Laserowe spawanie zmieniło sposób myślenia o łączeniu cienkich blach, precyzyjnych detali i powtarzalnych serii produkcyjnych. W praktyce daje bardzo wąską strefę wpływu ciepła, wysoką szybkość i czyste spoiny, ale nie jest rozwiązaniem uniwersalnym: wymaga dobrego przygotowania złącza, właściwych parametrów i porządnego zabezpieczenia stanowiska. Poniżej wyjaśniam, kiedy ta technologia naprawdę się opłaca, jak wypada na tle TIG i MIG/MAG oraz na co uważać przy wdrożeniu.
Najważniejsze rzeczy, które warto wiedzieć o spawaniu laserowym
- Najlepiej sprawdza się przy cienkich i średnich grubościach, gdy liczą się precyzja, małe odkształcenia i powtarzalność.
- Jest szybkie i łatwo je zautomatyzować, ale źle znosi duże szczeliny oraz przypadkowe błędy w przygotowaniu krawędzi.
- W warsztacie może być uzupełnieniem TIG lub MIG/MAG, a w produkcji seryjnej często wygrywa czasem i jakością wykończenia.
- Przy cienkich blachach ocynkowanych i detalach dekoracyjnych czasem lepsze okazuje się lutospawanie niż pełny przetop.
- BHP ma tu pierwszeństwo: osłony, właściwe okulary, kontrola odbić i odciąg dymów są konieczne, nie opcjonalne.
- Budżet wdrożenia jest wyższy niż w klasycznych metodach, więc opłacalność trzeba liczyć pod konkretny detal, a nie ogólnie.
Jak działa wiązka lasera i kiedy ta metoda ma sens
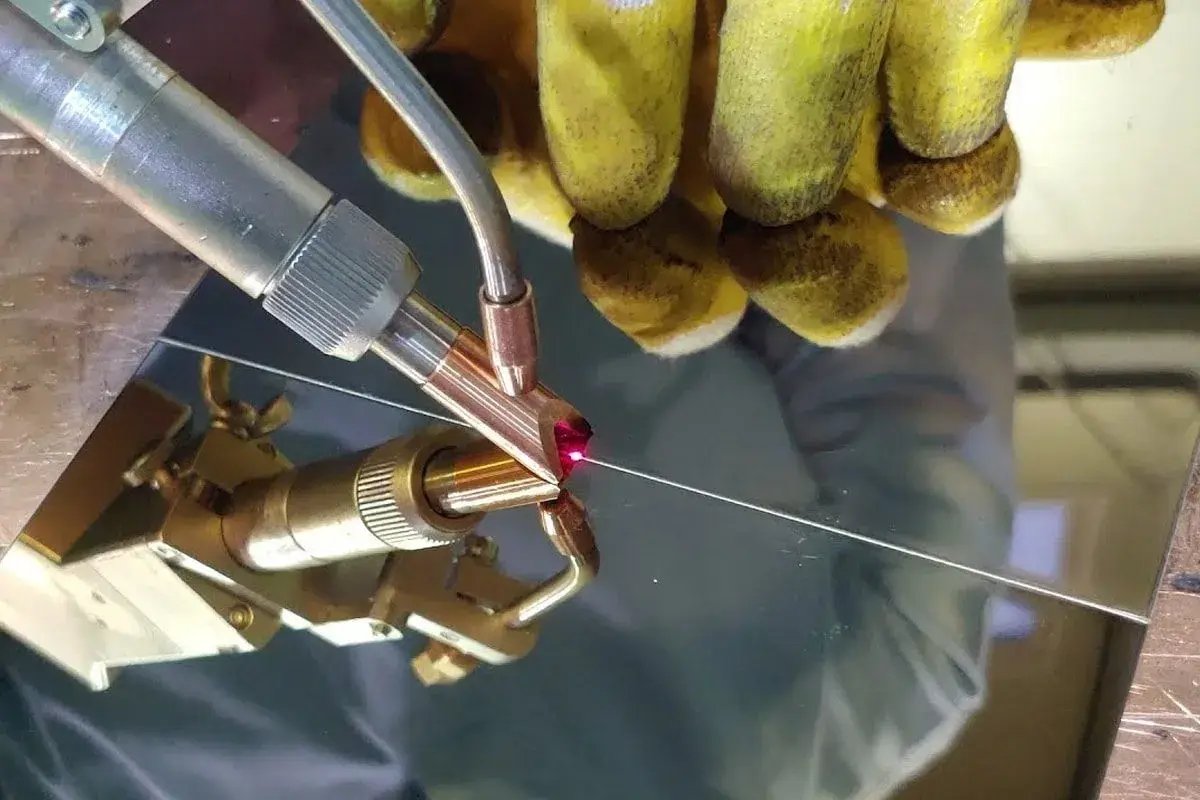
Ja patrzę na tę technologię przede wszystkim przez pryzmat detalu. Promień lasera skupia energię w bardzo małym punkcie, więc materiał nagrzewa się dokładnie tam, gdzie trzeba, a reszta elementu pozostaje relatywnie chłodna. Dzięki temu powstaje wąska spoina, mała strefa wpływu ciepła i mniejsze ryzyko odkształceń niż w wielu klasycznych procesach łukowych.
W praktyce wyróżnia się dwa podejścia. Pierwsze to spawanie przewodzące, przydatne przy cienkich materiałach i mniejszych głębokościach przetopu. Drugie to spawanie z głębokim przetopem, stosowane wtedy, gdy zależy nam na większej wytrzymałości i szybszym łączeniu grubszych fragmentów. Różnica nie jest kosmetyczna: zmiana mocy, fokusu i prędkości prowadzenia potrafi całkowicie zmienić charakter spoiny.
Ta metoda ma sens zwłaszcza wtedy, gdy detal ma dobrą geometrię, szczelina jest mała, a serie są powtarzalne. Jeśli elementy „pływają” wymiarowo albo trzeba maskować duże niedokładności, laser przestaje być wygodny. Właśnie dlatego tak często łączy się go z dobrym oprzyrządowaniem i kontrolą jakości już na etapie przygotowania. To prowadzi do pytania, gdzie technologia daje największą przewagę w realnej produkcji.

Gdzie spawanie laserowe daje największą przewagę
Największą różnicę widać tam, gdzie liczą się tempo, estetyka i stabilność jakości. W motoryzacji, elektronice, produkcji obudów, wyposażeniu medycznym, elementach bateryjnych czy precyzyjnych konstrukcjach z cienkiej blachy laser często wygrywa już na etapie cyklu produkcyjnego. Mniejsza deformacja oznacza mniej poprawek, a to w seryjnej produkcji przekłada się na realny pieniądz.
W warsztatach konstrukcyjnych technologia też ma sens, ale zwykle pod innymi warunkami. Dobrze sprawdza się przy nierdzewce, cienkiej stali czarnej, aluminium i mosiądzu, jeśli elementy są dobrze spasowane. Z mojego doświadczenia wynika, że największą korzyść widać przy detalach, które po spawaniu mają być od razu gotowe wizualnie albo trafić do dalszego montażu bez prostowania.
- Cienkie blachy i profile - tu laser daje małe odkształcenia i czystą spoinę.
- Elementy widoczne - mała spoina ułatwia uzyskanie estetycznego efektu bez dużej obróbki końcowej.
- Produkcja seryjna - powtarzalność procesu mocno ułatwia kontrolę jakości.
- Detale trudne do prostowania - mniejszy wpływ ciepła ogranicza ryzyko uszkodzeń geometrycznych.
- Automatyzacja - proces łatwo wpiąć w roboty, coboty i linie z kontrolą parametrów.
Jeżeli detal jest grubszy albo szczelina nie trzyma tolerancji, trzeba od razu myśleć o innym procesie, a nie próbować „przepchnąć” wszystkiego laserem. I właśnie tu zaczyna się najważniejsze porównanie z TIG, MIG/MAG oraz lutospawaniem.
Jak wypada na tle TIG, MIG/MAG i lutospawania
Nie lubię traktować laseru jako magicznego zamiennika wszystkiego. To po prostu inny zestaw kompromisów. TIG daje świetną kontrolę, MIG/MAG dobrze radzi sobie z tempem i szczeliną, a laser wygrywa precyzją, małą ilością ciepła i łatwiejszą automatyzacją. Poniższa tabela dobrze pokazuje różnice bez marketingowego pudru.
| Kryterium | Spawanie laserowe | TIG | MIG/MAG |
|---|---|---|---|
| Precyzja | Bardzo wysoka, szczególnie przy cienkich detalach | Wysoka, ale wolniejsza | Średnia do wysokiej, zależnie od operatora |
| Szybkość | Bardzo wysoka | Niska do średniej | Wysoka |
| Odkształcenia | Małe | Średnie | Średnie do dużych |
| Tolerancja na szczelinę | Niska bez dobrego oprzyrządowania | Średnia | Lepsza niż w laserze |
| Przygotowanie elementów | Wymaga dużej dokładności i czystości | Wymaga dokładności, ale jest bardziej elastyczny | Zwykle bardziej wyrozumiały |
| Najlepsze zastosowanie | Seryjne, precyzyjne i cienkościenne detale | Dokładne prace warsztatowe i estetyczne spoiny | Konstrukcje, gdzie liczy się tempo i odporność na niedokładności |
W tym zestawieniu lutospawanie warto potraktować osobno, bo rozwiązuje inny problem. Przy cienkich blachach ocynkowanych, elementach dekoracyjnych i miejscach, gdzie nie chcesz nadmiernie przetapiać materiału bazowego, lutospawanie bywa rozsądniejsze niż klasyczne spawanie. Dobrze sprawdza się tam, gdzie ważniejsza jest estetyka i ochrona powłoki niż maksymalna głębokość przetopu.
Jeśli szczeliny są większe albo geometria elementu nie jest idealna, rozsądne bywa też rozwiązanie hybrydowe, czyli połączenie lasera z łukiem spawalniczym. Taki układ zwiększa tolerancję procesu i pomaga wypełniać miejsca, które sam laser uznałby za zbyt „luźne”. To naturalnie prowadzi do pytania, jak przygotować elementy, żeby cały proces był przewidywalny.
Jak przygotować elementy i stanowisko, żeby spoiny były powtarzalne
Najwięcej problemów widzę nie w samej technologii, tylko w przygotowaniu. Laser nie wybacza brudu, dużej szczeliny i przypadkowego przesunięcia detalu. W praktyce trzeba zadbać o kilka rzeczy naraz, bo każda z nich wpływa na wynik bardziej, niż początkujący zwykle zakładają.
- Oczyść powierzchnię - usuń olej, tlenki, zgorzelinę i pył. Przy aluminium i stali nierdzewnej to szczególnie ważne.
- Sprawdź pasowanie - laser lubi stabilny styk krawędzi. Im większa szczelina, tym większe ryzyko niestabilnej spoiny.
- Zadbaj o mocowanie - dobre oprzyrządowanie ogranicza mikroruchy, które w laserze szybko psują efekt.
- Ustal punkt ogniskowania - mały błąd ogniska potrafi zmienić szerokość i głębokość spoiny.
- Wykonaj próbkę - kilka testowych spoin oszczędza dużo czasu, materiału i nerwów przy właściwej serii.
- Dobierz gaz osłonowy - wpływa na jakość lica, utlenianie i stabilność procesu.
Właśnie tutaj widać różnicę między dobrym wdrożeniem a przypadkowym zakupem urządzenia. Sam sprzęt nie załatwia sprawy, jeśli operator nie ma przygotowanego procesu, a stanowisko nie trzyma tolerancji. Z tego powodu bezpieczeństwo i organizacja pracy są równie ważne jak parametry spawania.
Jakie BHP i wyposażenie są potrzebne przy pracy z laserem
Przy tej technologii nie ma miejsca na improwizację. Wiązka lasera, odbicia od błyszczących powierzchni, dym technologiczny i wysoka gęstość energii wymagają stanowiska zorganizowanego jak pełnoprawna strefa bezpieczeństwa. Zwykłe przyciemniane okulary spawalnicze nie zastępują ochrony laserowej, bo liczy się długość fali i odpowiednia gęstość optyczna filtrów.
- Osłony i kurtyny ochronne - ograniczają ryzyko przypadkowego narażenia osób postronnych.
- Okulary dobrane do konkretnego lasera - muszą pasować do długości fali i mocy źródła.
- Odciąg dymów - ważny przy stali ocynkowanej, nierdzewnej i wszędzie tam, gdzie powstają szkodliwe opary.
- Matowe otoczenie stanowiska - mniej refleksów to mniejsze ryzyko niekontrolowanych odbić.
- Szkolenie operatora - obsługa ruchu ręką to jedno, a bezpieczna praca z optyką i osłonami to drugie.
- Kontrola dostępu - strefa pracy nie może być przypadkowym miejscem przejścia.
Ja zawsze zakładam prostą zasadę: jeśli stanowisko nie jest bezpieczne dla człowieka, nie jest też dojrzałe produkcyjnie. Dopiero po domknięciu BHP warto przejść do liczb, bo wtedy można realnie ocenić opłacalność wdrożenia.
Najczęstsze błędy i ograniczenia, które psują efekt
Największy błąd to oczekiwanie, że laser „naprawi” słabe przygotowanie detalu. Nie naprawi. Gdy krawędzie są źle spasowane, powierzchnia jest zabrudzona albo operator próbuje kompensować wszystko samą mocą, wynik zwykle jest gorszy niż w TIG czy MIG/MAG. Laser lubi porządek, a nie kreatywne ratowanie procesu w locie.
- Zbyt duża szczelina - powoduje niestabilny przetop i ryzyko nieciągłości spoiny.
- Brudna powierzchnia - olej i tlenki szybko pogarszają jakość połączenia.
- Zła prędkość prowadzenia - za wolno daje przegrzanie, za szybko prowadzi do słabego wiązania.
- Nieprawidłowy fokus - zmienia geometrię spoiny i głębokość wtopienia.
- Zbyt błyszczące otoczenie - zwiększa ryzyko odbić, szczególnie przy aluminium i miedzi.
- Wybór nieodpowiedniego procesu - czasem lepsze będzie lutospawanie albo klasyczny łuk niż próba „przepchania” lasera.
Ograniczenie, o którym warto pamiętać, jest proste: im grubszy materiał i im mniej przewidywalna geometria, tym więcej sensu ma dobór procesu do detalu, a nie odwrotnie. To właśnie dlatego temat kosztów zawsze trzeba rozpatrywać razem z technologią, a nie osobno.
Ile kosztuje wdrożenie i kiedy zaczyna się zwrot
Na koszt patrzę nie przez cenę samego źródła, ale przez cały system: urządzenie, osłony, odciąg, integrację, szkolenie i czas na uruchomienie. W aktualnych ofertach rynkowych ręczne zestawy laserowe o mocy około 2 kW można spotkać zwykle w okolicach 30-45 tys. zł, ale to tylko punkt startu. Do tego dochodzi osprzęt i bezpieczeństwo stanowiska, a przy automatyzacji budżet rośnie już wyraźnie.
| Element wdrożenia | Orientacyjny poziom kosztu | Co zwykle obejmuje |
|---|---|---|
| Ręczne urządzenie laserowe | Kilkadziesiąt tysięcy złotych | Źródło, głowica, podstawowe wyposażenie |
| Stanowisko z osłonami i odciągiem | Kolejne kilka do kilkunastu tysięcy złotych | Kurtyny, ekranowanie, wentylacja, BHP |
| Cobot lub komórka z automatyką | Zwykle od kilkuset tysięcy złotych | Integracja, bezpieczeństwo, chwytaki, sterowanie |
| Wdrożenie seryjne pod konkretny detal | Wycena indywidualna | Próbki, parametry, oprzyrządowanie, testy jakości |
Zwrot pojawia się najczęściej wtedy, gdy technologia skraca czas cyklu, ogranicza prostowanie i zmniejsza liczbę poprawek. Jeśli detal jest powtarzalny i dziś zajmuje dużo czasu w TIG albo wymaga kosztownego wykańczania po MIG/MAG, laser potrafi szybko odrobić wyższą inwestycję. Jeżeli jednak produkcja jest jednostkowa, a geometria zmienna, bardziej opłacalny może być klasyczny proces albo lutowanie twarde.
Co sprawdzić, zanim zamówisz pierwszą serię prób
Gdybym miał podjąć decyzję o wdrożeniu dla warsztatu albo hali produkcyjnej, zacząłbym od czterech pytań: czy detal jest dostatecznie powtarzalny, czy szczeliny są pod kontrolą, czy efekt wizualny i odkształcenia naprawdę są problemem oraz czy stanowisko da się bezpiecznie zamknąć. To są pytania ważniejsze niż sam katalog mocy urządzenia.
W praktyce najlepiej działa podejście próbne: kilka detali testowych, porównanie z TIG lub MIG/MAG, ocena czasu cyklu, jakości lica i ilości odpadów. Dopiero taki zestaw danych pokazuje, czy technologia ma sens ekonomiczny. Jeśli odpowiedź brzmi „tak”, laser staje się bardzo mocnym narzędziem. Jeśli nie, lepiej uczciwie zostać przy metodzie, która lepiej znosi tolerancje i daje większą elastyczność.
Najwięcej zyskują ci, którzy traktują ten proces nie jako modę, tylko jako precyzyjnie dobrane narzędzie do konkretnego zadania. Wtedy spawanie laserowe przestaje być ciekawostką, a staje się realnym sposobem na szybszą, czystszą i bardziej przewidywalną produkcję.