
Technika spawania, nazywana potocznie „jodełką” lub „ściegiem zakosowym”, to prawdziwa sztuka, którą każdy spawacz powinien mieć w swoim repertuarze. Nie jest to tylko kwestia estetyki, choć bez wątpienia spoina wykonana tą metodą potrafi zachwycić. To przede wszystkim praktyczne narzędzie, które pozwala na uzyskanie wyjątkowo mocnych i jednolitych połączeń, szczególnie w wymagających warunkach. W moim doświadczeniu, opanowanie tego ruchu otwiera drzwi do realizacji bardziej złożonych projektów i podnosi jakość każdej spoiny.
Opanowanie techniki spawania jodełką – klucz do precyzji i estetyki
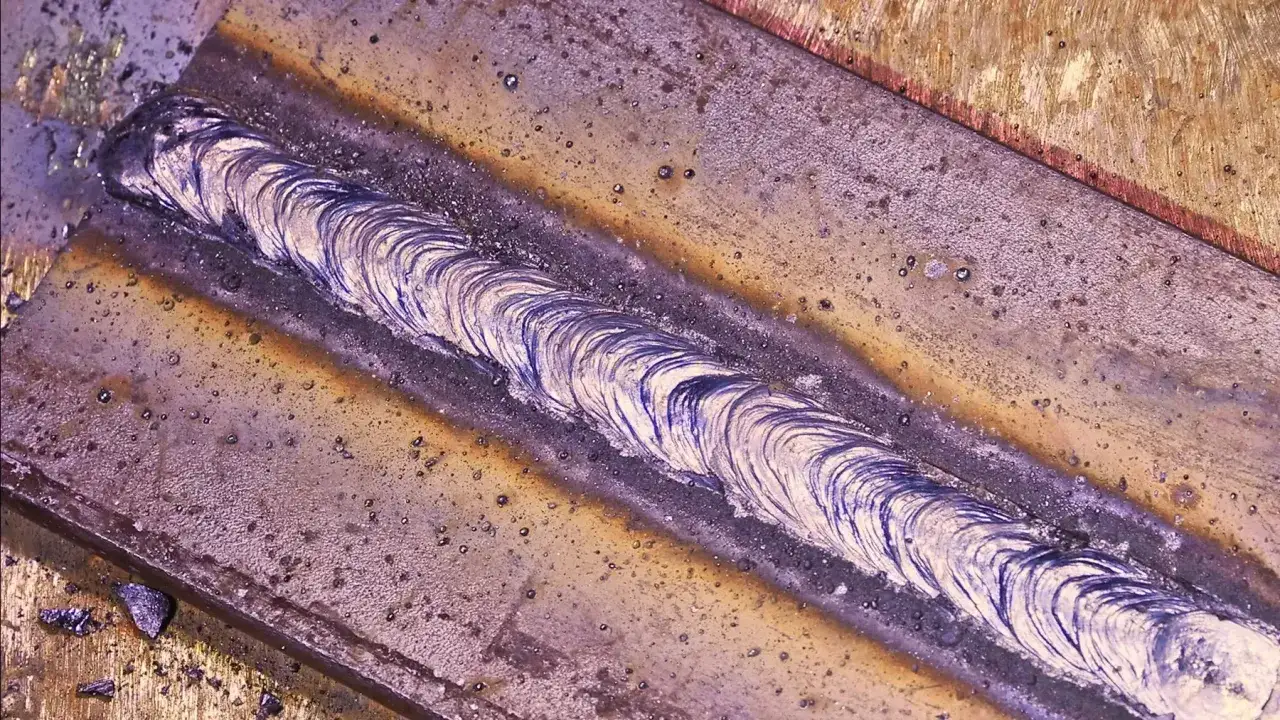
- Spoina w "jodełkę" to technika ceniona za estetyczny wygląd i praktyczne korzyści, takie jak lepsze rozprowadzanie ciepła i efektywne wypełnianie szczelin.
- Można ją stosować w metodach MIG/MAG i TIG, a w MMA jest możliwa, lecz wymaga zaawansowanych umiejętności.
- Kluczem do sukcesu jest prawidłowe przygotowanie materiału, precyzyjny dobór parametrów oraz utrzymanie stałego rytmu i kąta uchwytu.
- Technika ta jest szczególnie przydatna przy spawaniu grubszych materiałów, wypełnianiu większych szczelin oraz w konstrukcjach, gdzie liczy się estetyka.
- Najczęstsze błędy to nieregularny ruch, niewłaściwe parametry i słabe przygotowanie materiału, prowadzące do wad spoiny.
Dlaczego spoina w "jodełkę" to umiejętność, którą warto opanować?
W świecie spawalnictwa, gdzie precyzja i trwałość są na wagę złota, technika "jodełki" wyróżnia się podwójną wartością. Z jednej strony mamy do czynienia z charakterystycznym, dekoracyjnym wyglądem, który sprawia, że spoina staje się niemal elementem ozdobnym. Z drugiej strony, co równie ważne, kryją się za nią liczne korzyści praktyczne. Ruch zakosowy, będący sednem tej metody, pozwala na znacznie lepsze rozprowadzanie ciepła w materiale, co jest nieocenione przy spawaniu grubszych elementów. Dodatkowo, umożliwia on efektywne wypełnianie większych szczelin, co często jest wyzwaniem w tradycyjnym spawaniu. Opanowanie tej umiejętności to nie tylko podniesienie estetyki, ale przede wszystkim znaczące zwiększenie jakości i wytrzymałości wykonanych połączeń spawalniczych.
Więcej niż estetyka – jakie są techniczne zalety spawania "jodełką"?
Poza oczywistymi walorami wizualnymi, ścieg zakosowy oferuje szereg technicznych korzyści, które czynią go preferowaną techniką w wielu zastosowaniach. Jedną z kluczowych jest lepsza kontrola nad jeziorkiem spawalniczym. Rytmiczny ruch uchwytu pozwala spawaczowi na precyzyjne sterowanie płynnym metalem, co minimalizuje ryzyko powstawania podtopień czy niewystarczającego przetopu. Co więcej, jak już wspomniałem, technika ta sprzyja lepszemu rozprowadzaniu ciepła w materiale. Jest to szczególnie istotne przy spawaniu grubszych elementów, gdzie równomierne nagrzewanie jest kluczowe dla uniknięcia odkształceń i naprężeń wewnętrznych. W porównaniu do tradycyjnego ściegu prostego, "jodełka" pozwala na bardziej efektywne wypełnianie większych szczelin, tworząc gęstszą i bardziej jednolitą spoinę, co przekłada się na jej wyższą wytrzymałość mechaniczną.Kiedy ścieg zakosowy jest najlepszym wyborem? Praktyczne zastosowania.
Istnieją konkretne scenariusze, w których technika "jodełki" jest nie tylko zalecana, ale wręcz niezbędna do osiągnięcia optymalnych rezultatów. Przede wszystkim, jest to idealny wybór dla konstrukcji widocznych, gdzie estetyka odgrywa kluczową rolę. Myślę tu o balustradach, poręczach, elementach ozdobnych, meblach metalowych czy nawet artystycznych wyrobach kowalstwa artystycznego. W takich przypadkach piękny, regularny wzór spoiny staje się częścią designu. Ponadto, "jodełka" sprawdza się doskonale przy łączeniu grubszych blach, gdzie kontrola nad jeziorkiem i ciepłem jest kluczowa dla pełnego przetopu i minimalizacji odkształceń. Jest również niezastąpiona przy wypełnianiu spoin pachwinowych, gdzie pozwala na uzyskanie gładkiego i mocnego połączenia, często w trudnodostępnych miejscach.
Przygotowanie stanowiska – fundament idealnej spoiny w jodełkę
Z mojego doświadczenia wynika, że nawet najbardziej zaawansowana technika spawania, taka jak "jodełka", nie przyniesie oczekiwanych rezultatów, jeśli zaniedbamy podstawy. Odpowiednie przygotowanie stanowiska i materiałów to absolutny fundament, bez którego nie ma mowy o idealnej spoinie. Zanieczyszczenia, rdza czy wilgoć to wrogowie każdego spawacza, osłabiający strukturę połączenia i prowadzący do wad, które mogą być niewidoczne gołym okiem, ale drastycznie obniżają trwałość konstrukcji. Pamiętajmy, że spawanie to proces, który wymaga precyzji na każdym etapie, a etap przygotowania jest równie ważny, jak samo spawanie.
Jak przygotować materiał, aby uniknąć wad spawalniczych?
Kluczem do sukcesu jest czysta powierzchnia. Przed przystąpieniem do spawania, musimy bezwzględnie oczyścić powierzchnie łączonych elementów z wszelkich zanieczyszczeń. Mowa tu o rdzy, farbie, oleju, tłuszczu, a także innych zanieczyszczeniach mechanicznych i chemicznych. Do tego celu możemy użyć szczotki drucianej (ręcznej lub mechanicznej), szlifierki kątowej z odpowiednią tarczą, a w przypadku tłuszczów i olejów – specjalnych odtłuszczaczy. Pamiętaj, aby po odtłuszczaniu dokładnie osuszyć materiał. Dokładne przygotowanie jest niezbędne, aby uzyskać czystą, mocną i pozbawioną porowatości spoinę. Wszelkie zanieczyszczenia mogą prowadzić do pęcherzy gazowych, wtrąceń niemetalicznych i ogólnego osłabienia spoiny, co w konsekwencji obniża jej wytrzymałość.
Dobór parametrów spawania – kluczowe ustawienia dla metod MIG/MAG i TIG.
Wybór odpowiednich parametrów spawania jest absolutnie krytyczny dla sukcesu "jodełki". Poniższa tabela przedstawia orientacyjne wartości, które należy traktować jako punkt wyjścia. Zawsze pamiętaj, że ostateczne parametry wymagają dostosowania do konkretnego materiału, jego grubości, pozycji spawania oraz typu spoiny. Moje doświadczenie pokazuje, że często trzeba poświęcić chwilę na testowanie i drobne korekty, aby znaleźć idealne ustawienie.
| Metoda | Materiał | Grubość (mm) | Prąd (A) | Napięcie (V) | Prędkość drutu (m/min) / Rodzaj elektrody | Gaz osłonowy (l/min) |
|---|---|---|---|---|---|---|
| MIG/MAG | Stal czarna | 2-4 | 60-100 | 17-20 | 4-6 m/min (drut 0.8mm SG2) | 10-12 (Ar/CO2 82/18) |
| MIG/MAG | Stal czarna | 5-8 | 120-180 | 20-24 | 7-10 m/min (drut 1.0mm SG2) | 12-15 (Ar/CO2 82/18) |
| TIG | Stal nierdzewna | 1-3 | 50-90 | N/A | Drut spawalniczy (1.6-2.4mm) | 6-8 (Czysty Ar) |
| TIG | Aluminium | 2-4 | 100-150 (AC) | N/A | Drut spawalniczy (2.4-3.2mm) | 8-10 (Czysty Ar) |
Niezbędny sprzęt i materiały – jaki drut, gaz i elektrody zapewnią najlepszy efekt?
Wybór odpowiednich materiałów eksploatacyjnych jest równie ważny, co precyzyjne ustawienie parametrów. Dla metody MIG/MAG na stali czarnej, drut spawalniczy typu SG2 (np. o średnicy 0.8mm lub 1.0mm) w połączeniu z mieszanką gazu osłonowego Ar/CO2 (82% argonu, 18% dwutlenku węgla) jest standardem i zapewnia doskonałe rezultaty. W przypadku TIG, do stali nierdzewnej używamy czystego argonu jako gazu osłonowego oraz elektrod wolframowych z dodatkiem toru (czerwone) lub lantanu (złote/czarne), a także odpowiedniego drutu spawalniczego ze stali nierdzewnej. Do aluminium w TIG, również czysty argon i elektrody wolframowe z dodatkiem cyrkonu (białe) lub lantanu (złote/czarne) są najlepszym wyborem, pamiętając o prądzie zmiennym (AC). Jeśli chodzi o MMA, elektrody rutylowe (np. E6013) są łatwiejsze do opanowania dla początkujących, oferując gładki łuk i łatwe usuwanie żużla, natomiast elektrody zasadowe (np. E7018) zapewniają wyższą wytrzymałość i są idealne do konstrukcji nośnych, choć wymagają większego doświadczenia. Niezależnie od metody, zawsze stawiaj na wysoką jakość materiałów – to inwestycja, która zawsze się zwraca w postaci trwałej i estetycznej spoiny.
Technika spawania w jodełkę krok po kroku – opanuj ruch do perfekcji
Dotarliśmy do sedna – do samego ruchu, który definiuje "jodełkę". W mojej karierze widziałem wielu spawaczy, którzy próbowali tej techniki, ale tylko ci, którzy opanowali rytm i precyzję ruchu uchwytu spawalniczego, osiągali mistrzostwo. Pamiętaj, że nie chodzi tu o siłowe prowadzenie, lecz o płynny, kontrolowany taniec uchwytu. Kluczowe jest utrzymanie stałego kąta nachylenia uchwytu względem spawanego materiału oraz odpowiedniej odległości. To właśnie te detale decydują o równomierności wzoru i jakości przetopu.
Jak prowadzić uchwyt spawalniczy? Schemat ruchu dla idealnego wzoru.
Ruch uchwytu spawalniczego w technice "jodełki" to nic innego jak rytmowy ruch zakosowy. Wyobraź sobie, że rysujesz małe, odwrócone litery "Z" lub "V" wzdłuż linii spoiny. Zaczynasz ruch w jednym kierunku, zatrzymujesz się na chwilę na krawędzi jeziorka, co pozwala na wypełnienie i przetopienie, a następnie płynnie przechodzisz na drugą stronę, wykonując podobne zatrzymanie. Cały czas posuwasz się do przodu wzdłuż spoiny. Kluczowe jest utrzymanie stałej prędkości, amplitudy ruchu oraz czasu zatrzymania na krawędziach jeziorka. To właśnie te krótkie pauzy pozwalają na prawidłowe rozprowadzenie ciepła i uformowanie charakterystycznego wzoru. Możesz myśleć o tym jak o "rysowaniu" małych, regularnych trójkątów lub półksiężyców, które nachodzą na siebie, tworząc ciągły, estetyczny ścieg.
Układanie "jodełki" metodą MIG/MAG – praktyczny poradnik dla stali czarnej.
Spawanie "jodełką" metodą MIG/MAG na stali czarnej to jedna z najpopularniejszych aplikacji tej techniki. Po ustawieniu odpowiednich parametrów (prąd, napięcie, prędkość podawania drutu, przepływ gazu), skup się na kącie uchwytu. Zazwyczaj stosuje się technikę "pchania" (uchwyt pochylony do przodu, około 10-15 stopni), co zapewnia lepszą widoczność jeziorka i głębszą penetrację. Ruch "jodełki" powinien być płynny i rytmiczny. Zacznij od jednego boku spoiny, wykonaj krótki ruch w poprzek, zatrzymaj się na chwilę na drugim boku, a następnie wróć na pierwszą stronę, jednocześnie posuwając się do przodu. Ten ruch pomaga w kontrolowaniu jeziorka spawalniczego, zapobiegając jego zbyt szybkiemu spływaniu i umożliwiając uzyskanie ładnego, regularnego ściegu z charakterystycznym wzorem. Pamiętaj o stałej odległości dyszy od materiału, aby zapewnić stabilną osłonę gazową.
Precyzyjna "jodełka" w metodzie TIG – jak spawać stal nierdzewną i aluminium?
Metoda TIG to synonim precyzji, a "jodełka" w TIG to już prawdziwe mistrzostwo. W TIG ruch "jodełki" jest subtelniejszy, ale równie istotny. Ruch elektrody wolframowej i podawanie spoiwa (jeśli używane) muszą współgrać ze sobą w idealnej harmonii. Dla stali nierdzewnej i aluminium, gdzie czystość jest absolutnie kluczowa, technika ta pozwala na stworzenie niezwykle czystych i estetycznych spoin. Przy spawaniu stali nierdzewnej skup się na utrzymaniu krótkiego łuku i rytmicznym, delikatnym ruchu elektrody, który będzie "rozpychał" jeziorko na boki, tworząc wzór. W przypadku aluminium, pamiętaj o prądzie zmiennym (AC), który rozbija warstwę tlenków, oraz o szybkim, ale kontrolowanym ruchu. Precyzja w TIG jest kluczowa, a "jodełka" pozwala na pełne wykorzystanie potencjału tej metody, tworząc spoiny, które są nie tylko mocne, ale i wizualnie doskonałe.
Czy "jodełka" elektrodą otuloną (MMA) ma sens? Wyzwanie dla zaawansowanych.
Wykonanie "jodełki" metodą MMA, czyli elektrodą otuloną, jest znacznie trudniejsze i wymaga bardzo dużego doświadczenia od spawacza. Dlaczego? Przede wszystkim, elektroda skraca się w trakcie spawania, co utrudnia utrzymanie stałej odległości i kąta. Dodatkowo, mamy do czynienia z żużlem, który zasłania jeziorko spawalnicze, utrudniając kontrolę. Mimo to, dla najbardziej zaawansowanych spawaczy, jest to możliwe. Jeśli chcesz podjąć to wyzwanie, skup się na utrzymaniu jak najbardziej stabilnego łuku i rytmicznym, ale delikatnym ruchu. Wykorzystaj elektrody rutylowe, które generują mniej żużla i są łatwiejsze w prowadzeniu. Pamiętaj, że w MMA "jodełka" będzie mniej wyraźna i bardziej wymagająca, ale opanowanie jej świadczy o prawdziwym kunszcie.
Najczęstsze błędy przy spawaniu jodełką i jak skutecznie ich unikać
Nawet doświadczeni spawacze popełniają błędy, zwłaszcza przy tak wymagającej technice jak "jodełka". Kluczem do sukcesu jest nie unikanie błędów za wszelką cenę, ale umiejętność ich rozpoznawania i korygowania. W mojej praktyce najczęściej spotykam się z problemami wynikającymi z nieregularnego rytmu, niewłaściwych parametrów spawania oraz niewystarczającego przygotowania materiału. Poniżej przedstawiam najczęstsze pułapki i sprawdzone sposoby na ich omijanie.
Problem: Nierówny wzór i brak rytmu. Rozwiązanie: Jak ćwiczyć stabilność ręki?
Nierówny wzór "jodełki" to najczęstszy problem początkujących. Wynika on bezpośrednio z nieregularnego rytmu i zmiennej prędkości ruchu, co prowadzi do niejednolitego wyglądu spoiny. Aby wypracować stabilność ręki i stały rytm, polecam kilka ćwiczeń. Zacznij od "ćwiczeń na sucho" – bez spawania. Połóż uchwyt spawalniczy na stole i ćwicz wykonywanie ruchu "jodełki" wzdłuż wyznaczonej linii, skupiając się na płynności i powtarzalności. Możesz nawet rysować wzory na kawałku blachy. Gdy poczujesz się pewniej, przejdź do spawania na kawałkach testowych, koncentrując się wyłącznie na utrzymaniu stałej prędkości posuwu, amplitudy ruchu i czasu zatrzymania na krawędziach jeziorka. Powtarzalność to klucz – im więcej ćwiczysz, tym bardziej twoja ręka "zapamięta" właściwy ruch.Problem: Podtopienia i przyklejenia. Rozwiązanie: Jak kontrolować ilość wprowadzanego ciepła?
Podtopienia (nadmierne przetopienie materiału) i przyklejenia (brak odpowiedniego przetopu, spoina nie łączy się z materiałem bazowym) to wady, które świadczą o nieprawidłowej kontroli nad ilością wprowadzanego ciepła. Podtopienia pojawiają się, gdy prąd jest zbyt wysoki, prędkość posuwu zbyt niska, lub zbyt długo zatrzymujemy się w jednym miejscu. Przyklejenia zaś, gdy prąd jest zbyt niski, prędkość posuwu zbyt wysoka, lub kąt uchwytu jest niewłaściwy. Rozwiązaniem jest precyzyjny dobór parametrów spawania – prądu i napięcia. Ważna jest również kontrola prędkości posuwu i czasu zatrzymania na krawędziach jeziorka. Pamiętaj, że ruch "jodełki" pomaga w dystrybucji ciepła, więc jeśli wykonujesz go prawidłowo, minimalizujesz ryzyko koncentracji ciepła w jednym punkcie. Warto też zwrócić uwagę na kąt uchwytu – zbyt duży kąt może prowadzić do podtopień.
Problem: Porowatość spoiny. Rozwiązanie: Na co zwrócić uwagę przy osłonie gazowej?
Porowatość spoiny, czyli małe pęcherzyki gazu uwięzione w metalu spoiny, to częsty problem wynikający z niewystarczającej lub zaburzonej osłony gazowej. Czynniki, które mogą do niej prowadzić, to: zbyt niski przepływ gazu osłonowego, zbyt wysoki przepływ (turbulencje zasysające powietrze), przeciągi w miejscu spawania, zanieczyszczenia materiału (rdza, farba, wilgoć), a także brudna lub uszkodzona dysza gazowa. Aby zapewnić optymalną osłonę gazową i uniknąć porowatości, upewnij się, że przepływ gazu jest zgodny z zaleceniami producenta (zwykle 10-15 l/min dla MIG/MAG). Zabezpiecz stanowisko przed przeciągami, dokładnie oczyść materiał przed spawaniem i regularnie sprawdzaj stan dyszy i łączników gazowych. Według danych Paton.pl, niewłaściwa osłona gazowa to jeden z najczęstszych błędów początkujących spawaczy, prowadzący do osłabienia spoiny.Jodełka w praktyce – gdzie estetyka i wytrzymałość idą w parze?
Po opanowaniu techniki "jodełki" otwierają się przed nami nowe możliwości. Ta metoda, jak już wielokrotnie podkreślałem, jest wyjątkowa, ponieważ łączy w sobie to, co w spawalnictwie najważniejsze: estetykę i wytrzymałość. Zastosowania są szerokie i obejmują zarówno projekty, w których spoina ma być widoczna i cieszyć oko, jak i te, gdzie kluczowa jest integralność strukturalna i odporność na obciążenia. Pozwól, że przedstawię kilka kluczowych obszarów, w których "jodełka" naprawdę błyszczy.
Spawanie konstrukcji widocznych – balustrady, meble i elementy ozdobne.
Wszędzie tam, gdzie spoina jest elementem ekspozycji, technika "jodełki" jest niezastąpiona. Myślę tu o balustradach, poręczach, ramach mebli, elementach dekoracyjnych czy nawet artystycznych wyrobach metalowych. W tych przypadkach estetyka spoiny jest absolutnie kluczowa. Gładki, regularny wzór "jodełki" nie tylko świadczy o wysokim kunszcie spawacza, ale także podnosi ogólną wartość estetyczną produktu. Zamiast ukrywać spoinę, możemy ją wyeksponować, czyniąc z niej integralną część designu. To właśnie w takich projektach "jodełka" pozwala na tworzenie dzieł, które są zarówno funkcjonalne, jak i piękne.
Przeczytaj również: Parametry spawania MAG - klucz do perfekcyjnej spoiny
Jak wykorzystać technikę "jodełki" do wypełniania większych szczelin i łączenia grubszych blach?
Poza estetyką, "jodełka" ma ogromne znaczenie w czysto technicznych zastosowaniach. Jej rytmiczny ruch pozwala na lepsze wypełnianie większych szczelin, co jest szczególnie przydatne przy łączeniu elementów o niezbyt precyzyjnym dopasowaniu. Dzięki kontrolowanemu ruchowi i zatrzymaniom na krawędziach jeziorka, metal spoiwa ma czas na prawidłowe stopienie się z materiałem bazowym, tworząc pełne i mocne połączenie. Ponadto, efektywne rozprowadzanie ciepła, które jest cechą tej techniki, ułatwia łączenie grubszych blach. Minimalizuje to ryzyko odkształceń materiału, które są częstym problemem przy spawaniu grubych elementów, oraz zapewnia pełne przetopienie na całej grubości spoiny. Dzięki temu spoina jest mocniejsza, bardziej jednolita i wytrzymała na obciążenia, co jest kluczowe w konstrukcjach wymagających wysokiej integralności strukturalnej.