję to tak: powierzchnia antyadhezyjna ma utrudniać kontakt roboczy między materiałem a podłożem. Adhezja to przyleganie dwóch różnych ciał na styku, więc antyadhezyjność działa w drugą stronę i ogranicza to „łapanie się” materiału do powierzchni.
W praktyce ważne są trzy rzeczy: niska energia powierzchniowa, odpowiednia chemia i często także mniejsza chropowatość. Sam połysk nie wystarcza. Stal może być wypolerowana niemal na lustro, a i tak przywierać, jeśli proces wymaga czegoś więcej niż gładkiej blachy.
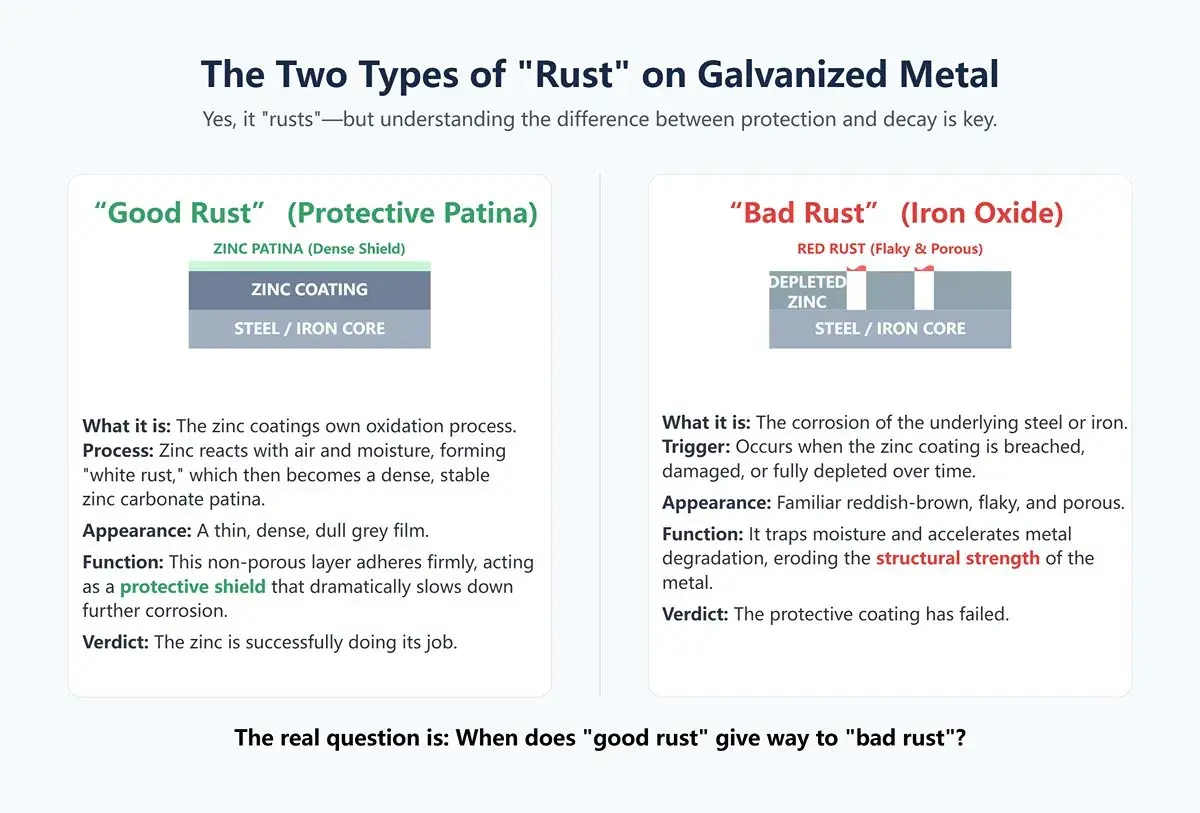
To dlatego w materiałoznawstwie tak często rozróżnia się wygląd od funkcji. Powierzchnia ma nie tylko dobrze wyglądać, ale przede wszystkim zachowywać się przewidywalnie podczas kontaktu z gorącym, lepkim albo reaktywnym materiałem.
Gdzie w metalu i materiałach naprawdę się przydaje
W praktyce ta cecha przydaje się szczególnie tam, gdzie metal albo element techniczny ma kontakt z materiałem, który łatwo się rozpływa, klei lub osadza.
- Odlewanie i szalunki stalowe - łatwiejsze oddzielanie gotowego odlewu od formy, mniej uszkodzeń krawędzi i mniej poprawek.
- Spawanie - preparaty antyodpryskowe ograniczają przywieranie odprysków do stołu, uchwytu i osprzętu, więc czyszczenie nie zamienia się w dodatkową zmianę roboczą.
- Lutowanie i topniki - resztki topnika nie tworzą twardej, trudnej do usunięcia warstwy.
- Kleje, żywice i uszczelniacze - przydatne na wałkach, prowadnicach, formach i osłonach, gdzie osad szybko zaczyna psuć precyzję.
- Elementy ślizgowe i prowadzące - mniej oporu i mniej brudu, który zbiera się na styku.
W tych zastosowaniach zysk nie kończy się na czystości. Mniej przywierania oznacza też mniej skrobania, mniej ryzyka zarysowania detalu i mniej przestojów, które w warsztacie kosztują więcej, niż wygląda to na pierwszy rzut oka.
Jakie rozwiązania dają efekt antyadhezyjny
Do uzyskania efektu antyadhezyjnego używa się kilku różnych rozwiązań, a każde działa trochę inaczej. W jednych procesach wystarczy środek nakładany przed pracą, w innych potrzebna jest powłoka, która zostaje na dłużej, a czasem najlepszy efekt daje sam materiał bazowy.
| Rozwiązanie | Co daje | Ograniczenia | Kiedy ma sens |
|---|---|---|---|
| Oleje, smary i woski antyadhezyjne | Szybko dają poślizg i tworzą chwilową barierę między materiałem a podłożem | Trzeba je odnawiać, a nadmiar może przeszkadzać w późniejszym lakierowaniu lub klejeniu | Formy, szalunki, krótkie cykle produkcyjne |
| Powłoki fluoropolimerowe, na przykład PTFE | Bardzo niska przyczepność, dobra odporność chemiczna i szeroki zakres temperatur, zwykle od ok. -200°C do +260°C, krótkotrwale do 300°C | Wymagają właściwego nałożenia i nie lubią agresywnego ścierania | Elementy grzane, formy, osprzęt, części wymagające częstego czyszczenia |
| Powłoki ceramiczne i antyodpryskowe | Ograniczają przywieranie odprysków i zanieczyszczeń | Dobór zależy od konkretnego procesu i warunków pracy | Spawalnictwo, uchwyty, stoły, osłony |
| Materiały techniczne o niskiej przyczepności | Nie wymagają zawsze dodatkowej warstwy | Nie zastępują metalu wszędzie tam, gdzie liczy się sztywność i nośność | Wkładki, ślizgi, elementy pomocnicze |
Warto zapamiętać jedną rzecz: samo wypolerowanie stali nie robi z niej powierzchni antyadhezyjnej. O efekcie często decydują energia powierzchniowa i chemia materiału. Dlatego PTFE i inne fluoropolimery są tak popularne, bo łączą bardzo niski poziom przywierania z odpornością na wysoką temperaturę, choć nadal można je uszkodzić mechanicznie.
Antyadhezyjny a zwykła powłoka ochronna
W warsztatach te dwa pojęcia mylą się zaskakująco często, bo oba dotyczą powłok i obu oczekuje się trwałości. Cel jest jednak inny: antyadhezyjność ma utrudniać przywieranie, a ochrona antykorozyjna ma odcinać metal od wody, soli i chemii.
| Cecha | Antyadhezyjność | Ochrona antykorozyjna |
|---|---|---|
| Cel | Ograniczenie przywierania i łatwiejsze rozdzielanie elementów | Ochrona metalu przed rdzą, utlenianiem i agresywnym środowiskiem |
| Co jest najważniejsze | Energia powierzchniowa, poślizg, brak osadzania | Bariera, szczelność i odporność na korozję |
| Przykład | PTFE, spray antyodpryskowy, wosk do form | Farba przemysłowa, cynkowanie, olej ochronny |
| Czy jedno zastępuje drugie | Niekoniecznie | Niekoniecznie |
| Typowy błąd | Zakładanie, że każdy produkt ochronny nie będzie nic przyklejał | Myślenie, że każdy śliski produkt ochroni przed rdzą |
Ja patrzę na to tak: jeśli detal ma się łatwo odkleić, oczyścić albo oddzielić od formy, szukam antyadhezji. Jeśli ma przetrwać wilgoć, sól drogową czy agresywne środowisko, priorytetem jest antykorozja. Czasem jedno rozwiązanie częściowo robi oba zadania, ale rzadko robi je równie dobrze.
To rozróżnienie porządkuje decyzję jeszcze zanim zacznie się dobierać konkretny produkt.
Na co uważać przy doborze i eksploatacji
Ja zawsze sprawdzam pięć rzeczy, zanim uznam, że dana powłoka albo środek rzeczywiście ma sens w konkretnym procesie. Bez tego łatwo kupić produkt, który działa świetnie w katalogu, a w warsztacie znika po pierwszym nagrzaniu albo po paru cyklach ścierania.
- Temperatura pracy - zbyt wysoka temperatura potrafi zabić efekt szybciej niż chemia.
- Ścieranie - jeśli detal trze o detal, cienka warstwa może się po prostu zetrzeć.
- Rodzaj kontaktu - lepki materiał, topnik, odprysk czy pył zachowują się inaczej i wymagają innego podejścia.
- Dalsza obróbka - przed lakierowaniem, klejeniem albo niektórymi operacjami spawalniczymi trzeba uważać na silikony i resztki preparatu.
- Przygotowanie powierzchni - tłuszcz, rdza i kurz skracają żywotność efektu bardziej, niż zwykle się zakłada.
Przy preparatach w aerozolu liczy się też wentylacja i stosowanie środków zgodnie z kartą charakterystyki. To nie jest detal, tylko część bezpiecznej pracy.
Najczęstszy błąd to oczekiwanie, że cienka warstwa naprawi źle dobrany proces. Drugi klasyk to nakładanie środka na brudną powierzchnię i liczenie, że „jakoś chwyci”. Trzeci problem pojawia się wtedy, gdy ktoś używa produktu silikonowego tam, gdzie później trzeba lakierować element, wtedy zamiast pomocy dostaje się kłopot z przyczepnością farby.
Co sprawdzić przed zastosowaniem powłoki w pracy z metalem
Jeśli miałbym zostawić Ci prostą listę kontrolną, wygląda ona tak. Nie jest efektowna, ale pozwala uniknąć błędnych zakupów i rozczarowań w pierwszym tygodniu użytkowania.
- Co dokładnie ma nie przywierać - inny produkt wybiera się do odprysków spawalniczych, a inny do kleju, topnika czy odlewu.
- Jakie są temperatury i czas kontaktu - krótki kontakt na zimno to zupełnie inny przypadek niż gorący proces ciągły.
- Czy powierzchnia będzie później lakierowana, klejona albo spawana - to decyduje, czy można pozwolić sobie na silikon lub tłustą warstwę.
- Jak często da się odnawiać warstwę - w produkcji seryjnej liczy się nie tylko skuteczność, ale też tempo serwisu.
- Jak ma wyglądać czyszczenie - jeśli później potrzebne będzie mycie techniczne, produkt nie może utrudniać kolejnych etapów pracy.
Jeśli miałbym zostawić jedną praktyczną myśl, byłaby taka: antyadhezyjność ma sens wtedy, gdy pomaga utrzymać stabilny proces, a nie tylko „ładny” wygląd powierzchni. W dobrze dobranym rozwiązaniu oszczędza czas, czyszczenie i nerwy, ale naprawdę działa dopiero wtedy, gdy pasuje do temperatury, materiału i kolejnych etapów obróbki.