W metalach przyczepność decyduje o tym, czy klej utrzyma element pod obciążeniem, czy farba odpadnie po pierwszym cyklu wilgoci, a powłoka ochronna zachowa funkcję przez lata. Właściwości adhezyjne materiału to nie jeden parametr, tylko suma zjawisk: energii powierzchniowej, zwilżania, czystości, chropowatości i rodzaju warstwy wierzchniej. Poniżej rozkładam ten temat na czynniki pierwsze i pokazuję, co naprawdę ma znaczenie w warsztacie oraz w przemyśle.
Najważniejsze wnioski o przyczepności na metalach
- Na metalach adhezja zwykle powstaje przez połączenie mechaniczne, fizyczne i chemiczne, a nie przez jeden mechanizm.
- Czystość powierzchni ma w praktyce większe znaczenie niż sama chropowatość.
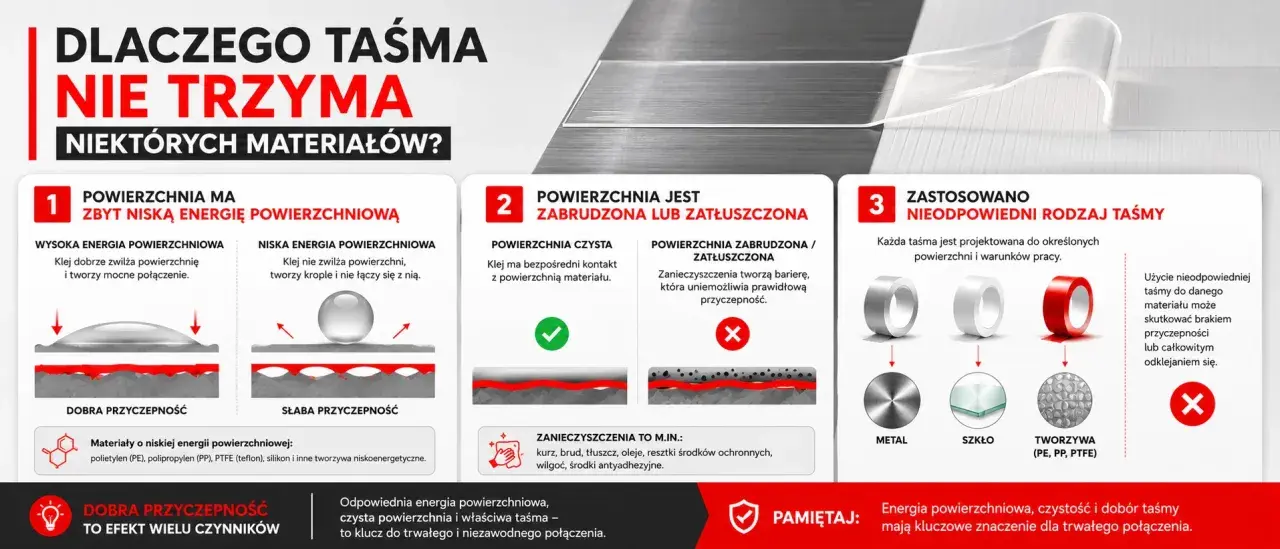
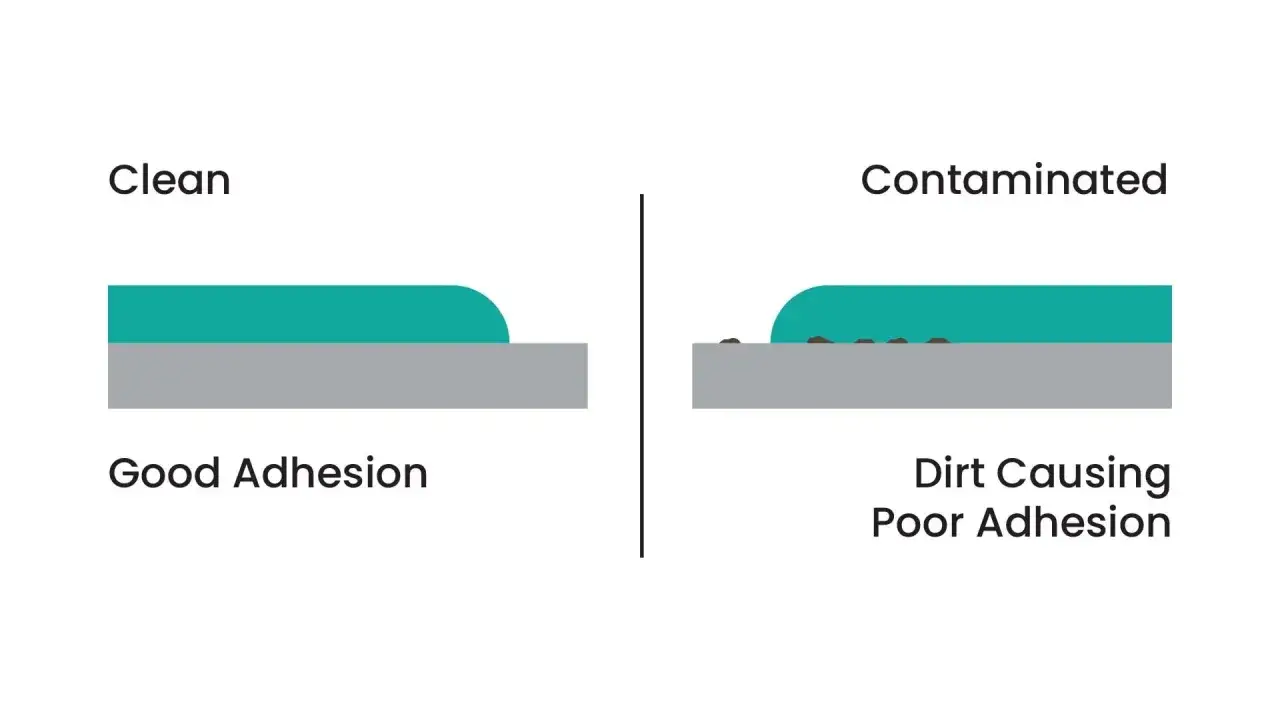
- Im lepsze zwilżanie, tym łatwiej klej lub powłoka rozpływa się po podłożu i tworzy ciągły film.
- Olej, pył, rdza i warstwa tlenków potrafią zniweczyć nawet dobry system klejowy albo lakierniczy.
- W ocenie połączeń na metalach często stosuje się test pull-off, czyli próbę odrywania powłoki od podłoża.
Co naprawdę oznacza przyczepność na metalu
Jeżeli patrzę na metal jako na podłoże, to nie pytam najpierw, „czy ma się przykleić”, tylko na jakiej granicy ma powstać połączenie. W praktyce adhezja zachodzi między materiałem a jego warstwą wierzchnią, a ta warstwa niemal zawsze jest czymś więcej niż gołym metalem: bywa utleniona, zabrudzona, zwilżona wilgocią albo pokryta cienkim filmem z otoczenia.
Właśnie dlatego na metalach przyczepność jest tak wrażliwa na szczegóły procesu. Dwa identyczne elementy ze stali mogą zachowywać się zupełnie inaczej, jeśli jeden został odtłuszczony i zmatowiony, a drugi tylko „przetarty szmatką”. Z mojej perspektywy to najważniejsza lekcja: adhezja zależy od stanu powierzchni w dniu aplikacji, a nie od nazwy materiału z katalogu.
Adhezja mechaniczna
To sytuacja, w której klej, farba albo uszczelniacz wchodzi w mikronierówności i po utwardzeniu działa jak kotwica. Na metalach ten mechanizm jest bardzo użyteczny, ale tylko wtedy, gdy powierzchnia jest czysta i ma kontrolowaną chropowatość. Jeśli w porach zostanie pył albo tłuszcz, dostajesz fałszywe „zakotwiczenie”, które później odchodzi całym płatem.
Oddziaływania fizyczne i chemiczne
Na granicy faz działają też siły międzycząsteczkowe, a czasem wiązania chemiczne z warstwą tlenkową lub primerem. Tu wchodzi w grę energia powierzchniowa i zwilżanie: im łatwiej ciecz rozlewa się po metalu, tym większa szansa na stabilny kontakt na całej powierzchni. W materiałach konstrukcyjnych duże znaczenie ma również podział energii powierzchniowej na składową polarną i dyspersyjną, bo to pomaga przewidzieć zachowanie różnych klejów i powłok.
Przeczytaj również: Jak zabezpieczyć stal olejem przed korozją? Pełny poradnik
Kiedy pojawia się połączenie metalurgiczne
W niektórych procesach, zwłaszcza w natrysku cieplnym czy połączeniach z udziałem stopionego materiału, dochodzi do bardziej „metalicznego” charakteru związania. Nie jest to już zwykłe przyleganie filmu do podłoża, ale lokalne zespolenie z warstwą powierzchniową. To właśnie dlatego ta sama technologia może dawać bardzo dobre wyniki na jednej stali, a na innej wymagać zupełnie innego przygotowania.
Skoro mechanizmów jest kilka, trzeba teraz zobaczyć, co w praktyce najmocniej steruje efektem końcowym.
Co najbardziej wpływa na przyczepność do metalu
W praktyce warsztatowej najczęściej decydują nie „tajemne” parametry, tylko cztery rzeczy: stan powierzchni, jej energia, chropowatość i warunki aplikacji. Ja zawsze zaczynam od nich, bo właśnie one najczęściej tłumaczą, dlaczego jeden system trzyma dobrze, a drugi odkleja się po krótkim czasie.
| Czynnik | Co robi z przyczepnością | Co to znaczy w praktyce |
|---|---|---|
| Energia powierzchniowa | Ułatwia albo utrudnia zwilżanie | Im lepsze zwilżanie, tym łatwiej uzyskać ciągły kontakt kleju lub powłoki z metalem |
| Warstwa tlenków i zanieczyszczeń | Może osłabić lub całkiem odciąć kontakt | Olej, smar, rdza i pył często psują wynik szybciej niż źle dobrany klej |
| Chropowatość | Pomaga w kotwiczeniu mechanicznym | Umiarkowana chropowatość bywa korzystna, ale zbyt duża może zatrzymywać zabrudzenia i powietrze |
| Rodzaj metalu | Zmienia chemię i zachowanie warstwy wierzchniej | Stal, aluminium, stal nierdzewna i cynk nie reagują tak samo |
| Temperatura i wilgotność | Wpływają na rozpływanie, odparowanie i utwardzanie | Ten sam system może dać różny wynik, jeśli pracuje się w chłodzie albo w wilgotnym otoczeniu |
Z punktu widzenia praktyka najważniejsze jest jedno: sama chropowatość nie uratuje brudnej powierzchni. W większości zastosowań czystość i zgodność chemiczna systemu mają większe znaczenie niż dokładanie kolejnych mikrometrów profilu powierzchniowego. To prowadzi prosto do pytania, jak taki metal przygotować przed klejeniem lub malowaniem.
Jak przygotować metal, żeby klej lub powłoka miały szansę zadziałać
Ja zwykle zaczynam od najprostszej zasady: najpierw usuwam wszystko, co przeszkadza w kontakcie, dopiero potem buduję przyczepność. W metalach ten porządek ma znaczenie krytyczne, bo przygotowanie powierzchni często przesądza o sukcesie bardziej niż sam produkt.
- Odtłuść powierzchnię - usuń olej, smar, resztki chłodziwa i ślady po dłoniach. Jeśli zostanie choć cienki film, klej albo farba będą pracowały na słabym podkładzie.
- Usuń rdzę i luźne tlenki - na stali czarnej i stalowych konstrukcjach to podstawa. Na aluminium i stali nierdzewnej kluczowa jest kontrola warstwy pasywnej i zabrudzeń technologicznych.
- Nadaj kontrolowaną chropowatość - śrutowanie, szlifowanie albo lekkie zmatowienie mają sens wtedy, gdy system naprawdę korzysta z zakotwiczenia mechanicznego.
- Odpyl i nie dotykaj już powierzchni gołą dłonią - kurz i pot potrafią zniszczyć efekt w kilka minut.
- Nałóż klej, farbę lub primer możliwie szybko - im dłuższa przerwa, tym większe ryzyko ponownego utlenienia albo zabrudzenia.
- Utrzymaj warunki utwardzania - zbyt niska temperatura spowalnia reakcję, a za wysoka wilgotność potrafi pogorszyć rozpływanie i końcową strukturę spoiny.
W przypadku trudniejszych metali, zwłaszcza aluminium i stali nierdzewnej, sam szlif bywa za mało. Wtedy sens ma dobór primera albo aktywacji powierzchni, bo stabilna warstwa tlenkowa wymaga już bardziej świadomego podejścia. Jeśli system producenta przewiduje podkład, pominięcie go zwykle kończy się powrotem problemu.
Po przygotowaniu warto jeszcze sprawdzić, czy połączenie rzeczywiście spełnia oczekiwania, a nie tylko wygląda poprawnie na pierwszy rzut oka.
Jak mierzy się przyczepność i co naprawdę mówią wyniki
Pomiar adhezji ma sens tylko wtedy, gdy wiesz, co chcesz sprawdzić: zwilżanie powierzchni, jakość przygotowania czy odporność gotowego połączenia na odrywanie. To trzy różne pytania i nie zawsze odpowiada się na nie tym samym testem.
| Metoda | Do czego pasuje | Co pokazuje | Ograniczenie |
|---|---|---|---|
| Pomiar kąta zwilżania | Szybka ocena stanu powierzchni | Jak łatwo ciecz rozpływa się po metalu | Nie mówi jeszcze, jak zachowa się gotowe połączenie w eksploatacji |
| Pull-off | Powłoki i systemy klejowe na metalach | Siłę potrzebną do odrywania warstwy od podłoża | Test jest destrukcyjny i wyniki zależą od całej procedury |
| Testy nacięcia lub siatki nacięć | Szybka kontrola jakości powłok | Skłonność do odspajania na brzegu nacięcia | To metoda bardziej porównawcza niż absolutna |
| Ocena rodzaju zniszczenia | Analiza po próbie | Czy zerwanie nastąpiło w kleju, w powłoce czy na granicy z metalem | Wymaga interpretacji, a nie tylko odczytu liczby |
W standardzie ASTM D4541 pull-off służy właśnie do oceny siły odrywania systemu powłokowego od metalu. W praktyce cenię ten test za to, że pokazuje nie tylko wynik liczbowy, ale też miejsce najsłabszego ogniwa. Jeśli zerwanie zachodzi w warstwie kleju albo samej powłoki, problem jest inny niż wtedy, gdy odspaja się granica metal-powłoka.
Wynik testu ma jednak sens tylko wtedy, gdy porównujesz próbki przygotowane i badane tak samo. Zmienisz klej pomocniczy, czas utwardzania, temperaturę albo sposób nacięcia i dostajesz inny obraz. To prowadzi do najczęstszych błędów, które psują cały proces już na starcie.
Najczęstsze błędy, które psują przyczepność
W wielu zakładach problem nie leży w samym materiale, tylko w drobnych skrótach myślowych. Ja widzę je najczęściej wtedy, gdy ktoś zakłada, że skoro metal wygląda czysto, to powierzchnia jest gotowa.
- Klejenie albo malowanie na „na oko” odtłuszczonym metalu - ślad po smarze bywa niewidoczny, ale nadal osłabia kontakt.
- Zostawienie aktywnej powierzchni na zbyt długo - im dłużej czeka się z aplikacją, tym większa szansa na ponowne utlenienie i zabrudzenie.
- Zbyt agresywne przygotowanie - można przesadzić z chropowatością i stworzyć mikrokieszenie dla zanieczyszczeń oraz wilgoci.
- Dobór systemu nie do tego metalu - klej, który działa na stali węglowej, nie musi zachować się tak samo na aluminium anodowanym albo stali nierdzewnej.
- Ignorowanie warunków utwardzania - chłód, wysoka wilgotność lub zbyt szybkie obciążenie potrafią zniszczyć połączenie jeszcze przed osiągnięciem pełnej wytrzymałości.
- Brak kontroli nad warstwą tlenkową - na aluminium i nierdzewce to szczególnie ważne, bo pasywna warstwa zmienia zachowanie całej powierzchni.
Najgroźniejszy błąd jest paradoksalny: ktoś robi „więcej” przygotowania, ale nie robi go lepiej. Na metalach lepszy efekt daje proces kontrolowany niż intensywny. Po tej stronie sprawy naturalnie pojawia się pytanie, jak różne metale zachowują się w praktyce.
Co w praktyce daje najlepszy efekt na stalach, aluminium i nierdzewce
Nie ma jednego przepisu dla wszystkich metali. Ja traktuję je jak różne podłoża technologiczne, które wymagają innego podejścia do przygotowania i doboru systemu. Poniższe zestawienie dobrze pokazuje, gdzie zwykle kryją się różnice.
| Materiał | Co zwykle pomaga | Na co uważać | Praktyczny komentarz |
|---|---|---|---|
| Stal węglowa | Odtłuszczenie, usunięcie zgorzeliny, lekkie śrutowanie lub szlif | Rdza, olej, pył po obróbce | To najbardziej „wdzięczne” podłoże, ale też najłatwiej je zepsuć zabrudzeniem |
| Aluminium | Świeże przygotowanie, kontrola tlenku, systemy z primerem | Szybkie ponowne utlenianie i wrażliwość na ślady po odtłuszczaniu | Tu liczy się czas między przygotowaniem a aplikacją |
| Stal nierdzewna | Dokładne czyszczenie, matowienie i dobór odpowiedniego primera | Stabilna warstwa pasywna i pozorne poczucie „czystości” | Blacha może wyglądać idealnie, a mimo to trzymać słabo bez właściwej aktywacji |
| Powierzchnie cynkowane | Delikatne przygotowanie i system kompatybilny z cynkiem | Uszkodzenie powłoki cynkowej i niezgodność chemiczna | Tu trzeba uważać, bo agresywna obróbka potrafi bardziej zaszkodzić niż pomóc |
Właśnie w takich porównaniach najlepiej widać, że przyczepność nie jest cechą abstrakcyjną. To wynik konkretnego zestawu: materiału, stanu powierzchni, technologii i środowiska pracy. Jeśli te elementy zagrają razem, połączenie jest przewidywalne. Jeśli nie, pojawia się przypadkowość, której w metalach lepiej unikać.
Najkrótsza droga do stabilnej przyczepności w warsztacie
Gdybym miał sprowadzić cały temat do jednej praktycznej reguły, powiedziałbym tak: najpierw diagnozuj powierzchnię, potem dobieraj system. W metalach to podejście zwykle daje lepszy efekt niż szukanie „mocniejszego” kleju albo grubszego lakieru.
- Sprawdź, czy podłoże jest czyste, suche i wolne od tłuszczu.
- Oceń, czy powierzchnia wymaga usunięcia tlenków albo kontrolowanego zmatowienia.
- Dobierz klej, farbę lub powłokę do konkretnego metalu, a nie odwrotnie.
- Nie skracaj czasu utwardzania i nie testuj połączenia za wcześnie.
- Jeśli połączenie ma pracować w wilgoci, drganiach albo pod obciążeniem, sprawdź je w warunkach możliwie zbliżonych do rzeczywistych.
Jeżeli traktujesz adhezję jako element kontroli procesu, a nie przypadkowy efekt uboczny, wyniki są powtarzalne i przewidywalne. I właśnie o to chodzi w pracy z metalem: nie o to, żeby „się przykleiło”, tylko żeby połączenie było trwałe, odporne i dopasowane do warunków, w których naprawdę ma pracować.