
Wybór odpowiedniego gazu osłonowego to jedna z kluczowych decyzji, która bezpośrednio wpływa na jakość, wytrzymałość i estetykę każdej spoiny wykonanej metodą MIG/MAG. Ten artykuł to kompleksowy przewodnik, który rozwieje Twoje wątpliwości i pomoże Ci dobrać idealny gaz do konkretnego materiału i zastosowania, niezależnie od tego, czy spawasz stal czarną, nierdzewną czy aluminium.
Klucz do perfekcyjnej spoiny: wybór gazu osłonowego do MIG/MAG
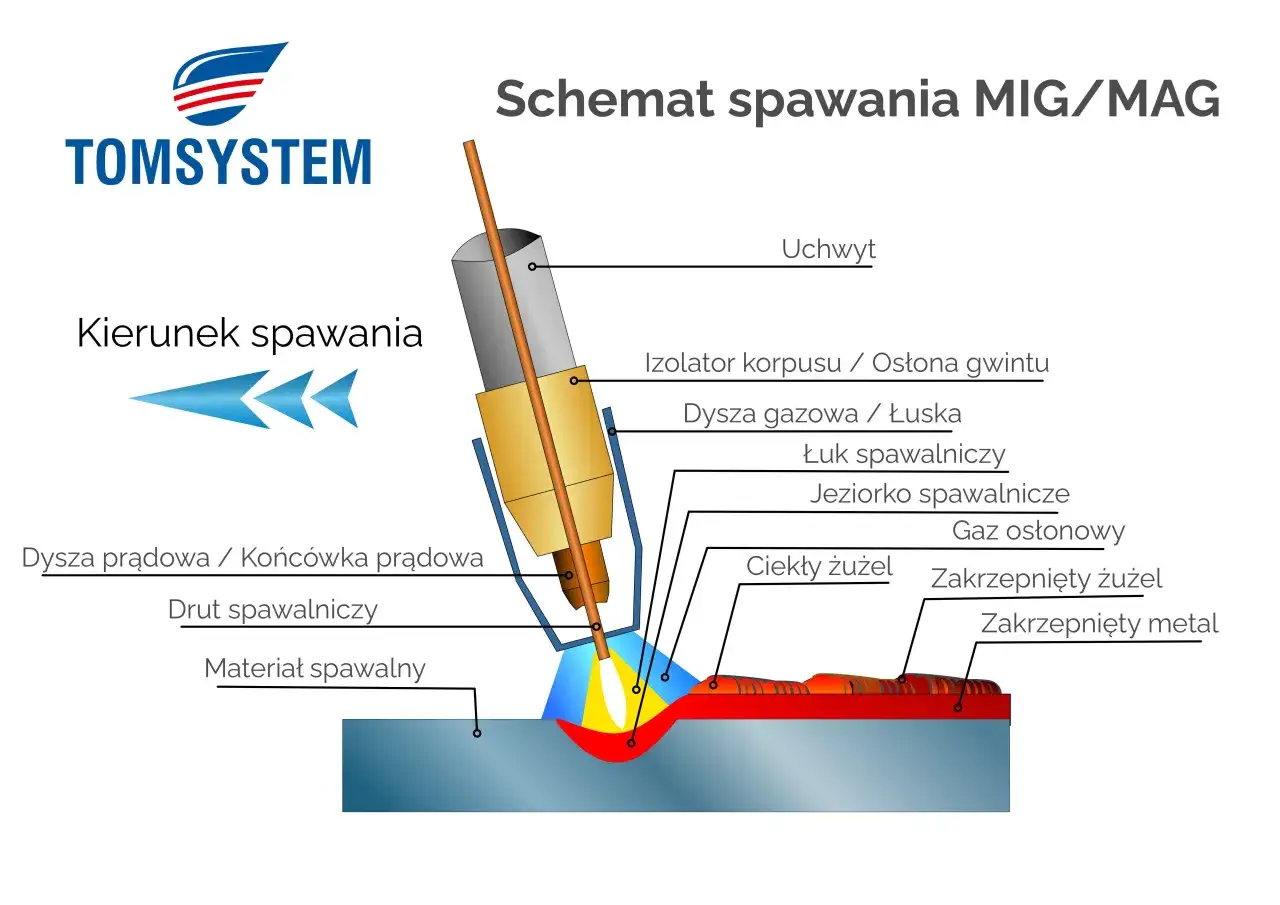
- Gaz osłonowy jest niezbędny dla jakości i wytrzymałości spoiny MIG/MAG, chroniąc jeziorko spawalnicze przed zanieczyszczeniami atmosferycznymi.
- Do spawania stali czarnej stosuje się czysty CO2 (ekonomicznie, ale z większymi odpryskami) lub mieszanki Ar/CO2 (np. 82/18) dla lepszej jakości spoiny.
- Stal nierdzewna wymaga specjalnych mieszanek Argonu z bardzo niską zawartością CO2 (2-2,5%), aby zachować odporność na korozję.
- Aluminium i inne metale nieżelazne spawa się wyłącznie w osłonie czystego Argonu o wysokiej czystości.
- Drut samoosłonowy (FLUX) to alternatywa bez butli, idealna do prac na zewnątrz, lecz wiąże się z kompromisami w estetyce i jakości spoiny.
- Prawidłowy dobór, ustawienie przepływu gazu i unikanie typowych błędów są kluczowe dla minimalizacji porowatości i odprysków.

Dlaczego wybór gazu do migomatu to decyzja, której nie możesz zignorować?
Z mojego doświadczenia wynika, że wielu początkujących spawaczy, a czasem nawet tych z większym doświadczeniem, nie docenia roli gazu osłonowego. Traktują go często jako "dodatek", a nie jako integralny element procesu spawania. To błąd, który może kosztować Cię wiele frustracji i zmarnowanego materiału.
Rola gazu osłonowego: niewidzialny strażnik jakości Twojej spoiny
Gaz osłonowy jest absolutnie kluczowy w procesie spawania MIG/MAG (Metal Inert Gas / Metal Active Gas). Jego podstawowa funkcja to ochrona jeziorka spawalniczego oraz łuku elektrycznego przed szkodliwym działaniem atmosfery. Co to oznacza w praktyce? Powietrze, którym oddychamy, zawiera tlen, azot i wodór – pierwiastki, które w wysokich temperaturach spawania reagują z roztopionym metalem. Brak odpowiedniej osłony lub jej niewłaściwy dobór prowadzi do szeregu poważnych wad spoiny, takich jak porowatość (małe pęcherzyki gazu uwięzione w spoinie), pęknięcia, utrata wytrzymałości mechanicznej, a nawet korozja. Wyobraź sobie, że Twoja spoina, zamiast być solidnym połączeniem, przypomina gąbkę – to właśnie efekt braku odpowiedniej osłony.Gaz wpływa również na stabilność łuku, czyli na to, jak równomiernie i spokojnie pali się łuk elektryczny. Stabilny łuk to mniej odprysków, a co za tym idzie – bardziej estetyczna spoina i mniej pracy przy jej czyszczeniu po spawaniu. To naprawdę niewidzialny strażnik, który decyduje o finalnej jakości Twojej pracy.
MIG a MAG – czy wiesz, że to właśnie gaz definiuje metodę spawania?
Często używamy zamiennie określeń "MIG" i "MAG", ale warto wiedzieć, że te skróty odnoszą się do dwóch różnych metod spawania, a różnica tkwi właśnie w gazie osłonowym. Metoda MIG (Metal Inert Gas) wykorzystuje gazy obojętne, czyli takie, które nie wchodzą w reakcje chemiczne z jeziorkiem spawalniczym. Klasycznym przykładem jest czysty Argon, stosowany głównie do spawania metali nieżelaznych, takich jak aluminium czy miedź. W tym przypadku gaz ma za zadanie wyłącznie chronić jeziorko.
Natomiast metoda MAG (Metal Active Gas) używa gazów aktywnych, które, jak sama nazwa wskazuje, aktywnie uczestniczą w procesach metalurgicznych zachodzących w jeziorku spawalniczym. Przykładem jest czysty CO2 lub mieszanki Argonu z CO2. Te aktywne gazy wpływają na przenoszenie metalu w łuku, kształt spoiny, głębokość wtopienia i właściwości mechaniczne spoiny. To kluczowa różnica, która determinuje, jaki gaz powinieneś wybrać do konkretnego materiału.
Gazy do spawania stali czarnej – odwieczna wojna: czysty CO2 vs. Mieszanka
Spawanie stali czarnej to najczęstsze zastosowanie migomatu, a wybór gazu osłonowego w tym przypadku często sprowadza się do dylematu: czysty CO2 czy mieszanka Argonu z CO2. Każda z tych opcji ma swoje mocne i słabe strony, które warto poznać, zanim podejmiesz decyzję.
Dwutlenek węgla (CO2): kiedy oszczędność wygrywa z estetyką?
Czysty dwutlenek węgla (CO2) to historycznie jeden z pierwszych gazów osłonowych stosowanych do spawania stali czarnej. Jego główną i niezaprzeczalną zaletą jest cena – jest to rozwiązanie najbardziej ekonomiczne, co czyni go atrakcyjnym dla hobbystów czy małych warsztatów, gdzie budżet odgrywa kluczową rolę. CO2 zapewnia również głębokie wtopienie, co jest korzystne przy spawaniu grubszych materiałów.
Niestety, czysty CO2 ma też swoje wady. Powoduje on niestabilny łuk, co często przekłada się na większą ilość odprysków. Te małe kuleczki metalu, które lądują wokół spoiny, wymagają potem uciążliwego czyszczenia, co wydłuża czas pracy. Spoina wykonana w osłonie CO2 jest również mniej estetyczna, często ma bardziej chropowatą powierzchnię. Jeśli więc zależy Ci na gładkiej i ładnej spoinie, czysty CO2 może nie być najlepszym wyborem, chyba że estetyka jest drugorzędna, a liczy się przede wszystkim wytrzymałość i koszt.
Mieszanka Ar/CO2 (np. 82/18): złoty standard dla profesjonalnych rezultatów
Dla mnie osobiście mieszanki Argonu i CO2 to "złoty standard" w spawalnictwie stali czarnej. Najpopularniejszą i najczęściej rekomendowaną mieszanką jest ta oznaczana jako M21 lub C18, która zawiera 82% Argonu i 18% CO2. Dlaczego jest tak ceniona? Ponieważ zapewnia znacznie stabilniejszy łuk w porównaniu do czystego CO2, co skutkuje minimalną ilością odprysków i znacznie ładniejszym, gładszym wyglądem spoiny. Dzięki temu oszczędzasz czas na czyszczeniu i uzyskujesz profesjonalny efekt.
Warto również wspomnieć o innych mieszankach, takich jak C8 (92% Ar / 8% CO2). Ta opcja jest polecana do spawania cieńszych blach, oferując jeszcze lepszą estetykę kosztem penetracji. Zgodnie z informacjami od ekspertów, takich jak Spidweld, wybór mieszanki Ar/CO2 jest często rekomendowany dla uzyskania optymalnych rezultatów, łącząc w sobie dobre wtopienie z wysoką jakością i estetyką spoiny.
Porównanie efektów: zobacz różnicę w spoinie gołym okiem
Aby ułatwić Ci podjęcie decyzji, przygotowałem porównanie kluczowych cech obu gazów do spawania stali czarnej:
| Cecha | Czysty CO2 | Mieszanka Ar/CO2 (np. 82/18) |
|---|---|---|
| Koszt | Najniższy | Wyższy niż CO2, niższy niż czysty Argon |
| Stabilność łuku | Mniej stabilny, "strzelający" | Bardzo stabilny, spokojny |
| Ilość odprysków | Duża | Minimalna |
| Głębokość wtopienia | Dobra, głębokie | Dobra, kontrolowana |
| Wygląd spoiny (estetyka) | Chropowata, mniej estetyczna | Gładka, estetyczna, regularna |
| Zakres zastosowań | Grubsze blachy, konstrukcje, gdzie estetyka nie jest priorytetem | Wszelkie zastosowania, od cienkich blach po grube, gdzie liczy się jakość i wygląd |
Podsumowując, jeśli budżet jest bardzo ograniczony, a estetyka nie gra roli, CO2 może być akceptowalnym wyborem. Jeśli jednak zależy Ci na profesjonalnych rezultatach, minimalnej ilości pracy po spawaniu i wysokiej jakości spoinie, mieszanka Ar/CO2 to inwestycja, która się opłaca.
Jaki gaz do zadań specjalnych? Praktyczny przewodnik po materiałach
Poza stalą czarną, często stajemy przed wyzwaniem spawania stali nierdzewnej, aluminium czy innych metali kolorowych. W tych przypadkach wybór gazu osłonowego jest jeszcze bardziej krytyczny i wymaga bardzo precyzyjnego podejścia.
Spawanie stali nierdzewnej (INOX): klucz to niska zawartość CO2
Spawanie stali nierdzewnej (INOX) to dziedzina, w której nie ma miejsca na kompromisy w kwestii gazu osłonowego. Tutaj kluczowa jest bardzo niska zawartość CO2 w mieszance gazów osłonowych, zazwyczaj w granicach 2-2,5% CO2 w Argonie. Dlaczego to takie ważne? Stal nierdzewna zawdzięcza swoją odporność na korozję warstwie pasywnej, która tworzy się na jej powierzchni. Dwutlenek węgla, jako gaz aktywny, w wyższych stężeniach może zniszczyć tę strukturę chemiczną, prowadząc do utraty odporności na korozję w obszarze spoiny i strefy wpływu ciepła. W praktyce oznacza to, że spoina może zacząć korodować, nawet jeśli reszta materiału jest nierdzewna.
Chcę to jasno podkreślić: stosowanie standardowej mieszanki Ar/CO2 (82/18) lub, co gorsza, czystego CO2 do spawania stali nierdzewnej to kategoryczny błąd! Taki wybór niemal gwarantuje korozję spoiny w przyszłości. Jak słusznie zauważa Spidweld, precyzyjny dobór gazu jest tu absolutnie krytyczny, aby zachować wszystkie pożądane właściwości stali nierdzewnej.
Spawanie aluminium: dlaczego tylko czysty Argon gwarantuje sukces?
Aluminium i inne metale nieżelazne to materiały bardzo reaktywne, co oznacza, że łatwo wchodzą w reakcje z tlenem z powietrza, tworząc tlenki. Te tlenki są niezwykle trudne do usunięcia i mogą poważnie osłabić spoinę. Dlatego też, do spawania aluminium, niezbędne jest użycie gazu obojętnego, którym jest wyłącznie czysty Argon (Ar). Argon nie reaguje z aluminium, skutecznie chroniąc jeziorko spawalnicze przed utlenianiem.
Ważne jest, aby Argon miał bardzo wysoką czystość, co najmniej 99,95% (klasa 4.5 lub wyższa). Niższa czystość może wprowadzić zanieczyszczenia, które negatywnie wpłyną na jakość spoiny. W przypadku spawania grubszych materiałów aluminiowych, gdzie potrzebna jest większa energia łuku i głębsze wtopienie, stosuje się czasem mieszanki Argonu z Helem (Ar/He). Hel, dzięki swoim właściwościom, zwiększa energię łuku, co przekłada się na lepszą penetrację i szerszą spoinę.
Jak spawać miedź i inne metale kolorowe metodą MIG?
Podobnie jak w przypadku aluminium, miedź, tytan i inne metale kolorowe są również bardzo reaktywne z tlenem. Dlatego też, aby zapobiec utlenianiu i zapewnić wysoką jakość spoiny, dla tych metali również konieczne jest stosowanie czystego Argonu jako gazu osłonowego. Kluczowa jest tu właśnie reaktywność metalu z tlenem – im bardziej reaktywny metal, tym bardziej obojętny gaz musimy zastosować.
Pamiętaj, że dla każdego metalu kolorowego, poza Argonem, ważne jest również odpowiednie przygotowanie powierzchni (dokładne czyszczenie) oraz precyzyjne ustawienia parametrów spawania, aby uzyskać optymalne rezultaty.

A może całkowicie bez gazu? Wszystko, co musisz wiedzieć o drucie samoosłonowym
Nie zawsze mamy dostęp do butli z gazem, a czasem warunki pracy uniemożliwiają jej użycie. W takich sytuacjach z pomocą przychodzi drut samoosłonowy, który jest ciekawą alternatywą, choć wiąże się z pewnymi kompromisami.
Drut samoosłonowy (FLUX): kiedy mobilność i praca w terenie są priorytetem?
Metoda spawania bez gazu, z użyciem drutu samoosłonowego (znana również jako FCAW - Flux-Cored Arc Welding), to prawdziwe wybawienie, gdy liczy się mobilność i możliwość pracy w trudnych warunkach. Ten specjalny drut ma w rdzeniu topnik, który podczas spawania wytwarza własne gazy osłonowe, eliminując tym samym potrzebę zewnętrznej butli z gazem. To rozwiązanie jest idealne do prac na zewnątrz, gdzie wiatr mógłby zdmuchnąć gaz osłonowy, czyniąc spawanie tradycyjną metodą MIG/MAG niemożliwym lub bardzo trudnym. Jest to również doskonała opcja, gdy transport butli z gazem jest utrudniony lub po prostu niemożliwy, na przykład na budowie czy w terenie.Wady i zalety spawania bezgazowego: co zyskujesz, a co tracisz?
Jak każda technologia, spawanie drutem samoosłonowym ma swoje plusy i minusy:
Zalety:
- Brak konieczności posiadania butli z gazem i reduktora, co obniża początkowe koszty i ułatwia logistykę.
- Możliwość spawania na zewnątrz, nawet przy wietrze, co jest niemożliwe w przypadku tradycyjnego MIG/MAG.
- Większa mobilność i łatwość transportu sprzętu – wystarczy spawarka i rolka drutu.
- Zapewnia głębokie wtopienie, co jest korzystne przy spawaniu grubszych materiałów.
Wady:
- Gorsza jakość i estetyka spoiny w porównaniu do spawania z gazem. Spoina jest często bardziej chropowata i nieregularna.
- Powstawanie żużla, który wymaga usunięcia po spawaniu, co wydłuża czas pracy.
- Większa ilość dymów spawalniczych, wymagająca dobrej wentylacji lub stosowania odpowiednich środków ochrony dróg oddechowych.
- Często wyższa cena drutu samoosłonowego w porównaniu do drutu pełnego.
- Zazwyczaj większe odpryski niż przy spawaniu mieszanką Ar/CO2.
Czy każdy migomat może spawać drutem samoosłonowym? Kwestia zmiany biegunowości
To ważne pytanie, na które odpowiedź brzmi: nie, nie każdy migomat jest przystosowany do spawania drutem samoosłonowym. Kluczową kwestią jest możliwość zmiany biegunowości. W standardowym spawaniu MIG/MAG (z gazem) używamy prądu stałego z dodatnią polaryzacją na drucie (DCEP - Direct Current Electrode Positive). Natomiast dla większości drutów samoosłonowych wymagana jest odwrotna biegunowość – prąd stały z ujemną polaryzacją na drucie (DCEN - Direct Current Electrode Negative).
Dlaczego ta zmiana jest ważna? Odpowiednia biegunowość zapewnia stabilny łuk i prawidłowe stapianie się drutu. Jeśli spawarka nie pozwala na zmianę biegunowości lub jeśli zostanie ona pominięta, jakość spoiny będzie bardzo niska, a proces spawania niestabilny. Zawsze, ale to zawsze sprawdź instrukcję obsługi swojej spawarki, aby upewnić się, czy jest ona kompatybilna z drutem samoosłonowym i jak prawidłowo ustawić biegunowość.
Jak nie marnować gazu? Kluczowe zasady prawidłowego ustawienia
Nawet najlepszy gaz osłonowy nie spełni swojej funkcji, jeśli nie zostanie prawidłowo ustawiony. Zbyt mały przepływ to ryzyko wad spoiny, zbyt duży – niepotrzebne marnotrawstwo. Oto moje wskazówki, jak optymalnie zarządzać gazem.
Ciśnienie robocze a przepływ – co jest ważniejsze i jak to ustawić na reduktorze?
Często widzę, jak początkujący spawacze mylą ciśnienie w butli z przepływem gazu. Pamiętaj, że to przepływ gazu, mierzony w litrach na minutę (l/min), jest kluczowy dla efektywnej osłony jeziorka spawalniczego, a nie samo ciśnienie w butli czy ciśnienie robocze na wyjściu z reduktora. Ciśnienie robocze to tylko wskaźnik, który pomaga utrzymać stały przepływ.
Aby prawidłowo ustawić przepływ, musisz spojrzeć na rotametr – to ta szklana rurka z pływającą kulką, która znajduje się na reduktorze. Pokrętłem regulujesz przepływ, a odczytujesz go na skali, patrząc na środek pływającej kulki. Zbyt mały przepływ gazu nie zapewni wystarczającej ochrony spoinie, co zaowocuje porowatością. Z kolei zbyt duży przepływ to nie tylko marnotrawstwo cennego gazu, ale może również prowadzić do zawirowań powietrza wokół dyszy, co paradoksalnie może wciągać powietrze atmosferyczne do strefy spawania i powodować wady.
Praktyczna zasada: jak dobrać przepływ gazu do średnicy dyszy?
Nie ma jednej uniwersalnej wartości przepływu gazu, która sprawdzi się w każdej sytuacji, ale mogę podać Ci praktyczną zasadę, od której możesz zacząć. Dla drutu o średnicy 0.8-1.0mm w standardowych warunkach warsztatowych, zazwyczaj ustawiam przepływ gazu na poziomie 10-12 l/min. To dobry punkt wyjścia.
Jeśli używasz większej dyszy gazowej, spawasz w pozycji wymuszonej (np. pionowej lub nad głową) lub w warunkach, gdzie występują lekkie przeciągi, warto nieco zwiększyć przepływ, np. do 15 l/min. Pamiętaj jednak, że idealny przepływ może się różnić w zależności od konkretnego zadania, pozycji spawania i warunków otoczenia. Zawsze obserwuj spoinę i słuchaj łuku – to najlepsze wskaźniki prawidłowych ustawień.
Najczęstsze błędy prowadzące do porowatości spoiny i jak ich unikać
Porowatość spoiny to jeden z najczęstszych problemów związanych z gazem osłonowym. Oto najczęstsze błędy i sposoby ich unikania:- Zbyt niski przepływ gazu: Spoina nie jest odpowiednio chroniona. Rozwiązanie: Zwiększ przepływ gazu do zalecanej wartości (np. 10-12 l/min).
- Zbyt wysoki przepływ gazu: Powoduje zawirowania powietrza, które wciągają tlen do strefy spawania. Rozwiązanie: Zmniejsz przepływ, obserwując jednocześnie jakość spoiny.
- Przeciągi w miejscu spawania: Nawet niewielki wiatr może zdmuchnąć gaz osłonowy. Rozwiązanie: Zabezpiecz stanowisko pracy przed przeciągami, używając parawanów lub pracując w zamkniętym pomieszczeniu.
- Zanieczyszczona powierzchnia materiału: Rdza, farba, olej czy brud na spawanym materiale mogą uwalniać gazy, które zanieczyszczają spoinę. Rozwiązanie: Zawsze dokładnie oczyść materiał przed spawaniem.
- Zużyta lub zatkana dysza gazowa: Nierównomierny przepływ gazu lub jego całkowity brak. Rozwiązanie: Regularnie czyść dyszę z odprysków i wymieniaj ją, gdy jest zużyta.
- Zbyt duża odległość dyszy od jeziorka spawalniczego: Gaz osłonowy ma dłuższą drogę do przebycia i jest bardziej podatny na rozproszenie przez powietrze. Rozwiązanie: Utrzymuj dyszę blisko jeziorka, zazwyczaj 10-15 mm.
Zakup i eksploatacja butli z gazem: na co zwrócić uwagę?
Posiadanie odpowiedniego gazu to jedno, ale równie ważna jest kwestia jego przechowywania i dostępu. Butla z gazem to inwestycja i element bezpieczeństwa, dlatego warto wiedzieć, na co zwrócić uwagę.
Butla własna czy dzierżawa – co się bardziej opłaca?
Decyzja o zakupie butli na własność czy jej dzierżawie (wynajmie) zależy od Twoich potrzeb i częstotliwości spawania. Z mojego punktu widzenia, obie opcje mają swoje plusy i minusy:
Butla własna:
-
Zalety:
- Jednorazowy koszt: Po zakupie butla jest Twoja, nie ponosisz cyklicznych opłat.
- Brak opłat cyklicznych: Nie płacisz abonamentu za dzierżawę.
-
Wady:
- Konieczność dbania o legalizację: To Ty odpowiadasz za terminowe badania techniczne butli.
- Większy początkowy wydatek: Cena butli to często kilkaset złotych.
- Trudności z wymianą w niektórych punktach: Nie wszystkie punkty wymiany gazu akceptują butle "obce" lub wymagają dopłaty.
Dzierżawa/Wynajem:
-
Zalety:
- Brak kosztów legalizacji: Odpowiedzialność za legalizację spoczywa na dostawcy.
- Łatwa wymiana na pełną butlę: Zazwyczaj po prostu oddajesz pustą butlę i dostajesz pełną.
- Mniejszy początkowy wydatek: Płacisz tylko za gaz i opłatę za dzierżawę.
-
Wady:
- Cykliczne opłaty za dzierżawę: Miesięczny lub roczny abonament, który sumuje się w dłuższej perspektywie.
- Zależność od dostawcy: Jesteś związany z konkretnym dostawcą gazu.
Jeśli spawasz sporadycznie, dzierżawa może być korzystniejsza ze względu na mniejszy początkowy koszt i brak troski o legalizację. Jeśli jednak spawasz często i masz dostęp do punktów wymiany, które akceptują butle własne, zakup butli może okazać się bardziej opłacalny w dłuższej perspektywie.
Przeczytaj również: Sherman V4 - Przyłbica spawalnicza - Czy warto kupić?
Legalizacja butli: dlaczego jest tak ważna dla Twojego bezpieczeństwa?
Legalizacja butli z gazem to coś, czego absolutnie nie możesz zignorować. Butle z gazami technicznymi to zbiorniki ciśnieniowe, które przechowują gaz pod bardzo wysokim ciśnieniem. Z tego powodu podlegają rygorystycznym przepisom bezpieczeństwa i regularnym badaniom technicznym, czyli właśnie legalizacji.
Legalizacja to nic innego jak sprawdzenie stanu technicznego butli, jej szczelności i wytrzymałości. Badania te są zazwyczaj przeprowadzane co 10 lat i potwierdzają, że butla jest sprawna i bezpieczna w użytkowaniu. Co się stanie, jeśli Twoja butla nie ma ważnej legalizacji? Po pierwsze, żaden szanujący się dostawca nie napełni ani nie wymieni takiej butli. Po drugie, i co ważniejsze, używanie butli bez ważnej legalizacji jest niebezpieczne i niezgodne z prawem. W przypadku awarii lub wypadku, konsekwencje mogą być bardzo poważne. Zawsze upewnij się, że Twoja butla ma aktualną legalizację – to kwestia Twojego bezpieczeństwa i bezpieczeństwa osób wokół Ciebie.