
Korozja metali to proces, w którym metal stopniowo traci wytrzymałość pod wpływem wilgoci, tlenu, soli, zanieczyszczeń i kontaktu z innymi materiałami. W tym tekście pokazuję, skąd bierze się ten mechanizm, jak rozpoznać jego różne odmiany, kiedy problem jest jeszcze kosmetyczny, a kiedy zaczyna zagrażać konstrukcji, oraz jakie metody ochrony faktycznie działają w warsztacie i na obiekcie.
Najważniejsze fakty o niszczeniu metalu i jego ochronie
- Najczęściej problem przyspiesza wilgoć, sole, uszkodzenia powłok i stykanie się różnych metali.
- W praktyce dominują procesy elektrochemiczne, zwłaszcza tam, gdzie metal ma kontakt z wodą, wilgotnym powietrzem albo glebą.
- Wżery, naloty, pęcherze pod farbą i ogniska przy spoinach to sygnały ostrzegawcze, których nie warto bagatelizować.
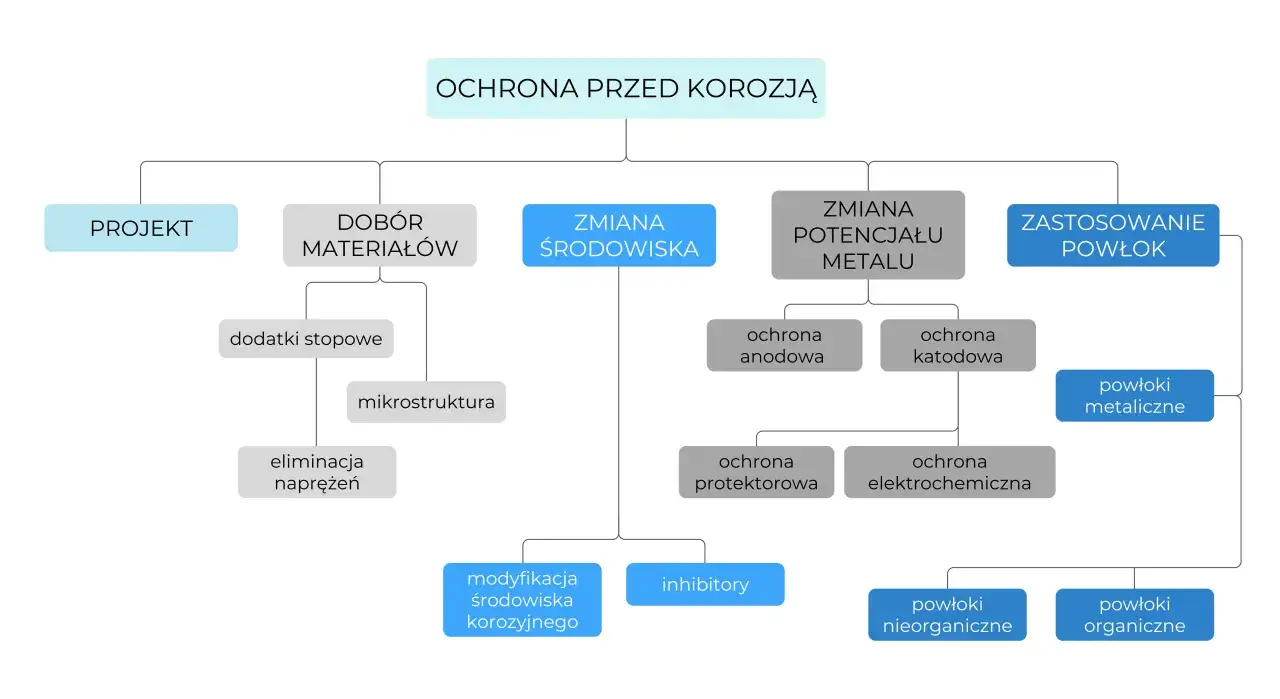
- Skuteczna ochrona zwykle łączy dobór odpowiedniego materiału, powłokę, poprawny montaż i regularny przegląd.
- Stal nierdzewna nie jest „niezniszczalna” - jej odporność wynika z warstwy pasywnej, która wymaga właściwego składu i obróbki.
Skąd bierze się niszczenie metalu
W uproszczeniu metal zaczyna się niszczyć wtedy, gdy jego powierzchnia wchodzi w reakcję ze środowiskiem. To nie jest jeden jedyny proces, ale cały zestaw zjawisk, które mogą przebiegać szybko albo bardzo powoli, zależnie od temperatury, wilgotności, składu stopu i tego, czy powierzchnia jest chroniona. W warsztacie najczęściej widzę, że decyduje nie sam materiał, tylko to, w jakich warunkach pracuje i jak został wykończony.
Korozja chemiczna
Ten wariant zachodzi głównie tam, gdzie metal ma kontakt z suchymi gazami albo cieczami nieprzewodzącymi. Nie potrzeba do tego typowego „mokrego” elektrolitu, ale nadal zachodzi reakcja z otoczeniem. W praktyce częściej dotyczy to wysokich temperatur, agresywnych oparów albo specyficznych procesów technologicznych niż zwykłego użytkowania konstrukcji na zewnątrz.
Korozja elektrochemiczna
To najbardziej typowa postać problemu w codziennych zastosowaniach. Powstaje wtedy, gdy metal ma kontakt z elektrolitem, czyli środowiskiem przewodzącym prąd, na przykład wodą z solami, wilgotnym powietrzem albo mokrą glebą. Na powierzchni tworzą się lokalne obszary anody i katody, a w efekcie materiał rozpuszcza się nierównomiernie. To właśnie ten mechanizm odpowiada za większość rdzy, wżerów i uszkodzeń przy łączeniach.
Jeżeli chcemy skutecznie ograniczyć problem, trzeba najpierw rozpoznać, z jakim wariantem mamy do czynienia. To prowadzi prosto do pytania, jak wygląda niszczenie w różnych środowiskach i dlaczego nie zawsze przybiera tę samą formę.
Jakie odmiany korozji spotyka się najczęściej
W praktyce nie klasyfikuję uszkodzeń wyłącznie po tym, że „jest rdza”. Ważniejsze jest to, gdzie problem się pojawia i jak wygląda jego geometria. Inaczej podchodzę do nalotu na całej powierzchni blachy, a inaczej do pojedynczego wżeru przy śrubie albo pod uszczelką.
| Odmiana | Gdzie występuje najczęściej | Jak wygląda | Co ją przyspiesza |
|---|---|---|---|
| Atmosferyczna | Konstrukcje zewnętrzne, ogrodzenia, balustrady, elementy maszyn składowane na dworze | Matowienie, nalot, rdza, przebarwienia | Deszcz, mgła, wilgoć, zanieczyszczenia powietrza |
| Wodna | Instalacje, zbiorniki, elementy pracujące w wodzie słodkiej lub morskiej | Ubytki, osady, miejscowe osłabienie powierzchni | Sole, tlen rozpuszczony w wodzie, przepływ medium |
| Ziemna | Rurociągi, fundamenty, elementy podziemne | Nierównomierne osłabienie, trudne do wykrycia bez pomiarów | Wilgotna gleba, różne strefy natlenienia, chlorki, siarczany |
| Wżerowa | Stal nierdzewna, aluminium, stopy pasywujące się | Drobne, głębokie punkty lub kratery | Chlorki, sól drogowa, środowisko morskie |
| Szczelinowa | Pod uszczelkami, pod łbami śrub, w zakładkach i narożach | Ukryte ogniska pod połączeniem | Brak swobodnego dostępu tlenu i zaleganie wilgoci |
| Galwaniczna | Miejsca styku dwóch różnych metali | Szybsze niszczenie metalu mniej szlachetnego | Różnica potencjałów i obecność elektrolitu |
| Międzykrystaliczna | Strefy po spawaniu i po błędnej obróbce cieplnej | Utrata spójności wzdłuż granic ziaren | Nieprawidłowe wygrzewanie, spawanie, wytrącenia chromu |
Najgroźniejsze są zwykle odmiany miejscowe, bo mogą rozwijać się długo bez spektakularnych objawów na wierzchu. Z punktu widzenia eksploatacji to właśnie one najczęściej zaskakują przy przeglądzie albo podczas demontażu.
Jak rozpoznać, że problem jest już zaawansowany
Jeśli patrzę na element tylko „na oko”, szukam nie samej rdzy, ale zmian w geometrii i spójności powierzchni. Cienki nalot bywa jeszcze problemem estetycznym, ale łuszczenie, wżery, odspajanie powłoki i ubytek grubości materiału to już inna liga. Na elementach nośnych nie wolno zakładać, że skoro konstrukcja stoi, to wszystko jest w porządku.
- Pojawiają się pęcherze pod farbą albo miejscowe odspojenia powłoki.
- Rdza wraca dokładnie w tych samych miejscach, mimo czyszczenia.
- Widać wżery przy krawędziach, otworach, spoinach i zakładkach.
- Łączenia śrubowe zaczynają się zacinać, luzować albo „puchnąć” od produktów korozji.
- Powierzchnia traci równomierność, a element robi się cieńszy lub kruchy w newralgicznych punktach.
Jeśli korozja dotyka spoiny, krawędzi lub miejsca, które przenosi obciążenie, nie poprzestaję na szczotkowaniu. Wtedy sens mają pomiar grubości, dokładne oględziny i ocena, czy potrzebna jest naprawa, czy tylko odnowienie ochrony. To naturalnie prowadzi do pytania, co naprawdę zatrzymuje proces, zamiast jedynie maskować objawy.
Co naprawdę pomaga zatrzymać proces
Skuteczna ochrona nie polega na jednym „magicznym” rozwiązaniu. Najlepiej działa zestaw działań dopasowanych do środowiska pracy, rodzaju metalu i przewidywanego czasu eksploatacji. Właśnie dlatego ten sam materiał może dobrze sprawdzać się w suchym wnętrzu, a dramatycznie tracić trwałość przy soli drogowej albo w strefie przybrzeżnej.
| Metoda | Na czym polega | Kiedy ma sens | Ograniczenia |
|---|---|---|---|
| Dobór stopu | Wprowadzenie dodatków, które poprawiają odporność, na przykład chromu i molibdenu | Gdy projekt zaczyna się od wyboru materiału | Nie rozwiązuje problemu złego montażu ani uszkodzonej powierzchni |
| Stal nierdzewna | Wysoka zawartość chromu tworzy warstwę pasywną chroniącą powierzchnię | Gdy potrzebna jest trwała odporność przy normalnej eksploatacji | Nie jest odporna na wszystko; źle spawana lub źle dobrana może korodować miejscowo |
| Powłoki malarskie i lakiernicze | Odgradzają metal od wilgoci i tlenu | Gdy powierzchnia jest dobrze przygotowana i regularnie kontrolowana | Po zarysowaniu traci się szczelność, a korozja potrafi wejść pod powłokę |
| Cynkowanie | Cynk działa jako warstwa ochronna i poświęcalna | Na elementy stalowe narażone na zewnętrzne warunki | Uszkodzenia mechaniczne i złe dobranie grubości skracają żywotność ochrony |
| Anodowanie | Tworzy na powierzchni warstwę tlenkową, głównie na aluminium | Gdy priorytetem jest lekka, odporna powierzchnia | Dotyczy przede wszystkim wybranych metali, nie wszystkich stopów |
| Ochrona katodowa | Metal staje się katodą, a proces niszczenia zostaje zahamowany | Na dużych konstrukcjach, rurociągach, zbiornikach i instalacjach podziemnych | Wymaga nadzoru, konserwacji i zwykle wyższych kosztów instalacji |
W przypadku stali nierdzewnej pamiętam o prostej granicy: zaczyna być ona uznawana za odporną na korozję dzięki odpowiednio wysokiej zawartości chromu, zwykle od 10,5%. Sama zawartość stopowych dodatków nie wystarczy jednak, jeśli po spawaniu zostaną zanieczyszczenia, przegrzanie albo brak pasywacji. Właśnie takie szczegóły decydują, czy materiał realnie wytrzyma lata, czy zacznie łapać ogniska przy spoinach.
Gdy wybór metody ochrony jest już jasny, warto jeszcze zobaczyć, co najczęściej psuje efekt w warsztacie i na montażu. Często to nie materiał przegrywa z otoczeniem, tylko cały proces przygotowania i obsługi.
Błędy w warsztacie, które przyspieszają uszkodzenia
W praktyce wiele problemów nie wynika z „wadliwego metalu”, tylko z błędów, które popełnia się przy przygotowaniu powierzchni, spawaniu, składowaniu albo późniejszej eksploatacji. To właśnie tu najłatwiej traci się ochronę, zanim element w ogóle trafi do użytkownika.
- Zostawienie opiłków, pyłu ściernego i tłuszczu przed malowaniem lub cynkowaniem.
- Łączenie metali o różnych potencjałach bez izolacji i bez świadomości, że pojawi się ogniwo galwaniczne.
- Nieusuwanie zgorzeliny po spawaniu, zwłaszcza przy stali nierdzewnej.
- Składowanie gotowych detali na mokrej posadzce albo pod gołym niebem bez przewiewu.
- Zarysowanie powłoki i pozostawienie uszkodzenia bez naprawy miejscowej.
- Projektowanie zakładek i szczelin, w których zalega woda, błoto lub sól.
Najbardziej niedoceniany błąd to dla mnie brak myślenia o geometrii. Jeśli konstrukcja ma kieszenie, nakładki i trudne do wysuszenia zakamarki, problem wróci szybciej niż na prostej, otwartej powierzchni. Z tego powodu sensowny dobór ochrony zawsze powinien uwzględniać nie tylko materiał, ale też sposób użytkowania i montażu.
Jak dobrać ochronę do konkretnego zastosowania
Nie wybieram jednej metody ochrony „na wszystko”, bo to zwykle kończy się przepłaceniem albo słabym efektem. Lepiej potraktować środowisko pracy jak główne kryterium decyzji. Inaczej zabezpiecza się balustradę w hali, inaczej element przy drodze zimą, a jeszcze inaczej część pracującą w kontakcie z wodą lub glebą.
Stal konstrukcyjna na zewnątrz
Najczęściej sprawdza się tu połączenie dobrego oczyszczenia, właściwej powłoki i regularnego przeglądu. Samo pomalowanie nie wystarczy, jeśli element ma ostre krawędzie, słabe spawy albo miejsca, w których zalega wilgoć. Dla konstrukcji narażonych na pogodę liczy się przede wszystkim szczelność systemu i możliwość szybkiej naprawy uszkodzeń.
Elementy aluminiowe
Aluminium ma własną warstwę tlenkową, ale w agresywnym środowisku także może ulec uszkodzeniu miejscowemu. Dlatego anodowanie ma sens tam, gdzie zależy nam na większej trwałości powierzchni i estetyce. Warto jednak pamiętać, że agresywne chlorki i uszkodzenia mechaniczne nadal potrafią obejść tę ochronę.
Połączenia różnych metali
Jeżeli w jednym układzie spotykają się różne metale, szczególnie ważna staje się izolacja i właściwy dobór kolejności materiałów. Gdy zaniedba się ten etap, słabszy metal zaczyna korodować szybciej, niż wynikałoby to z jego samych właściwości. To szczególnie ważne przy śrubach, obejmach, wspornikach i elementach montażowych.
Przeczytaj również: Profile aluminiowe - Jak wybrać idealny przekrój?
Konstrukcje ukryte i trudno dostępne
W takich miejscach najlepiej działa ochrona, która nie wymaga częstej ingerencji: odpowiedni stop, stabilna powłoka i ewentualnie ochrona katodowa. Jeśli element po montażu ma być praktycznie niewidoczny, tym bardziej nie można liczyć tylko na kontrolę wzrokową. Wtedy od początku trzeba zaplanować rozwiązanie, które wytrzyma dłużej bez napraw awaryjnych.
Właśnie tak patrzę na temat w praktyce: nie przez pryzmat samej rdzy, ale przez cały łańcuch decyzji, który prowadzi do uszkodzenia albo je zatrzymuje. To dobra perspektywa, bo pozwala ocenić nie tylko stan elementu, lecz także sensowność całego systemu ochrony.
Co warto zrobić, zanim drobne ogniska zamienią się w kosztowną naprawę
Jeśli mam wskazać jedną rzecz, która najbardziej pomaga w codziennej pracy, to będzie nią szybka reakcja na pierwsze oznaki zmian powierzchni. Mały nalot można jeszcze opanować prostą renowacją, ale ubytek materiału, korozja przy spoinie albo pęcherze pod powłoką wymagają już dokładniejszej oceny. W praktyce im wcześniej wyłapie się problem, tym mniej kosztuje naprawa i tym mniejsze ryzyko, że element straci parametry użytkowe.
- Oczyść powierzchnię i sprawdź, czy uszkodzenie jest tylko kosmetyczne, czy ma charakter miejscowy.
- Oceń, czy w pobliżu nie ma szczelin, zakładek, śrub lub spoin, które zatrzymują wilgoć.
- Sprawdź, czy nie doszło do kontaktu z innym metalem, który mógł uruchomić korozję galwaniczną.
- Jeśli konstrukcja przenosi obciążenia, wykonaj pomiar grubości i nie opieraj decyzji wyłącznie na wyglądzie powierzchni.
- Po naprawie zamknij źródło problemu, a nie tylko ślad po nim: usuń przyczynę, a potem odtwórz ochronę.
W codziennej eksploatacji najbardziej opłaca się konsekwencja: dobry materiał, sensowna powłoka, czysta powierzchnia, poprawny montaż i regularny przegląd. To właśnie ten zestaw, a nie jeden pojedynczy zabieg, realnie ogranicza niszczenie metalu i wydłuża życie całej konstrukcji.