Kohezja i adhezja brzmią podręcznikowo, ale w praktyce decydują o tym, czy kropla rozleje się na blasze, farba utrzyma się na stali i czy klej zbuduje trwałe połączenie. W kontekście metali i materiałów najważniejsze jest nie tylko zrozumienie samej definicji, lecz także tego, jak te siły wpływają na zwilżanie, przygotowanie powierzchni i jakość spoiny. Pokażę to bez zbędnej teorii, za to na przykładach z warsztatu, lakierowania i klejenia.
Najważniejsze rzeczy, które warto zapamiętać
- Siły spójności utrzymują materiał „w całości”, a przyleganie decyduje o kontakcie z inną powierzchnią.
- Na metalach o wyniku często przesądzają tlenki, olej, pył i wilgoć, a nie sam gatunek materiału.
- Dobre zwilżanie pomaga klejeniu, malowaniu i lutowaniu, ale nie gwarantuje jeszcze trwałości.
- Najpierw czyszczenie, potem aktywacja, dopiero później klej, farba albo lut.
- Test kropli, kąt zwilżania i próby odrywania szybciej pokażą problem niż sam wygląd powierzchni.
Czym różnią się siły spójności i przylegania
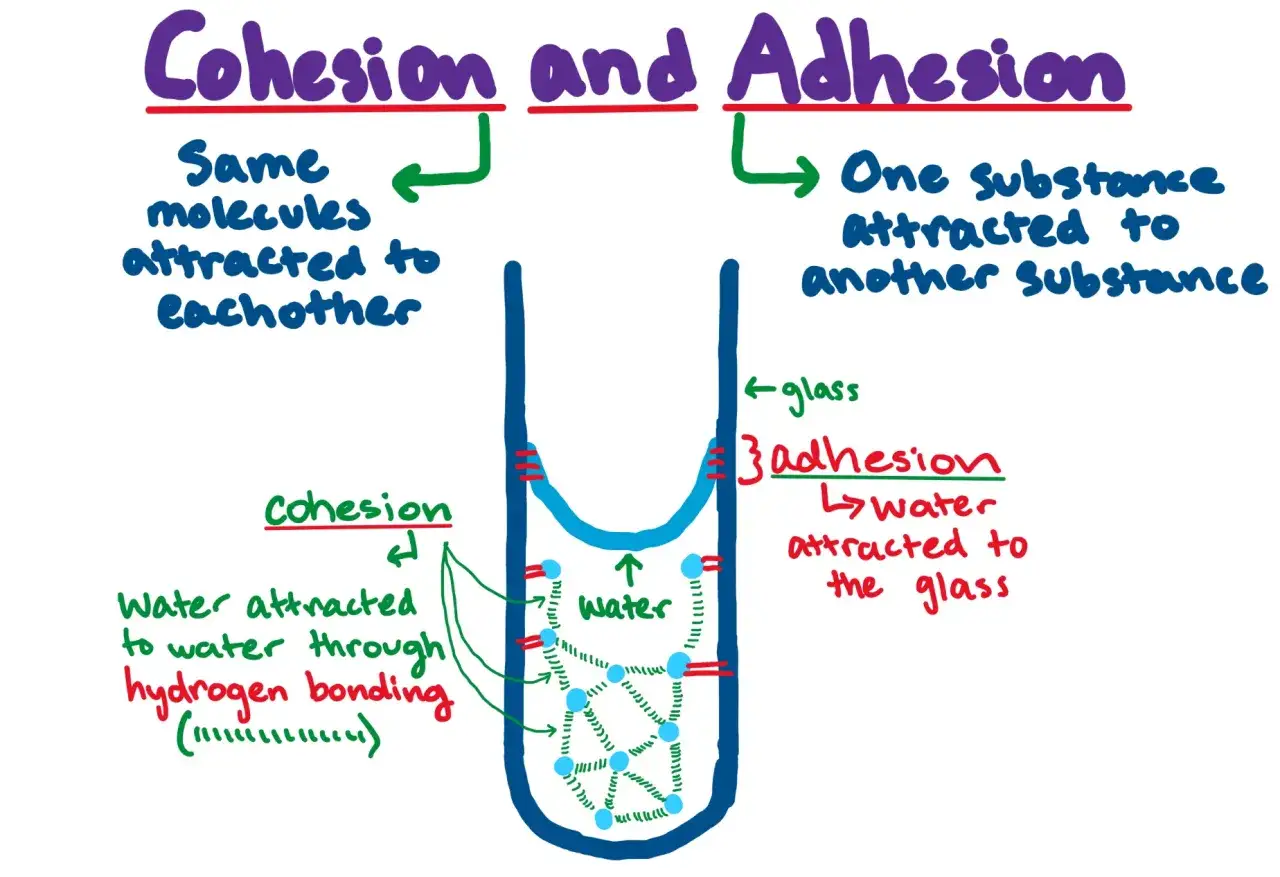
Ja rozdzielam te pojęcia bardzo prosto: spójność trzyma razem cząsteczki tej samej substancji, a przyleganie decyduje o kontakcie z innym materiałem. W cieczy pierwsze odpowiada za to, że kropla chce zostać kroplą, drugie za to, czy ta kropla rozleje się po powierzchni metalu. W praktyce te dwa efekty widać od razu po zachowaniu kropli, warstwy kleju albo filmu lakieru.
| Zjawisko | Gdzie działa | Co widać w praktyce |
|---|---|---|
| Spójność | We wnętrzu tej samej cieczy lub warstwy materiału | Kropla trzyma się razem, powłoka nie kruszy się od środka |
| Przyleganie | Na granicy dwóch różnych materiałów | Ciecz rozlewa się po metalu, klej „łapie” podłoże |
| Zbyt słaba spójność | W środku kleju, farby albo lutu | Materiał pęka wewnętrznie i traci wytrzymałość |
| Zbyt słabe przyleganie | Na styku z blachą lub profilem | Warstwa odspaja się płatami albo schodzi po krawędzi |
Jeśli patrzę na uszkodzenie powłoki, od razu sprawdzam, czy problem jest w środku materiału, czy na granicy z podłożem. To rozróżnienie później bardzo pomaga w szukaniu przyczyny, bo prowadzi prosto do kolejnych kroków przygotowania powierzchni.
Dlaczego metalowa powierzchnia zachowuje się inaczej niż szkło czy tworzywo
Metal nie jest „dobry” albo „zły” z definicji. Na ogół ma wysoką energię powierzchniową, więc czysta powierzchnia potrafi bardzo dobrze przyjmować ciecz, klej czy farbę. Problem zaczyna się wtedy, gdy na metalu pojawia się olej, kurz, tlenek, pasywna warstwa albo zwykły odcisk palca. Wtedy powierzchnia wygląda poprawnie, ale fizyka już nie pomaga.
Na aluminium, stali nierdzewnej i wielu stopach szczególnie ważna jest cienka warstwa tlenków. Jest niemal niewidoczna, ale potrafi skutecznie zmienić sposób, w jaki ciecz zwilża podłoże. Jak podaje Fraunhofer IFAM, przy klejeniu, lakierowaniu i powlekaniu często trzeba nie tylko czyścić, lecz także aktywować powierzchnię, żeby uzyskać stabilny efekt.
| Stan powierzchni | Jak zachowuje się kropla | Co to zwykle oznacza |
|---|---|---|
| Czysta, odtłuszczona blacha | Kropla szybciej się rozpływa | Lepsza baza pod klej, farbę lub topnik |
| Powierzchnia z olejem lub silikonem | Kropla się zbiera i „ucieka” | Ryzyko słabego wiązania i łuszczenia |
| Utleniona lub pasywna powierzchnia | Efekt jest nierówny, często słabszy | Często potrzebna jest aktywacja albo dodatkowa obróbka |
| Powierzchnia po piaskowaniu lub śrutowaniu | Kontakt bywa większy, ale nie zawsze lepszy | Sama chropowatość nie zastępuje czystości |
To właśnie dlatego dwa identyczne elementy stalowe mogą zachowywać się zupełnie inaczej, jeśli jeden przeszedł pełne przygotowanie, a drugi został tylko „przetarty”. I to przekłada się bezpośrednio na klejenie, malowanie i lutowanie.
Jak te zjawiska sterują zwilżaniem, klejeniem i lutowaniem
W praktyce interesuje mnie nie tyle teoria, ile to, czy ciecz lub masa potrafi wejść w pełny kontakt z podłożem. Gdy przyleganie jest silniejsze od spójności cieczy, materiał rozlewa się po powierzchni. Gdy spójność wygrywa, tworzy się kropla albo „kulkowanie” lutu, lakieru czy kleju. To dokładnie ten moment, w którym technologia zaczyna działać albo się wykłada.
| Proces | Czego potrzebujesz | Gdy zwilżanie jest słabe |
|---|---|---|
| Klejenie metalu | Równomiernego kontaktu kleju z podłożem | Pęcherze, odspojenia, słabsza odporność na starzenie |
| Malowanie i lakierowanie | Cienkiej, ciągłej warstwy bez przerw | Kratery, oczka, łuszczenie, miejscowe odrywanie |
| Lutowanie miękkie i twarde | Rozlania lutu po powierzchni metalu | Kulkowanie lutowia, zimne połączenia, nierówna spoina |
| Powłoki ochronne | Warstwy bez mikrodziur i bez „uciekania” materiału | Korozja podpowłokowa i szybsze niszczenie zabezpieczenia |
Przy lutowaniu zwykle najpierw walczy się z tlenkiem i topnikiem, a przy lakierowaniu z kurzem, silikonem i resztkami środków antykorozyjnych. Sam materiał może być dobry, ale bez odpowiedniego zwilżania nie pokaże swoich właściwości. Właśnie dlatego ocena powierzchni jest tak samo ważna jak wybór samego kleju czy farby.
Co najczęściej psuje efekt na metalowej powierzchni
Najczęściej nie zawodzi sam klej albo farba, tylko coś dużo bardziej przyziemnego. W warsztacie widzę to regularnie: powierzchnia wygląda „na czystą”, ale po chwili okazuje się, że problem siedzi kilka mikronów niżej albo kilka kroków wcześniej w procesie.
- Olej, smar i odciski palców, które tworzą cienką warstwę odcinającą kontakt materiałów.
- Rdza, zgorzelina, tlenki i pasywacja, szczególnie na stali nierdzewnej i aluminium.
- Pył po szlifowaniu, śrutowaniu albo cięciu, który działa jak separator.
- Wilgoć i kondensacja, zwłaszcza gdy element jest chłodniejszy od otoczenia.
- Zbyt gładka powierzchnia, która ogranicza mechaniczne „zaczepienie” warstwy.
- Resztki chłodziw, emulsji, silikonów i środków antyadhezyjnych.
Jak podaje Fraunhofer IFAM, przy wymagających połączeniach często trzeba przejść od zwykłego czyszczenia do aktywacji albo specjalnej obróbki powierzchni. I właśnie tu najczęściej wygrywa konsekwencja, a nie szybkie przetarcie szmatą.
Jeśli miałbym wskazać jeden błąd początkujących, to byłoby nim przekonanie, że „nowa blacha” jest od razu gotowa do pracy. Nie jest. Nawet świeży materiał potrafi mieć warstwę technologicznych zanieczyszczeń, a niektóre stopy bardzo szybko pokrywają się tlenkiem.
Jak poprawić przyczepność bez zgadywania
W praktyce układam to w kilku prostych krokach. Nie są efektowne, ale to one robią różnicę między trwałym połączeniem a poprawką po pierwszym obciążeniu.
- Zidentyfikuj materiał i rodzaj zabrudzenia. Inaczej traktuję stal czarną, inaczej aluminium, a inaczej stal nierdzewną czy ocynk.
- Odtłuść powierzchnię właściwym środkiem. Do lekkich zabrudzeń wystarczy jeden system, do cięższych trzeba dobrać mocniejsze czyszczenie. Przy rozpuszczalnikach, pyłach ściernych i plazmie nie pomijam odciągu, rękawic i ochrony oczu.
- Usuń tlenki, zgorzelinę albo korozję, jeśli technologia tego wymaga. Czasem wystarczy obróbka mechaniczna, czasem potrzebna jest chemia lub aktywacja.
- Nadaj kontrolowaną chropowatość. Piaskowanie, szlifowanie lub śrutowanie pomagają, ale tylko wtedy, gdy nie zostawiają pyłu i nie psują geometrii elementu.
- Dobierz primer, topnik albo aktywację powierzchni. To szczególnie ważne przy trudnych metalach i cienkich warstwach ochronnych.
- Sprawdź efekt przed uruchomieniem produkcji. Lepiej wykryć problem na próbce niż po montażu całej serii.
W materiałach KRÜSS zwraca się uwagę, że pomiar kąta zwilżania i testy tuszami pomagają szybko ocenić, czy powierzchnia nadaje się pod klej, farbę albo lakier. W praktyce dorzucam do tego jeszcze próbę odrywania, test krzyżowy lub kontrolę po starzeniu, bo sam ładny wygląd nie mówi mi wszystkiego.
To właśnie tu dobrze widać różnicę między działaniem „na oko” a realną kontrolą procesu. Jedna kropla może wyglądać obiecująco, ale dopiero zestaw testów mówi, czy połączenie wytrzyma temperaturę, drgania i wilgoć.
Dlaczego trwałe połączenie zaczyna się od powierzchni
Najważniejszy wniosek jest prosty: dobre zwilżenie to warunek startowy, ale nie gwarancja sukcesu. Na trwałość wpływa jeszcze utwardzenie, grubość warstwy, temperatura pracy, drgania, wilgoć i starzenie materiału. Jeśli połączenie ma pracować w warsztacie, na zewnątrz albo w kontakcie z olejem i chemią, patrzę na nie jak na cały system, a nie na jeden produkt.
- Słaba spójność daje pękanie wewnątrz warstwy.
- Słabe przyleganie kończy się odspojeniem od metalu.
- Dobra technologia łączy czyste podłoże, właściwy materiał pomocniczy i kontrolę warunków pracy.
Jeśli mam zostawić jedną praktyczną zasadę, brzmi ona tak: najpierw przygotowanie powierzchni, potem dobór technologii, dopiero na końcu ocena, czy „trzyma”. To właśnie na tym etapie najłatwiej uniknąć kosztownych poprawek i niepotrzebnych reklamacji.