Spawarka nie jest po prostu „mocnym prądem z kablem”. W praktyce zamienia energię elektryczną w kontrolowany łuk, który topi metal i pozwala połączyć elementy w trwałą spoinę. Poniżej wyjaśniam, jak działa spawarka, czym różnią się najpopularniejsze metody i co trzeba ustawić, żeby praca była skuteczna i bezpieczna.
Najważniejsze rzeczy, które warto wiedzieć od razu
- Spawarka obniża napięcie z sieci i podnosi natężenie prądu, bo to wysoki prąd podtrzymuje łuk.
- Łuk spawalniczy topi krawędzie metalu lokalnie, a spoiwo wypełnia szczelinę i tworzy spoinę.
- W MMA, MIG/MAG i TIG różni się sposób zajarzenia łuku, podawania spoiwa oraz ochrony jeziorka spawalniczego.
- Najbardziej wpływają na efekt: amperaż, prędkość prowadzenia, średnica elektrody lub drutu i osłona gazowa.
- Do cienkich blach zwykle lepiej sprawdza się TIG albo dobrze ustawiony MIG/MAG, a do prac terenowych MMA.
- BHP nie jest dodatkiem: maska, rękawice, odzież trudnopalna i wentylacja są tak samo ważne jak samo urządzenie.
Co dzieje się w spawarce i skąd bierze się łuk
Najprościej ujmuję to tak: urządzenie pobiera energię z sieci i przekształca ją w parametry przydatne do spawania. Z typowych 230 V lub 400 V robi się niskie napięcie robocze i jednocześnie bardzo wysoki prąd, często liczony w dziesiątkach albo setkach amperów. To właśnie ten prąd podtrzymuje łuk spawalniczy, czyli gorący kanał plazmy między elektrodą a materiałem.
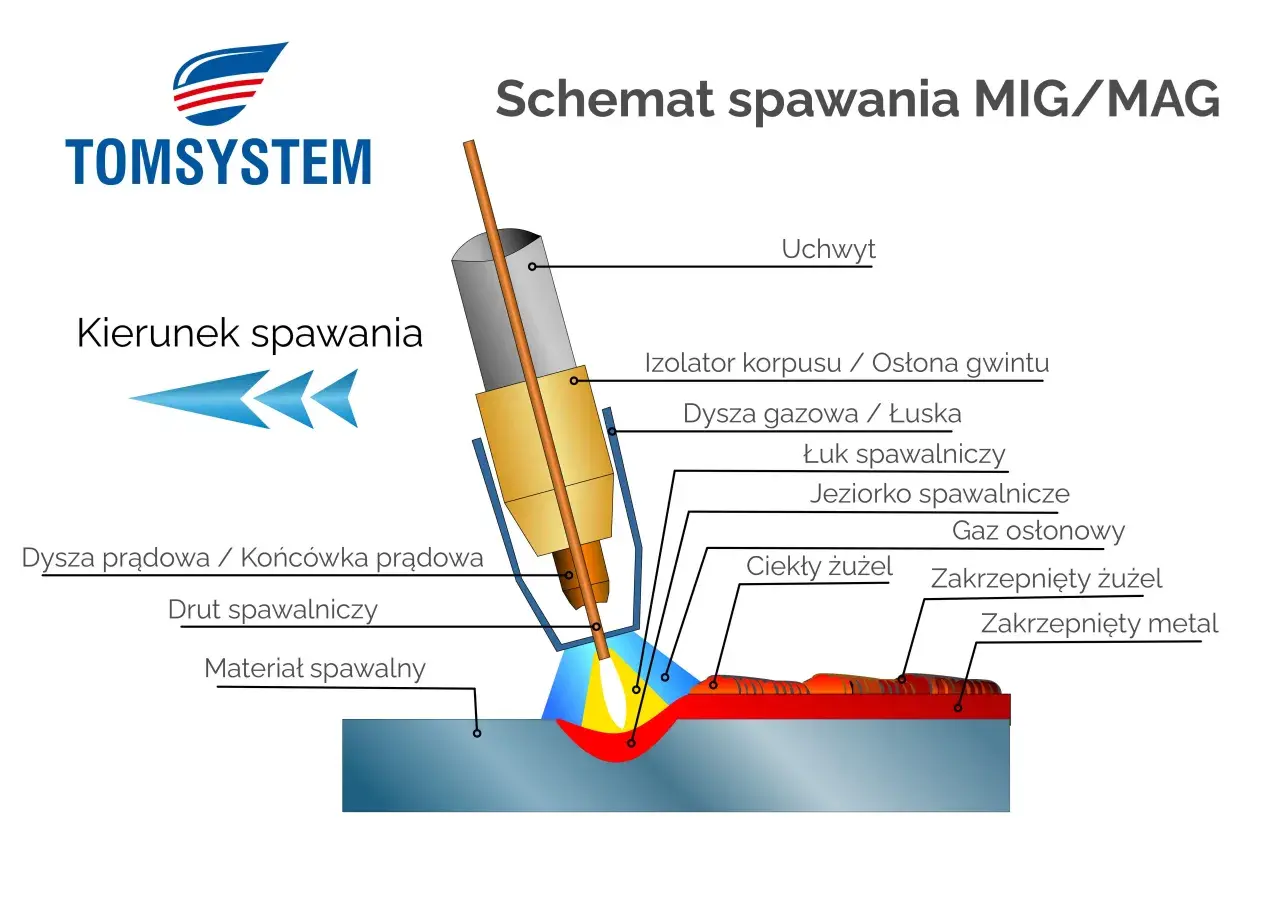
W miejscu łuku metal nagrzewa się tak mocno, że topią się jego krawędzie. Jeśli doprowadzam też spoiwo, np. drut albo elektrodę otuloną, powstaje jeziorko ciekłego metalu, które po zastygnięciu tworzy spoinę. W praktyce to dlatego spawanie daje tak trwałe połączenie: łączę elementy przez stopienie i ponowne zestalenie materiału, a nie tylko przez „sklejenie” powierzchni.
- Źródło prądu odpowiada za stabilność łuku i zakres regulacji.
- Uchwyt, palnik albo elektroda doprowadzają energię do miejsca spawania.
- Masa zamyka obwód elektryczny i bez niej łuk nie powstanie.
- Gaz osłonowy lub otulina elektrody chronią ciekły metal przed tlenem i azotem z powietrza.
- Układ inwerterowy pozwala zwykle lepiej kontrolować prąd i sprawia, że urządzenie jest lżejsze od klasycznych konstrukcji transformatorowych.
To właśnie ten układ decyduje, czy spawarka nadaje się do szybkich napraw, pracy warsztatowej, czy do precyzyjnego łączenia cienkich blach. Od tego płynnie przechodzę do różnic między najważniejszymi metodami.
Jak pracują najpopularniejsze metody spawania
Na rynku spotkasz kilka metod, ale w praktyce warsztatowej najczęściej chodzi o MMA, MIG/MAG i TIG. Każda z nich buduje łuk trochę inaczej, a więc daje inny poziom szybkości, czystości spoiny i wygody pracy. Przydatne jest to jedno rozróżnienie: MIG używa gazu obojętnego, MAG aktywnego, a w codziennym spawaniu stali dużo częściej spotyka się właśnie MAG.
| Metoda | Jak działa | Największa zaleta | Ograniczenia |
|---|---|---|---|
| MMA | Łuk powstaje między materiałem a elektrodą otuloną, która topi się podczas pracy. | Prosta, mobilna, dobrze radzi sobie w terenie i na mniej idealnie przygotowanej stali. | Więcej odprysków, więcej żużla do usunięcia, wolniejsze tempo pracy. |
| MIG/MAG | Drut spawalniczy podawany jest automatycznie przez uchwyt, a gaz osłania jeziorko spawalnicze. | Duża wydajność, łatwiejsza nauka, dobre tempo przy pracy seryjnej. | Wrażliwa na przeciąg, zabrudzenia i źle dobrany gaz. |
| TIG | Łuk tworzy nietopliwa elektroda wolframowa, a spoiwo dodaje się osobno, jeśli jest potrzebne. | Najwyższa kontrola, czysta spoina, świetna do cienkich i estetycznych połączeń. | Wolniejsza, wymaga większej wprawy i lepszego przygotowania materiału. |
| Lutospawanie / lutowanie twarde | Topi się spoiwo, a nie sam łączony materiał, więc ciepło jest niższe niż przy spawaniu. | Mniejsze odkształcenia i dobre efekty na cienkich elementach. | Nie zastępuje spawania wszędzie tam, gdzie potrzebne jest pełne przetopienie i wysoka wytrzymałość konstrukcyjna. |
Wybór metody nie jest sprawą „co lepsze”, tylko „co pasuje do zadania”. Jeśli pracuję przy bramie, konstrukcji stalowej albo naprawie w terenie, zwykle wygodniejsza będzie MMA. Gdy liczy się tempo i powtarzalność, wygrywa MIG/MAG. Gdy chcę zrobić cienką, estetyczną i dobrze kontrolowaną spoinę, sięgam po TIG. Ten podział prowadzi już prosto do ustawień, bo bez nich nawet dobra metoda nie da dobrego efektu.
Jak dobrać ustawienia do materiału i grubości
Tu początkujący najczęściej tracą czas. Za niski prąd daje brak przetopu i „leżącą” spoinę, za wysoki przepala blachę i robi bałagan z odkształceniami. Ja zawsze zaczynam od trzech pytań: co spawam, jak gruby jest materiał i jaką metodą pracuję.
| Grubość materiału | Orientacyjny punkt startowy | Co obserwować |
|---|---|---|
| 0,8–1,5 mm | TIG albo MIG/MAG na niskim prądzie, zwykle około 40–70 A; w MIG często drut 0,6 mm. | Ryzyko przepalenia jest duże, więc trzeba prowadzić krótki łuk i nie zatrzymywać palnika w jednym miejscu. |
| 2–3 mm | MIG/MAG lub MMA z elektrodą 2,0–2,5 mm, zwykle około 70–110 A. | To wygodny zakres do wielu napraw warsztatowych i małych konstrukcji. |
| 4–6 mm | MIG/MAG albo MMA z elektrodą 3,2 mm, zwykle około 110–160 A. | Trzeba pilnować przetopu, bo zbyt szybki ruch da tylko powierzchowne połączenie. |
| Powyżej 6 mm | Często potrzebne jest przygotowanie krawędzi i spawanie wielościegowe, zwykle 160 A i więcej. | Sam prąd nie wystarczy, jeśli złącze nie ma właściwej geometrii. |
Przy MIG/MAG dość dobrze sprawdza się przepływ gazu rzędu 8–15 l/min, a przy TIG często 6–10 l/min, choć wszystko zależy od dyszy, osłony i przeciągów w warsztacie. W MMA nie masz gazu z butli, ale za to dobór średnicy elektrody ma ogromne znaczenie: 2,0 mm pracuje zwykle przy około 40–70 A, 2,5 mm przy 70–100 A, 3,2 mm przy 90–140 A, a 4,0 mm już wyżej. Dla mnie praktyczna zasada jest prosta: im cieńszy materiał, tym krótszy łuk i mniejszy prąd, a im grubszy materiał, tym większa energia i lepsze przygotowanie złącza.
Gdy ktoś pyta mnie o „uniwersalne ustawienie”, odpowiadam ostrożnie, bo takiego ustawienia po prostu nie ma. Ta część pracy zawsze zależy od metody i materiału, a w tym miejscu łatwo pomylić spawanie z lutowaniem, więc od razu stawiam między nimi wyraźną granicę.
Spawanie a lutowanie, czyli gdzie przebiega granica
To dwa różne procesy, choć z zewnątrz czasem wyglądają podobnie. Podczas spawania topi się materiał rodzimy i zwykle powstaje połączenie o bardzo wysokiej wytrzymałości. W lutowaniu topi się przede wszystkim spoiwo, a łączone elementy pozostają w niższej temperaturze, więc odkształcenia są mniejsze.
| Cecha | Spawanie | Lutowanie miękkie | Lutowanie twarde / lutospawanie |
|---|---|---|---|
| Temperatura procesu | Łuk ma temperaturę rzędu kilku tysięcy stopni Celsjusza. | Najczęściej około 180–250°C dla spoiw cynowych. | Zwykle wyższa niż w lutowaniu miękkim, ale niższa niż przy pełnym spawaniu. |
| Co się topi | Topi się materiał łączony oraz ewentualne spoiwo. | Topi się samo spoiwo. | Topi się spoiwo, materiał bazowy pozostaje zasadniczo nienaruszony. |
| Wytrzymałość | Bardzo wysoka, dobra do konstrukcji nośnych. | Niższa, odpowiednia do elektroniki i drobnych połączeń. | Pośrednia, przydatna tam, gdzie ważna jest mniejsza strefa wpływu ciepła. |
| Zastosowanie | Konstrukcje stalowe, naprawy, warsztat, produkcja. | Instalacje elektryczne, elektronika, drobne naprawy. | Cienkie blachy, elementy wymagające ograniczenia odkształceń. |
W praktyce warsztatowej ta różnica ma spore znaczenie. Jeśli potrzebuję trwałego połączenia stalowych profili, spawam. Jeśli pracuję z cienką blachą, detalem precyzyjnym albo miejscem, które łatwo się odkształca, często lepsze będzie lutowanie albo lutospawanie. To nie jest kwestia „lepsze-gorsze”, tylko dopasowania procesu do materiału i oczekiwanej wytrzymałości. A skoro mowa o dopasowaniu, bezpieczna praca i typowe błędy są tu równie ważne jak sama technika.
Bezpieczeństwo i typowe błędy początkujących
Spawanie wygląda efektownie, ale pod względem ryzyka nie wybacza lekceważenia. Łuk oślepia, odpryski parzą, a dym spawalniczy nie jest czymś, co powinno się wdychać bez zastanowienia. Dlatego w warsztacie zawsze pilnuję podstaw: przyłbica z odpowiednim zaciemnieniem, rękawice skórzane, ubranie trudnopalne, osłonięte buty i dobra wentylacja.
- Najczęstszy błąd to za długi łuk, który zwiększa rozpryski i pogarsza przetop.
- Drugi klasyk to brudny materiał: rdza, farba, olej i ocynk utrudniają stabilną spoinę.
- Często problemem jest też zły docisk masy, przez co łuk zachowuje się niestabilnie.
- Za szybkie prowadzenie palnika daje płytką spoinę, a za wolne przegrzewa element i robi nadlew.
- Przy MIG/MAG przeciąg lub zbyt mały przepływ gazu potrafi zepsuć spoinę bardziej niż sam parametr prądu.
- W MMA początkujący często wybierają elektrodę za grubą do materiału, a potem walczą z przepaleniem lub słabym zajarzeniem.
Jeśli miałbym wskazać jedną rzecz, która naprawdę poprawia wynik bez wielkiej filozofii, byłoby to przygotowanie materiału. Czysta krawędź, stabilne podparcie, odpowiednia odległość łuku i jedna próbna spoina na odpadzie dają więcej niż losowe kręcenie gałkami. Po tym pozostaje już tylko krótka kontrola przed startem.
Co sprawdzić przed pierwszym ściegiem, żeby nie psuć materiału
Zanim zapalę łuk, robię prostą kontrolę. Ona oszczędza i czas, i materiał, a przy prostych naprawach pozwala uniknąć poprawek, które zwykle kosztują więcej niż samo spawanie.
- Czy materiał jest oczyszczony z farby, rdzy, oleju i luźnego nalotu.
- Czy dobrałem metodę do grubości i rodzaju metalu.
- Czy elektroda, drut i gaz pasują do zadania oraz do źródła prądu.
- Czy masa ma solidny kontakt, a przewody nie są uszkodzone.
- Czy mam ustawione parametry startowe i próbkę testową z tego samego materiału.
- Czy wokół stanowiska nie ma łatwopalnych rzeczy, a wentylacja działa tak, jak powinna.
Jeśli te podstawy są dopięte, sama praca staje się przewidywalna. Wtedy łatwiej ocenić, czy problem wynika z ustawień, z techniki prowadzenia uchwytu, czy po prostu z tego, że dana metoda nie pasuje do zadania. I właśnie dlatego, gdy rozumiem, jak działa spawarka, nie traktuję jej jak czarnej skrzynki, tylko jak narzędzie, które trzeba dobrać i ustawić z głową.