
Spawanie nierdzewki migomatem: klucz do sukcesu
- Używaj specjalnych gazów osłonowych (argon z 2-2,5% CO2), nigdy czystego CO2.
- Dobierz drut spawalniczy chemicznie dopasowany do gatunku stali (np. 308LSi, 316LSi).
- Stosuj niższy prąd spawania (o 15-20% mniej niż dla stali węglowej) i technikę pchania.
- Kontroluj temperaturę, aby uniknąć przebarwień i utraty odporności na korozję.
- Po spawaniu oczyść spoinę i poddaj ją wytrawianiu oraz pasywacji.
Czy spawanie nierdzewki zwykłym migomatem to dobry pomysł
Wielu początkujących spawaczy zadaje sobie pytanie, czy ich standardowy migomat, używany dotychczas do stali czarnej, sprawdzi się również przy spawaniu stali nierdzewnej. Odpowiedź brzmi: tak, jest to możliwe, ale wymaga to specyficznego podejścia i zrozumienia kluczowych różnic. Chociaż podstawowa zasada działania migomatu pozostaje taka sama, to właściwości stali nierdzewnej wymuszają zastosowanie innych materiałów eksploatacyjnych i precyzyjniejszych ustawień parametrów, aby uzyskać trwałą i estetyczną spoinę, która zachowa swoje unikalne właściwości.
Różnice między spawaniem stali czarnej a nierdzewnej, o których musisz wiedzieć
Stal nierdzewna, choć na pierwszy rzut oka podobna do stali czarnej, zachowuje się zupełnie inaczej pod wpływem wysokiej temperatury. Kluczową różnicą jest jej niższa przewodność cieplna. Oznacza to, że ciepło wprowadzone podczas spawania rozchodzi się wolniej, koncentrując się w mniejszym obszarze. Skutkuje to większym ryzykiem przegrzania materiału, co może prowadzić do niepożądanych przebarwień, a nawet utraty odporności na korozję.
Kolejnym istotnym aspektem jest większa rozszerzalność cieplna stali nierdzewnej. Materiał ten pod wpływem ciepła rozszerza się i kurczy znacznie bardziej niż stal czarna, co zwiększa ryzyko powstawania odkształceń i naprężeń w spawanym elemencie. Dodatkowo, stal nierdzewna jest bardziej wrażliwa na zanieczyszczenia i wymaga znacznie większej czystości zarówno samego materiału, jak i środowiska pracy, aby uniknąć defektów spoiny i zachować jej właściwości antykorozyjne. Wszystkie te czynniki sprawiają, że spawanie nierdzewki jest bardziej wymagające i wymaga precyzyjnego podejścia.
Minimalne wymagania sprzętowe – czy Twój migomat da radę
Aby efektywnie spawać stal nierdzewną migomatem, nie potrzebujesz od razu najdroższego sprzętu, ale Twój migomat powinien spełniać kilka podstawowych wymagań. Przede wszystkim, kluczowa jest stabilność łuku spawalniczego. Niestabilny łuk utrudnia kontrolę nad jeziorkiem i zwiększa ryzyko defektów. Równie ważna jest możliwość precyzyjnej kontroli parametrów, takich jak napięcie i prędkość podawania drutu. W spawaniu stali nierdzewnej liczy się każdy detal, dlatego płynna regulacja tych wartości jest niezbędna.
Co więcej, spawanie stali nierdzewnej metodą MIG/MAG odbywa się prądem stałym z biegunowością dodatnią (+ na uchwycie). Większość nowoczesnych migomatów oferuje taką możliwość, ale warto to sprawdzić. Jak podaje Paton.pl, odpowiednie ustawienie biegunowości jest fundamentalne dla prawidłowego procesu spawania stali nierdzewnej. Upewnij się również, że Twoje urządzenie jest w stanie utrzymać odpowiedni cykl pracy (duty cycle) przy niższych prądach, które często są stosowane przy spawaniu cieńszych elementów ze stali nierdzewnej.
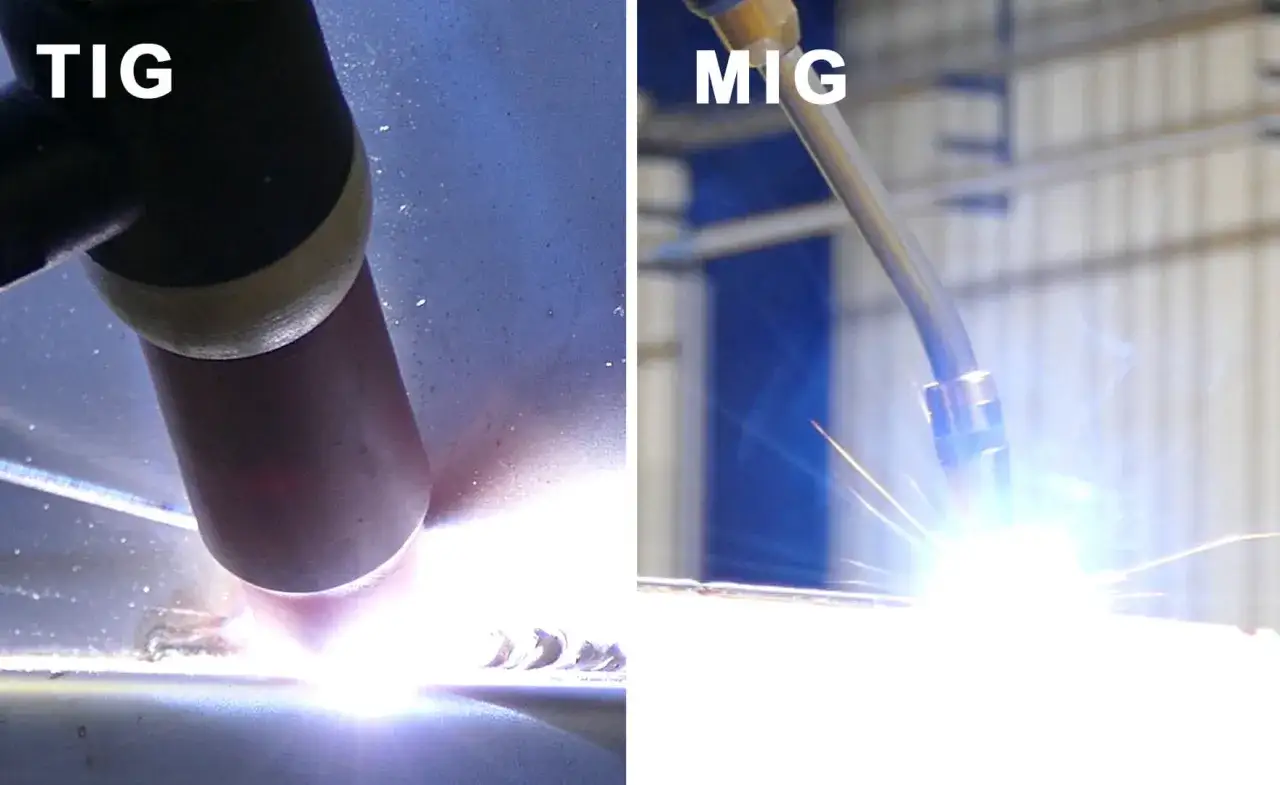
MIG czy MAG? Wyjaśniamy, którą metodę faktycznie stosujesz
Często używamy określenia "spawanie migomatem" zamiennie z "spawaniem MIG", jednak w przypadku stali nierdzewnej, technicznie rzecz biorąc, zazwyczaj mamy do czynienia z metodą MAG (Metal Active Gas). Różnica między nimi leży w rodzaju użytego gazu osłonowego. Metoda MIG (Metal Inert Gas) wykorzystuje gazy obojętne, takie jak czysty argon, które nie reagują chemicznie z jeziorkiem spawalniczym.
Natomiast metoda MAG (Metal Active Gas) stosuje gazy aktywne lub mieszanki z ich udziałem, które wchodzą w reakcję z jeziorkiem, stabilizując łuk i poprawiając wtopienie. Przy spawaniu stali nierdzewnej najczęściej używa się mieszanek argonu z niewielkim dodatkiem CO2 (np. 2-2,5% CO2) lub tlenu. Ten niewielki dodatek gazu aktywnego klasyfikuje proces jako MAG, mimo że w potocznym języku nadal często mówimy o "spawaniu MIGiem". Ważne jest, aby pamiętać o tej subtelnej różnicy, ponieważ dobór gazu ma kluczowe znaczenie dla jakości spoiny i zachowania właściwości antykorozyjnych stali nierdzewnej.
Sekret idealnej spoiny: Jaki gaz do spawania nierdzewki MIGiem wybrać
Wybór odpowiedniego gazu osłonowego to jeden z najważniejszych czynników decydujących o sukcesie spawania stali nierdzewnej. To właśnie gaz chroni jeziorko spawalnicze przed szkodliwym wpływem atmosfery i wpływa na stabilność łuku, kształt spoiny oraz, co najważniejsze, na zachowanie właściwości antykorozyjnych materiału. Pomyłka w tym zakresie może zniweczyć całą pracę.
Dlaczego czysty CO2 i mieszanki do stali czarnej to prosta droga do rdzy
Użycie czystego CO2 lub standardowych mieszanek argonu z wysoką zawartością CO2 (np. Ar/CO2 82/18), przeznaczonych do spawania stali czarnej, jest absolutnie niedopuszczalne przy spawaniu stali nierdzewnej. Dwutlenek węgla jest gazem aktywnym, który w wysokiej temperaturze reaguje z materiałem spawanym. W przypadku stali nierdzewnej prowadzi to do nawęglania spoiny, czyli zwiększenia zawartości węgla w metalu spoiny i strefie wpływu ciepła. Węgiel ten, łącząc się z chromem (kluczowym elementem odporności na korozję), tworzy węgliki chromu, co drastycznie obniża odporność na korozję. W efekcie, mimo że spoina może wyglądać poprawnie, po krótkim czasie w sprzyjających warunkach środowiskowych pojawi się na niej rdza, a cały trud pójdzie na marne.
Argon z domieszką CO2 (np. 98/2) – najpopularniejszy i uniwersalny wybór
Dla większości zastosowań spawania stali nierdzewnej metodą MIG/MAG, najczęściej stosuje się mieszanki argonowe z niewielkim dodatkiem CO2, zazwyczaj w proporcji 2-2,5% CO2 (klasyfikacja M12 wg EN ISO 14175). Ten niewielki dodatek dwutlenku węgla jest kluczowy. Z jednej strony, jest on wystarczający, aby stabilizować łuk spawalniczy i poprawić wtopienie, co przekłada się na lepszą jakość spoiny i większą wydajność procesu. Z drugiej strony, jego niska zawartość minimalizuje ryzyko nawęglania i utraty właściwości antykorozyjnych. Taka mieszanka zapewnia dobrą kontrolę nad jeziorkiem, redukuje odpryski i pozwala uzyskać estetyczne spoiny, będąc jednocześnie ekonomicznym i uniwersalnym rozwiązaniem.
Czysty argon – kiedy warto go zastosować przy spawaniu nierdzewki
Chociaż mieszanki argonu z CO2 są najpopularniejsze, istnieją sytuacje, w których czysty argon jest preferowanym gazem osłonowym do spawania stali nierdzewnej. Dzieje się tak przede wszystkim w bardziej wymagających zastosowaniach, gdzie kluczowe jest minimalne wprowadzenie ciepła i absolutne zachowanie składu chemicznego spoiny. Czysty argon jest często używany w połączeniu ze spawaniem pulsacyjnym (Puls MIG/MAG), zwłaszcza przy spawaniu bardzo cienkich elementów. Pozwala to na precyzyjną kontrolę nad jeziorkiem, redukcję odkształceń i minimalizację przebarwień. Jest to wybór dla profesjonalistów, którzy dążą do najwyższej jakości i estetyki spoiny, szczególnie w branżach takich jak medyczna czy spożywcza, gdzie wymagania są szczególnie wysokie.
Jak ustawić prawidłowy przepływ gazu, by zapewnić idealną osłonę
Prawidłowy przepływ gazu osłonowego jest równie ważny jak jego skład. Zbyt mały przepływ nie zapewni wystarczającej ochrony jeziorka, prowadząc do porowatości i zanieczyszczeń, natomiast zbyt duży może powodować turbulencje i zasysanie powietrza z otoczenia, co również jest niepożądane. Ogólne wytyczne sugerują przepływ w zakresie 10-12 litrów na minutę (L/min), ale wartość ta może się różnić w zależności od kilku czynników.
Należy wziąć pod uwagę średnicę dyszy gazowej, prąd spawania oraz warunki otoczenia (np. przeciągi). W wietrznym środowisku może być konieczne nieznaczne zwiększenie przepływu lub zastosowanie dodatkowych osłon przeciwwietrznych. Zawsze warto przeprowadzić próbne spoiny i obserwować kolor spoiny oraz strefy wpływu ciepła – idealnie powinna być srebrna lub lekko słomkowa. Zbyt intensywne przebarwienia mogą wskazywać na niewystarczającą osłonę gazową.
Klucz do trwałości: Jak dobrać drut spawalniczy do stali nierdzewnej
Dobór odpowiedniego drutu spawalniczego to kolejny filar sukcesu w spawaniu stali nierdzewnej. Drut musi być nie tylko kompatybilny z gatunkiem spawanego materiału, ale także spełniać określone wymagania chemiczne i mechaniczne, aby zapewnić trwałość i odporność na korozję całej konstrukcji. Niewłaściwy drut może osłabić spoinę lub spowodować, że utraci ona swoje nierdzewne właściwości.
Drut 308LSi vs 316LSi – który wybrać i dlaczego to takie ważne
Wybór między drutem 308LSi a 316LSi zależy bezpośrednio od gatunku spawanej stali nierdzewnej. Drut 308LSi jest przeznaczony głównie do spawania stali nierdzewnych typu 304 (np. 1.4301, popularna "kwasówka"), które są najczęściej spotykane w zastosowaniach ogólnych. Z kolei drut 316LSi jest dedykowany do spawania stali typu 316 (np. 1.4401, 1.4404), które charakteryzują się większą odpornością na korozję, zwłaszcza w środowiskach zawierających chlorki (np. w przemyśle chemicznym, morskim). Litera "L" w oznaczeniu (Low Carbon) oznacza niską zawartość węgla, co jest kluczowe dla uniknięcia wytrącania węglików chromu i zachowania odporności na korozję w strefie wpływu ciepła. Dodatek krzemu (Si) w obu typach drutów jest również bardzo ważny; krzem poprawia zwilżalność i płynność jeziorka spawalniczego, co ułatwia spawanie i pozwala uzyskać gładką, estetyczną spoinę. Wybierając drut, zawsze upewnij się, że jego skład chemiczny jest zgodny z gatunkiem spawanej stali, aby zapewnić optymalne właściwości spoiny.
Znaczenie średnicy drutu a grubość spawanego materiału
Średnica drutu spawalniczego ma bezpośredni wpływ na prąd spawania, głębokość wtopienia i ogólną kontrolę nad procesem. Zbyt gruby drut do cienkiego materiału może prowadzić do przepaleń, natomiast zbyt cienki do grubego materiału będzie powodował zbyt małe wtopienie i niestabilny łuk. Poniższa tabela przedstawia ogólne zalecenia dotyczące doboru średnicy drutu do grubości blachy:
| Grubość materiału (mm) | Zalecana średnica drutu (mm) |
|---|---|
| 0.5 - 1.5 | 0.6 |
| 1.0 - 3.0 | 0.8 |
| 2.0 - 5.0 | 1.0 |
| 4.0 - 8.0+ | 1.2 |
Pamiętaj, że są to jedynie wytyczne. Ostateczny wybór może zależeć od konkretnego projektu, pozycji spawania i preferencji spawacza. Zawsze warto przeprowadzić próby na kawałku złomu, aby upewnić się, że wybrana średnica drutu i parametry spawania są odpowiednie.
Przygotowanie podajnika i roki – na co zwrócić uwagę, by uniknąć problemów
Prawidłowe przygotowanie podajnika drutu i rolek jest kluczowe dla płynnego i bezproblemowego spawania stali nierdzewnej. Przede wszystkim, używaj rolek podających przeznaczonych do stali nierdzewnej. Zazwyczaj są to rolki z rowkiem w kształcie litery "U" lub "V" z radełkowaniem, które zapewniają lepsze prowadzenie drutu bez jego deformacji. Niezwykle ważna jest również czystość prowadnicy (linera). Jakiekolwiek zanieczyszczenia w linerze mogą powodować zacinanie się drutu, niestabilne podawanie i w konsekwencji niestabilny łuk. Regularnie czyść liner sprężonym powietrzem i wymieniaj go, jeśli jest zużyty.
Kolejnym aspektem jest prawidłowe napięcie rolek podających. Zbyt luźne rolki spowodują ślizganie się drutu, a zbyt mocno zaciśnięte mogą go deformować, co również prowadzi do problemów z podawaniem. Drut nierdzewny jest często bardziej miękki niż drut do stali czarnej, dlatego wymaga delikatniejszego traktowania. Upewnij się, że drut jest prawidłowo nawinięty na szpuli i nie ma splątań, które mogłyby blokować jego swobodne podawanie. Dbałość o te szczegóły zapewni stabilne podawanie drutu i pozwoli skupić się na technice spawania.
Mistrzowskie ustawienia migomatu do nierdzewki – praktyczny poradnik
Opanowanie ustawień migomatu do spawania stali nierdzewnej to sztuka, która wymaga praktyki i zrozumienia, jak poszczególne parametry wpływają na proces. Pamiętaj, że każda spawarka i każdy projekt mogą wymagać nieco innych ustawień, dlatego traktuj poniższe wskazówki jako punkt wyjścia do własnych eksperymentów na próbkach.
Napięcie prądu (V): Jak znaleźć złoty środek, by nie przepalić materiału
Napięcie prądu (V) ma bezpośredni wpływ na długość łuku i jego charakterystykę. Przy spawaniu stali nierdzewnej kluczowe jest, aby prąd spawania był o około 15-20% niższy niż dla stali węglowej o tej samej grubości. Wynika to z niższej przewodności cieplnej nierdzewki, która sprawia, że ciepło koncentruje się w mniejszym obszarze, zwiększając ryzyko przegrzania i przepalenia. Zbyt wysokie napięcie może prowadzić do niestabilnego łuku, nadmiernych odprysków i zbyt szerokiej spoiny, podczas gdy zbyt niskie utrudni prawidłowe wtopienie i może spowodować niestabilność łuku. Moje doświadczenie pokazuje, że optymalne ustawienie napięcia często wymaga drobnych korekt "na ucho" i obserwacji jeziorka spawalniczego. Szukaj stabilnego, spokojnego łuku, który zapewnia równomierne stapianie drutu i materiału bazowego.
Prędkość podawania drutu (m/min): Jak zsynchronizować ją z prądem spawania
Prędkość podawania drutu jest ściśle związana z natężeniem prądu spawania. Im szybciej podawany jest drut, tym wyższe jest natężenie prądu. Kluczem do sukcesu jest synchronizacja tych dwóch parametrów, aby uzyskać stabilny łuk i kontrolowane wtopienie. Zbyt niska prędkość podawania drutu w stosunku do napięcia spowoduje, że drut będzie się topił zbyt szybko, tworząc długi i niestabilny łuk. Z kolei zbyt wysoka prędkość podawania drutu spowoduje, że drut będzie uderzał w jeziorko, powodując odpryski i niestabilność. Idealne ustawienie to takie, w którym drut topi się płynnie w jeziorku, tworząc charakterystyczny, równomierny dźwięk. Wiele nowoczesnych migomatów inwertorowych oferuje funkcję synergii, która automatycznie dobiera prędkość podawania drutu do wybranego napięcia, co jest dużym ułatwieniem dla mniej doświadczonych spawaczy.
Indukcyjność: Twoja tajna broń w walce z odpryskami i dla płaskiego lica spoiny
Indukcyjność to parametr, który często jest niedoceniany, ale ma ogromny wpływ na jakość spoiny, szczególnie przy spawaniu stali nierdzewnej. Reguluje ona szybkość narastania prądu w łuku, wpływając na jego sztywność, płynność jeziorka spawalniczego oraz ilość odprysków. Wyższa indukcyjność sprawia, że łuk jest "miększy", co prowadzi do:
- Mniejszej ilości odprysków.
- Gładszego lica spoiny.
- Lepszego zwilżania krawędzi.
- Płytszego wtopienia, co jest korzystne przy cienkich materiałach.
Rola spawania pulsacyjnego (Puls) przy cienkich elementach
Spawanie pulsacyjne (Puls MIG/MAG) to zaawansowana technika, która zyskuje na popularności, zwłaszcza przy obróbce cienkich elementów ze stali nierdzewnej. Polega ona na cyklicznym przełączaniu prądu spawania między wartością bazową a wartością szczytową. Ta modulacja prądu pozwala na znaczną redukcję wprowadzenia ciepła do materiału, co jest kluczowe w przypadku stali nierdzewnej o niskiej przewodności cieplnej. Główne zalety spawania pulsacyjnego to:
- Minimalizacja odkształceń i deformacji materiału.
- Lepsza kontrola nad jeziorkiem spawalniczym.
- Zmniejszenie ryzyka przepaleń przy cienkich blachach.
- Poprawa estetyki spoiny i redukcja przebarwień.
Krok po kroku: Prawidłowa technika spawania, która gwarantuje sukces
Oprócz odpowiedniego sprzętu i parametrów, kluczowa jest również sama technika spawania. Nawet najlepszy migomat i idealne ustawienia nie zapewnią sukcesu, jeśli spawacz nie będzie przestrzegał podstawowych zasad prowadzenia uchwytu i kontroli jeziorka. Pamiętaj, że precyzja i cierpliwość to Twoi najlepsi sprzymierzeńcy.
Przygotowanie materiału: Dlaczego czystość jest absolutnie kluczowa
Zanim w ogóle pomyślisz o zajarzeniu łuku, musisz poświęcić szczególną uwagę przygotowaniu materiału. W przypadku stali nierdzewnej czystość jest absolutnie kluczowa. Powierzchnia musi być idealnie odtłuszczona i wolna od wszelkich zanieczyszczeń – rdzy, farby, oleju, smarów, a nawet śladów palców. Zanieczyszczenia te, pod wpływem wysokiej temperatury, mogą prowadzić do szeregu problemów, takich jak:
- Porowatość spoiny: Gazy uwięzione w jeziorku.
- Wytrącanie węglików: Obniżenie odporności na korozję.
- Wtrącenia niemetaliczne: Osłabienie spoiny.
- Przebarwienia: Pogorszenie estetyki i właściwości.
Technika pchania ("na pych") – dlaczego jest lepsza dla nierdzewki
W przeciwieństwie do spawania stali czarnej, gdzie często stosuje się technikę ciągnięcia ("na siebie"), przy spawaniu stali nierdzewnej metodą MIG/MAG zalecana jest technika pchania uchwytu ("na pych"). Polega ona na prowadzeniu uchwytu w kierunku zgodnym z kierunkiem spawania, z lekkim nachyleniem (około 10-15 stopni). Dlaczego ta technika jest lepsza dla nierdzewki?
- Lepsza widoczność jeziorka spawalniczego: Spawacz ma lepszy wgląd w proces stapiania, co ułatwia kontrolę.
- Lepsza osłona gazowa: Gaz osłonowy efektywniej chroni jeziorko i krzepnącą spoinę, minimalizując ryzyko zanieczyszczeń atmosferycznych i przebarwień.
- Mniejsze wtopienie: Technika pchania generuje płytsze wtopienie, co jest korzystne dla stali nierdzewnej, redukując ryzyko przegrzania i odkształceń.
- Gładsza spoina: Zazwyczaj pozwala uzyskać bardziej płaskie i estetyczne lico spoiny.
Jak kontrolować jeziorko spawalnicze, by uzyskać równą i estetyczną spoinę
Kontrola jeziorka spawalniczego to serce spawania MIG/MAG. To właśnie obserwacja i manipulacja jeziorkiem pozwala uzyskać równą, estetyczną i pełnowartościową spoinę. Kluczem jest utrzymanie stałej prędkości spawania i prawidłowego kąta uchwytu. Jeziorko powinno być wystarczająco płynne, aby materiał dobrze się stapiał, ale nie na tyle, by tracić kontrolę. Obserwuj krzepnięcie jeziorka – powinno ono tworzyć gładką, równomierną powierzchnię. Jeśli jeziorko jest zbyt płynne, możesz delikatnie zwiększyć prędkość spawania lub zmniejszyć prąd. Jeśli jest zbyt gęste i trudno je kontrolować, spróbuj zmniejszyć prędkość lub zwiększyć prąd. Delikatne ruchy uchwytem (np. małe okręgi lub zygzaki) mogą pomóc w rozprowadzeniu ciepła i wypełnieniu rowka spawalniczego, ale przy spawaniu nierdzewki często dąży się do jak najprostszych ściegów, aby minimalizować wprowadzenie ciepła.Spawanie pachwinowe i czołowe – najważniejsze wskazówki
Zarówno spawanie pachwinowe (łączenie dwóch elementów pod kątem, tworząc trójkątny przekrój spoiny), jak i czołowe (łączenie dwóch elementów w jednej płaszczyźnie) wymagają specyficznych podejść przy spawaniu stali nierdzewnej.
- Spawanie pachwinowe: Utrzymuj uchwyt pod kątem około 45 stopni do obu łączonych powierzchni, z lekkim nachyleniem w kierunku spawania (technika pchania). Skup się na równomiernym wypełnianiu rowka, dbając o to, aby spoina dobrze zwilżała obie krawędzie. Często stosuje się niewielkie ruchy wahadłowe, aby równomiernie rozprowadzić ciepło i uzyskać odpowiedni kształt spoiny.
- Spawanie czołowe: Wymaga precyzyjnego przygotowania krawędzi (np. ukosowania) i dokładnego spasowania elementów. Uchwyt powinien być prowadzony prostopadle do powierzchni, z lekkim nachyleniem w kierunku spawania. Kontroluj wtopienie, aby nie przepalić materiału, szczególnie przy cieńszych blachach. W przypadku grubych materiałów, spawanie czołowe może wymagać wielu ściegów, z odpowiednim chłodzeniem międzyściegowym, aby uniknąć przegrzania.
Najczęstsze błędy przy spawaniu nierdzewki i jak ich unikać
Spawanie stali nierdzewnej, choć satysfakcjonujące, niesie ze sobą ryzyko popełnienia kilku typowych błędów. Zrozumienie ich przyczyn i sposobów zapobiegania jest kluczowe dla uzyskania wysokiej jakości spoiny, która spełni swoje funkcje estetyczne i użytkowe.
Problem 1: Przegrzanie i kolorowe przebarwienia – jak zachować srebrny kolor stali
Jednym z najczęstszych problemów przy spawaniu stali nierdzewnej jest jej przegrzewanie, które objawia się powstawaniem kolorowych przebarwień na powierzchni spoiny i w strefie wpływu ciepła (tzw. "tęcza"). Te przebarwienia to nic innego jak warstwy tlenków chromu o różnej grubości. Choć mogą wyglądać estetycznie, ich obecność świadczy o utracie odporności na korozję w tych obszarach. Przyczynami przegrzewania są zazwyczaj zbyt duża energia liniowa (zbyt wysoki prąd, zbyt wolna prędkość spawania) lub niewystarczająca osłona gazowa. Aby zachować srebrny kolor stali i jej właściwości, należy:- Stosować niższy prąd spawania i wyższą prędkość.
- Zapewnić optymalną osłonę gazową, również od spodu (tzw. poduszka gazowa), jeśli to możliwe.
- Stosować chłodzenie międzyściegowe przy spawaniu wielościegowym.
- W przypadku cienkich blach rozważyć spawanie pulsacyjne.
Problem 2: Rdza na spoinie po kilku tygodniach – przyczyny i zapobieganie
Nic tak nie frustruje, jak widok rdzy pojawiającej się na świeżo spawanej stali nierdzewnej po zaledwie kilku tygodniach. Ten problem niemal zawsze wskazuje na utratę właściwości antykorozyjnych. Główne przyczyny to:
- Nawęglanie spoiny: Użycie niewłaściwego gazu osłonowego (np. czystego CO2), które zwiększa zawartość węgla w spoinie i prowadzi do wytrącania węglików chromu.
- Zanieczyszczenie żelazem: Użycie narzędzi (szczotek, tarcz szlifierskich) wcześniej używanych do stali czarnej, które pozostawiły cząstki żelaza na powierzchni nierdzewki.
- Brak obróbki po spawaniu: Nieoczyszczenie spoiny z tlenków i brak pasywacji.
Problem 3: Porowatość spoiny – skąd się biorą pory i jak je wyeliminować
Porowatość, czyli małe pory i pęcherzyki gazu uwięzione w spoinie, jest powszechnym defektem, który osłabia spoinę i pogarsza jej estetykę. Najczęstsze przyczyny porowatości to:
- Niewystarczająca osłona gazowa: Zbyt niski przepływ gazu, przeciągi, nieprawidłowe ustawienie dyszy.
- Zanieczyszczenia materiału: Tłuszcz, rdza, wilgoć na powierzchni spawanych elementów.
- Zbyt długi wysięg drutu: Odległość między końcówką prądową a jeziorkiem jest zbyt duża, co osłabia osłonę gazową.
- Wilgoć w gazie osłonowym lub na drucie.
- Nieprawidłowe parametry spawania: Zbyt niska energia liniowa, która nie pozwala gazom uciec z jeziorka.
Problem 4: Odkształcenia i deformacje materiału z powodu ciepła
Ze względu na wysoką rozszerzalność cieplną i niską przewodność cieplną, stal nierdzewna jest szczególnie podatna na odkształcenia i deformacje pod wpływem ciepła. Materiał rozszerza się i kurczy nierównomiernie, co prowadzi do powstawania naprężeń i wyginania się elementów. Aby zminimalizować te efekty:
- Stosuj sczepianie: Częste, krótkie sczepy przed spawaniem właściwym, aby utrzymać elementy w pozycji.
- Mocowanie: Używaj odpowiednich uchwytów i zacisków, aby ograniczyć ruch materiału.
- Spawanie przerywane: Zamiast ciągłego ściegu, stosuj krótkie odcinki spawania, pozwalając materiałowi ostygnąć.
- Obniż wprowadzenie ciepła: Spawaj z niższym prądem i wyższą prędkością, a także rozważ spawanie pulsacyjne.
- Kolejność spawania: Planuj kolejność spoin, aby równomiernie rozkładać ciepło i minimalizować kumulację naprężeń.

Ostatni szlif: Co zrobić ze spoiną po spawaniu, by w pełni przywrócić jej nierdzewność
Spawanie to dopiero połowa sukcesu. Aby spoina ze stali nierdzewnej była w pełni odporna na korozję i estetyczna, niezbędna jest odpowiednia obróbka po spawaniu. Pominięcie tego etapu jest jednym z najczęstszych błędów, prowadzących do przedwczesnego rdzewienia i niezadowolenia z wykonanej pracy.
Czyszczenie mechaniczne – czym i jak usunąć tlenki
Pierwszym krokiem po spawaniu jest mechaniczne usunięcie wszelkich tlenków (przebarwień) oraz ewentualnych odprysków. Jak już wspomniałem, przebarwienia to warstwy tlenków chromu, które obniżają odporność na korozję. Do ich usunięcia należy używać wyłącznie narzędzi przeznaczonych do stali nierdzewnej. Jest to absolutnie krytyczne, aby uniknąć zanieczyszczenia żelazem, które mogłoby zainicjować korozję. Możesz użyć:
- Szczotek drucianych ze stali nierdzewnej: Do usuwania lekkich przebarwień i odprysków.
- Tarcz lamelkowych lub ściernych: Do bardziej uporczywych tlenków i wygładzania spoiny.
- Włóknin ściernych: Do uzyskania jednolitej, satynowej powierzchni.
Przeczytaj również: Przyłbica spawalnicza 1/1/1/1 - co to znaczy dla profesjonalisty?
Wytrawianie i pasywacja – chemiczny klucz do pełnej odporności na korozję
Mechaniczne czyszczenie usuwa tlenki, ale nie przywraca w pełni pasywnej warstwy ochronnej stali nierdzewnej. Do tego niezbędne są procesy wytrawiania i pasywacji.
- Wytrawianie: Polega na usunięciu z powierzchni spoiny i strefy wpływu ciepła warstwy zubożonej w chrom oraz wszelkich zanieczyszczeń, które mogłyby prowadzić do korozji. Proces ten odbywa się za pomocą specjalnych past, żeli lub kąpieli trawiących, zawierających kwasy (np. azotowy i fluorowodorowy). Wytrawianie jest agresywnym procesem chemicznym, dlatego wymaga zachowania szczególnych środków ostrożności, stosowania odzieży ochronnej i pracy w dobrze wentylowanych pomieszczeniach.
- Pasywacja: Po wytrawianiu, a czasem jako samodzielny proces (jeśli nie ma silnych przebarwień), następuje pasywacja. Polega ona na odbudowaniu pasywnej warstwy tlenków chromu na powierzchni stali, która jest odpowiedzialna za jej odporność na korozję. Pasywację można przeprowadzić za pomocą specjalnych roztworów pasywujących (najczęściej na bazie kwasu azotowego) lub poprzez naturalne wystawienie na działanie tlenu z powietrza, choć proces chemiczny jest znacznie szybszy i skuteczniejszy.