To jest praktyczna ściąga do odczytywania kodów i doboru płytki
- W ISO 1832 pierwsze 7 znaków kodu jest obowiązkowych, a kolejne doprecyzowują szczegóły.
- Kształt płytki, kąt przyłożenia i promień naroża da się odczytać już z samego symbolu.
- Najważniejsze grupy materiałowe to P, M, K, N, S i H.
- Kod płytki to nie to samo co oznaczenie oprawki, więc trzeba sprawdzać oba elementy.
- Za duży promień naroża, zła geometria i pominięcie łamacza wióra szybko pogarszają obróbkę.
Jak działa system kodów na narzędziach tokarskich
Ja zawsze rozdzielam dwie rzeczy: kod płytki i oznaczenie oprawki. Norma ISO 1832 porządkuje przede wszystkim płytki wymienne, a nie cały nóż, więc na samym początku trzeba wiedzieć, czy patrzymy na symbol geometrii płytki, czy na własny kod katalogowy uchwytu. W praktyce to od tej różnicy zależy, czy płytka będzie pasowała mechanicznie, a potem czy faktycznie da się nią obrabiać materiał bez drgań i szybkiego zużycia.
| Poziom oznaczenia | Co opisuje | Co trzeba sprawdzić |
|---|---|---|
| Płytka według ISO 1832 | Kształt, kąt przyłożenia, tolerancję, wymiary i promień naroża | Czy geometria pasuje do materiału i operacji |
| Oprawka lub trzonek | System mocowania, przekrój, długość, stronę prawa/lewa, wersję katalogową | Czy płytka i docisk będą zgodne z gniazdem |
Najkrócej: jeśli ktoś mówi o „oznaczeniu noża”, często ma na myśli płytkę, ale w warsztacie i tak trzeba sprawdzić też oprawkę. Gdy ten podział jest jasny, sam symbol robi się o wiele prostszy do odczytania, więc przechodzę teraz do konkretnego przykładu.
Jak odczytać symbol płytki krok po kroku
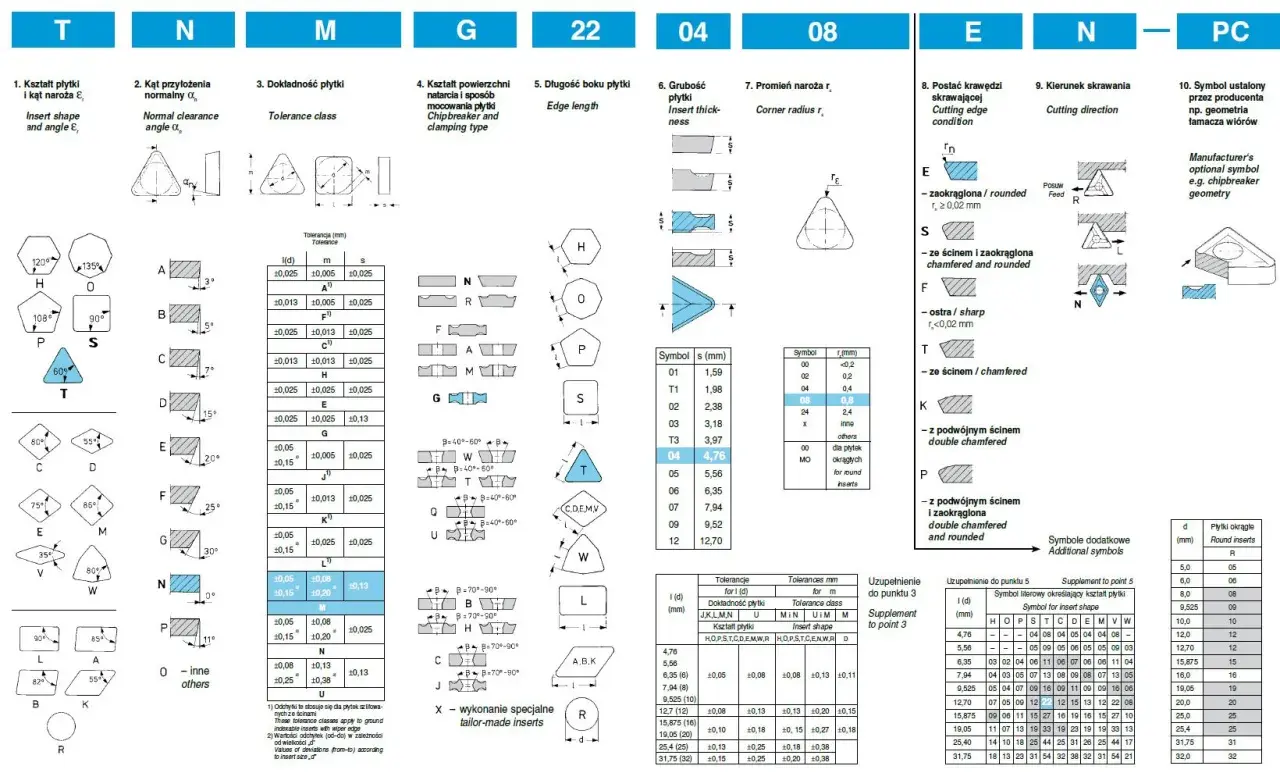
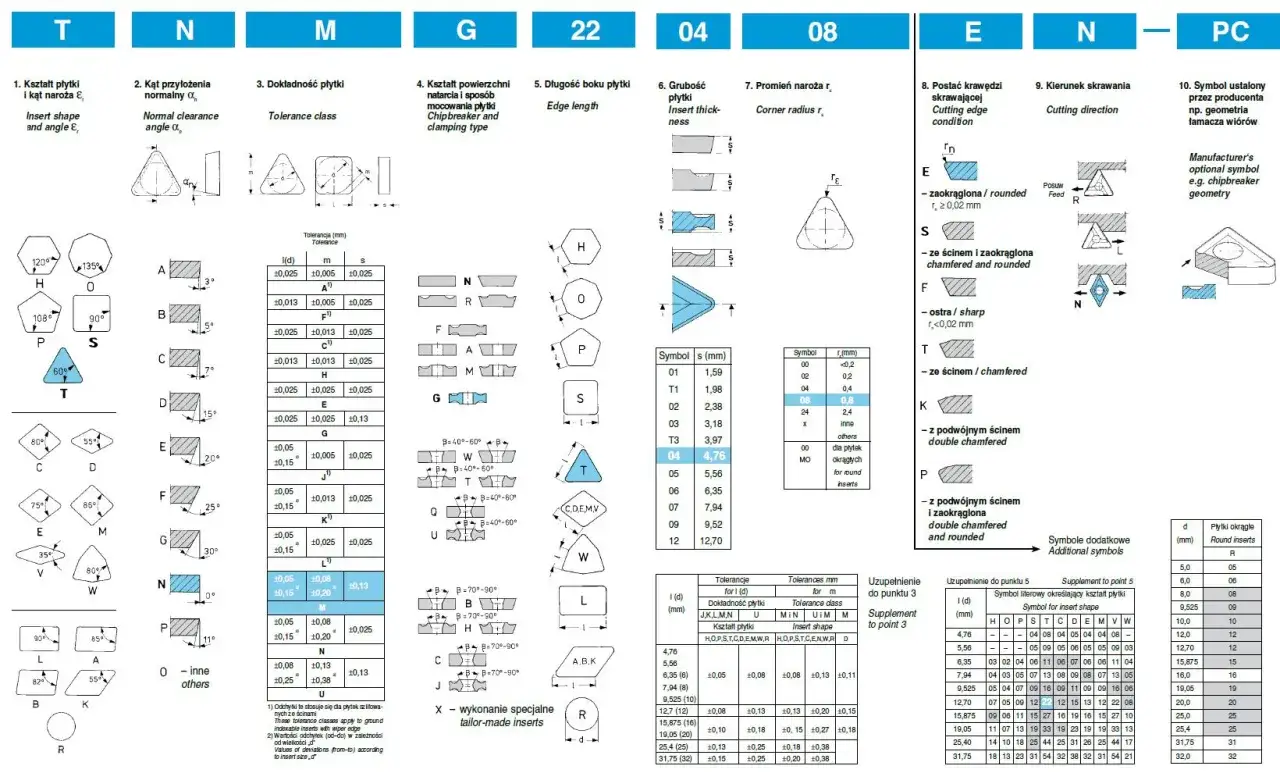
Najczęściej spotkasz zapis zbudowany z liter i cyfr, na przykład CNMG 120408. W takim kodzie każda pozycja mówi o czymś innym: pierwsza litera opisuje kształt, kolejna kąt przyłożenia, dalej pojawia się tolerancja i sposób mocowania, a cyfry po nich doprecyzowują rozmiar, grubość i promień naroża.
- C oznacza kształt płytki, czyli w tym przypadku romb 80°.
- N mówi o kącie przyłożenia normalnego 0°.
- M to klasa tolerancji, czyli informacja o dokładności wykonania.
- G wskazuje sposób mocowania i/lub łamacz wióra.
- 12 określa rozmiar płytki w systemie ISO.
- 04 opisuje grubość płytki.
- 08 oznacza promień naroża 0,8 mm.
| Symbol kształtu | Co oznacza | Jak to czytać praktycznie |
|---|---|---|
| C | Romb 80° | Uniwersalny wybór do wielu operacji toczenia |
| D | Romb 55° | Lepszy dostęp do detali, ale mniejsza odporność krawędzi |
| V | Romb 35° | Przydatny przy dojściach i wykańczaniu, wymaga ostrożnej pracy |
| T | Trójkąt 60° | Częsty wybór do zgrubnej obróbki i ekonomicznej pracy |
| S | Kwadrat 90° | Stabilny i mocny kształt, dobry tam, gdzie liczy się odporność krawędzi |
| R | Okrągła | Duża wytrzymałość, ale też większe siły skrawania |
W praktyce warto pamiętać jeszcze o dwóch rzeczach. Po pierwsze, w systemie ISO 1832 pierwsze 7 znaków jest kluczowe, a 8. i 9. symbol mogą doprecyzowywać stan krawędzi oraz kierunek skrawania. Po drugie, po myślniku producenci często dodają własne oznaczenia łamacza wióra albo wersji geometrii, więc katalog trzeba czytać razem z kodem, a nie zamiast niego.
To właśnie dlatego jeden skrót potrafi zawrzeć zaskakująco dużo informacji. Jeśli jednak chcesz naprawdę dobrać narzędzie, sama geometria jeszcze nie wystarczy - trzeba też spojrzeć na materiał obrabiany.
Co znaczą grupy P, M, K, N, S i H
Wybór płytki bez uwzględnienia materiału to najkrótsza droga do problemów z trwałością ostrza i jakością powierzchni. Z mojego punktu widzenia grupa materiałowa jest filtrem startowym: najpierw ustawiasz ją prawidłowo, a dopiero potem dopracowujesz geometrię, powłokę i łamacz wióra.
| Grupa | Do jakich materiałów | Co jest ważne w praktyce |
|---|---|---|
| P | Stale konstrukcyjne i stopowe | Uniwersalność, stabilny łamacz wióra, dobra odporność na zmienne obciążenia |
| M | Stal nierdzewna | Ostra geometria i kontrola narostu, bo materiał lubi „klejenie” wióra |
| K | Żeliwo | Odporność na ścieranie i stabilna krawędź przy pracy przerywanej |
| N | Metale nieżelazne, na przykład aluminium i miedź | Bardzo ostra krawędź i dobry odpływ wióra |
| S | Stopy trudnoskrawalne, na przykład niklowe i tytanowe | Odporność cieplna, sztywność i rozsądne parametry skrawania |
| H | Materiały hartowane | Duża twardość materiału wymaga bardzo stabilnego układu i ostrożnego doboru geometrii |
Niektóre katalogi producentów rozszerzają ten podział o dodatkowe oznaczenia, ale rdzeń pozostaje ten sam. Ja nie traktowałbym koloru opakowania ani jednego symbolu jako ostatecznej odpowiedzi - grupa materiałowa mówi tylko, na jakim gruncie pracujemy, a nie jeszcze jak precyzyjnie dobrać cały zestaw. I właśnie tu zaczyna się temat geometrii, promienia i łamacza wióra.
Geometria, promień naroża i łamacz wióra decydują o efekcie
Tu zaczyna się różnica między płytką, która „jakoś tnie”, a płytką, która daje czysty i przewidywalny proces. Promień naroża wpływa na wytrzymałość krawędzi, chropowatość i skłonność do drgań, a kąt przyłożenia mówi, czy geometria jest bardziej dodatnia, czy bardziej ujemna.
- Mały promień naroża 0,2-0,4 mm pomaga przy wykańczaniu, cienkich ściankach i niższym posuwie.
- Promień 0,8 mm to rozsądny kompromis do wielu uniwersalnych prac.
- Większy promień 1,2 mm i więcej wzmacnia krawędź, ale wymaga stabilniejszego układu i zwykle większej głębokości skrawania.
- Geometria dodatnia zmniejsza siły skrawania i pomaga w mniej sztywnych ustawieniach.
- Geometria ujemna jest mocniejsza mechanicznie, ale stawia większe wymagania maszynie, mocowaniu i parametrom.
- Łamacz wióra musi pasować do posuwu, bo zły dobór szybko daje długi, ostry wiór i problem z bezpieczeństwem pracy.
Sandvik przypomina w swoich materiałach, że promień naroża dobrze jest dobrać równy lub mniejszy od głębokości skrawania. To sensowna zasada, bo zbyt duży promień przy małej głębokości potrafi bardziej trzeć niż ciąć, a wtedy rośnie temperatura, drgania i ryzyko gorszej powierzchni. Gdy ta część jest ustawiona źle, nawet poprawnie odczytany kod nie uratuje procesu, więc kolejna sekcja dotyczy pomyłek, które widuję najczęściej.
Najczęstsze błędy przy odczycie oznaczeń
Te pomyłki są banalne, ale w praktyce kosztują czas, powierzchnię i czasem samą płytkę. Ja widzę je najczęściej wtedy, gdy ktoś patrzy tylko na jeden fragment kodu albo zakłada, że „prawie identyczne” oznaczenie znaczy to samo.
- Mylenie płytki z oprawką. Kod płytki może być poprawny, ale gniazdo i docisk w oprawce już nie.
- Ignorowanie końcówki po myślniku. Dodatkowe znaki często doprecyzowują łamacz wióra albo wariant krawędzi i realnie zmieniają zachowanie narzędzia.
- Zbyt duży promień naroża. Przy małej głębokości skrawania narzędzie zaczyna trzeć, a nie stabilnie ciąć.
- Dobór tylko po „ogólnej” nazwie materiału. Stal, stal nierdzewna i żeliwo wymagają innego zachowania krawędzi.
- Pomijanie kierunku skrawania. W praktyce prawa, lewa i neutralna wersja nie są zamienne w każdej oprawce.
- Zakładanie, że jeden kod wystarczy do wszystkiego. Inny posuw, inna głębokość i inna sztywność układu potrafią całkowicie zmienić wynik.
Te błędy pojawiają się dlatego, że kod wygląda prosto, ale opisuje kilka warstw naraz: geometrię, dokładność, mocowanie i zastosowanie. Żeby zamówienie było trafione, przed zakupem sprawdzam jeszcze kilka punktów, które najłatwiej przeoczyć w pośpiechu.
Co sprawdzam przed zamówieniem, żeby kod nie zrobił nam psikusa
W warsztacie rzadko wygrywa ten, kto zna najwięcej liter. Zwykle wygrywa ten, kto przed zakupem sprawdzi pięć rzeczy i nie zakłada, że „prawie identyczna” płytka zadziała tak samo.
- Wymiar gniazda i mocowanie. Płytka musi pasować do oprawki nie tylko kształtem, ale też systemem docisku.
- Grupę materiałową. To pierwszy filtr, który od razu zawęża sensowny wybór.
- Promień naroża względem zadania. Do wykańczania zwykle wystarczy mniejszy promień, do cięższej obróbki przydaje się większy.
- Łamacz wióra. Jeśli posuw i materiał nie zgadzają się z geometrią łamacza, wiór zaczyna żyć własnym życiem.
- Warunki pracy. Sztywność układu, wysięg narzędzia i chłodzenie potrafią zmienić wynik bardziej niż sam symbol na opakowaniu.
Jeżeli pracuję seryjnie, robię jeszcze jedną rzecz: zapisuję własną, krótką ściągę z najczęściej używanymi symbolami i przykładami zastosowań. Taki lokalny słownik oszczędza czas przy każdym kolejnym zamówieniu i zmniejsza ryzyko pomyłki, a to w praktyce bywa ważniejsze niż pamiętanie całego standardu na pamięć.
Jeśli mam zostawić jedną praktyczną zasadę, to tę: najpierw czytam kształt i geometrię, potem materiał, a dopiero na końcu dopinam promień naroża i łamacz wióra. Taki porządek naprawdę ogranicza pomyłki, a w obróbce skrawaniem oszczędza i czas, i płytki, i nerwy przy pierwszym starcie maszyny.