Spawanie pachwinowe to jedna z najpraktyczniejszych metod łączenia elementów ustawionych pod kątem, zwłaszcza w złączach T, narożnych i zakładkowych. Dobrze wykonana spoina daje przewidywalną nośność, ale źle ustawiony kąt, zły dobór wymiaru albo zbyt szybki ruch od razu osłabiają całe połączenie. W tym tekście pokazuję, jak czytać oznaczenia, jak dobrać wymiar ściegu, jak go wykonać i kiedy lepiej rozważyć inne łączenie niż samo spawanie.
Najważniejsze rzeczy, które trzeba wiedzieć o spoinie pachwinowej
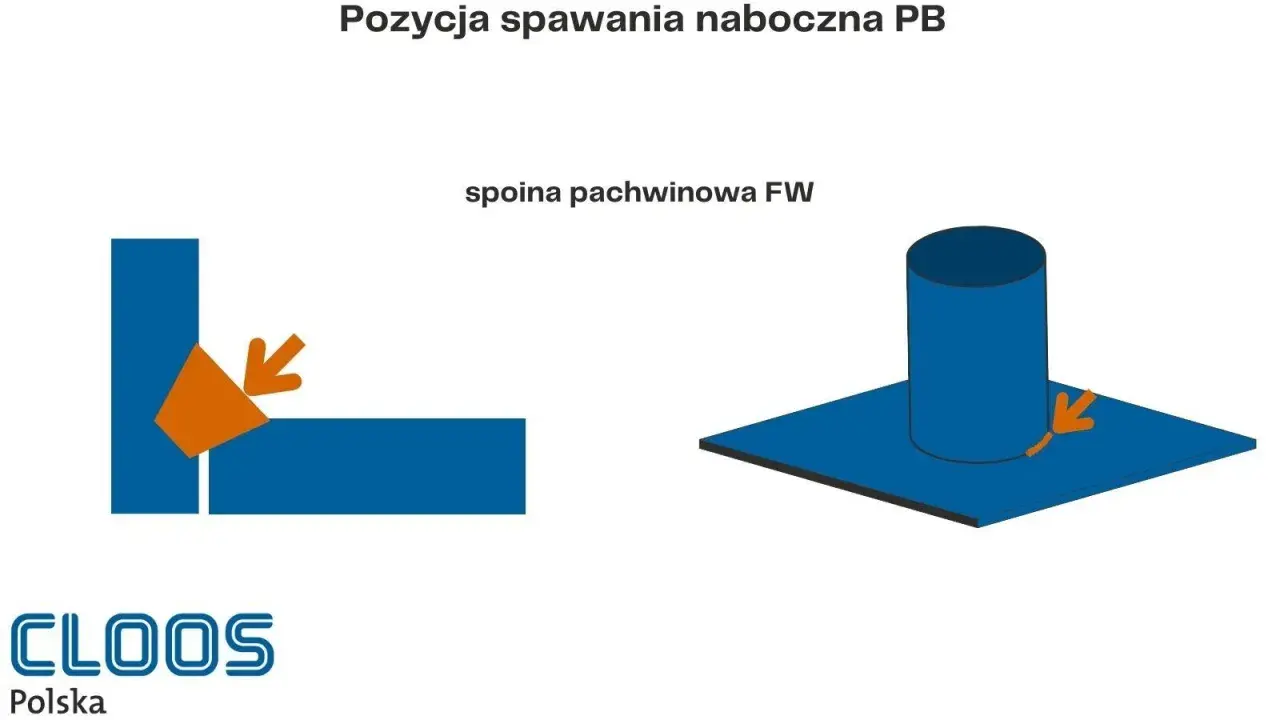
- To połączenie dwóch elementów tworzących kąt, najczęściej w złączu T, narożnym albo zakładkowym.
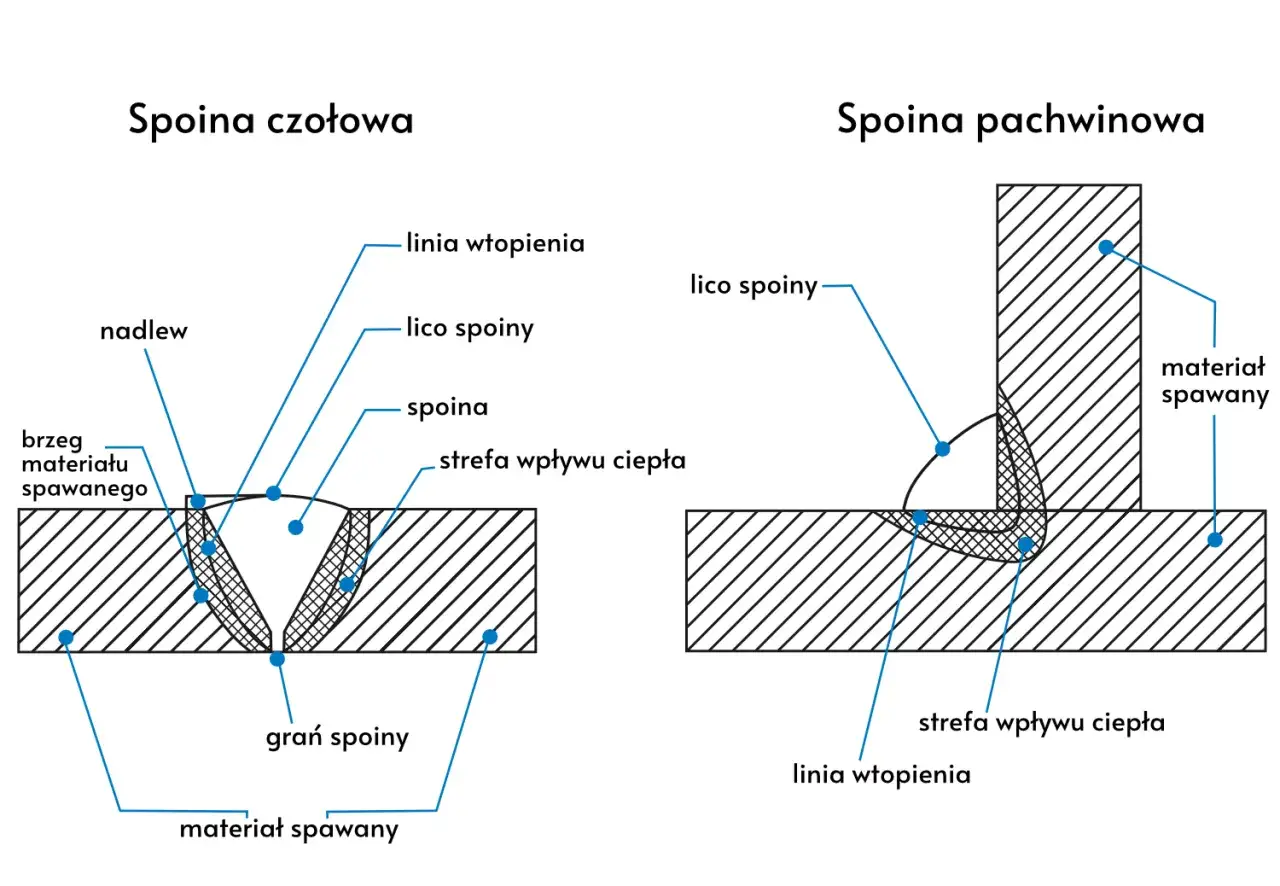
- Na rysunku technicznym liczy się nie tylko wygląd lica, ale też wymiar ramienia i gardziel spoiny.
- Przy równych ramionach gardziel wynosi w przybliżeniu 0,707 długości ramienia.
- W praktyce bardzo często ustawia się uchwyt lub elektrodę pod około 45° do obu elementów.
- Najczęstsze problemy to brak wtopienia, podtopienia, porowatość i nadmierna wypukłość lica.
- Gdy ważniejsza jest niższa temperatura i mniejsze odkształcenia, czasem lepiej sprawdza się lutowanie niż spawanie.
Czym jest spoina pachwinowa i kiedy ma sens
W praktyce chodzi o wypełnienie naroża powstałego między dwoma elementami metalowymi tak, aby połączenie przenosiło obciążenie możliwie równomiernie. Najczęściej spotykam ją w złączach T, narożnych i zakładkowych, bo właśnie tam materiał układa się naturalnie w „kąt roboczy” dla łuku, palnika albo elektrody. Dobrze dobrana spoina pachwinowa sprawdza się w ramach, wspornikach, uchwytach, konstrukcjach pomocniczych i elementach maszyn, ale nie jest rozwiązaniem uniwersalnym do wszystkiego.
Jeśli obciążenie ma przechodzić przez pełny przekrój materiału albo konstrukcja wymaga maksymalnie ciągłego przeniesienia sił, sam narożny ścieg może nie wystarczyć. Wtedy patrzę na projekt szerzej: na grubość materiału, dostęp do złącza, kierunek obciążeń i to, czy nie lepiej użyć spoiny czołowej albo innego układu połączenia. Taka ocena oszczędza później wiele poprawek, bo nie każda „mocna z wyglądu” spoina jest rzeczywiście odpowiednia do pracy.
Żeby dobrze dobrać technikę, trzeba najpierw poprawnie odczytać wymiar i geometrię złącza, bo to one decydują o tym, co później da się realnie uzyskać w warsztacie.
Jak czytać oznaczenia i dobrać wymiar spoiny
Najczęstszy błąd początkujących polega na patrzeniu wyłącznie na zewnętrzny wygląd lica. Ja zaczynam od rysunku i sprawdzam trzy rzeczy: wymiar ramienia, długość spoiny oraz to, czy ścieg ma być ciągły czy przerywany. To właśnie z dokumentacji wynika, czy połączenie ma być lekkie, oszczędne materiałowo, czy jednak maksymalnie wytrzymałe.
| Pojęcie | Co oznacza | Dlaczego ma znaczenie |
|---|---|---|
| Wymiar ramienia | Długość jednego boku trójkąta spoiny | To najłatwiejszy parametr do kontroli po wykonaniu |
| Gardziel | Najkrótsza odległość od grani złącza do lica | Lepiej opisuje nośność niż sam wygląd ściegu |
| Długość spoiny | Odcinek, na którym spoina faktycznie ma pracować | Zbyt krótki ścieg zmniejsza efektywną nośność połączenia |
| Równe lub nierówne ramiona | Symetryczny albo celowo przesunięty przekrój spoiny | Pomaga dopasować ciepło do grubszej lub cieńszej strony złącza |
| Spoina ciągła lub przerywana | Ścieg prowadzony bez przerw albo w odcinkach | Wpływa na czas pracy, ilość ciepła i końcową sztywność |
Przy równych ramionach przyjmuję prostą zasadę geometryczną: gardziel to około 0,707 długości ramienia. To ważne, bo sama szerokość lica może wyglądać imponująco, a mimo to nośność nadal będzie niewystarczająca. Na rysunku zwykle po lewej stronie symbolu zapisuje się wymiar ramienia, a po prawej długość ściegu, więc odczytanie tego poprawnie oszczędza potem dużo zgadywania przy stanowisku.
Gdy już wiem, jaki wymiar mam uzyskać, mogę przejść do samego wykonania, bo tutaj o jakości decyduje już nie teoria, tylko stabilny ruch i rozsądna kontrola ciepła.
Jak wykonać spawanie pachwinowe krok po kroku
Gdy oceniam złącze przed rozpoczęciem pracy, zaczynam od dopasowania elementów. Jeżeli szczelina jest za duża albo jeden detal odstaje, później nawet ładny ścieg nie naprawi geometrii. Sam układ złącza można wykonać MIG/MAG, TIG albo elektrodą otuloną, ale kolejność myślenia jest wszędzie podobna: przygotowanie, ustawienie, prowadzenie łuku i kontrola po ostygnięciu.
Przygotuj elementy
Najpierw usuwam rdzę, farbę, tlenki, zgorzelinę i tłuszcz z miejsc, które mają się zespolić. W praktyce nawet niewielkie zabrudzenie potrafi pogorszyć zwilżanie jeziorka i zwiększyć ryzyko porów. Staram się też ustawić elementy stabilnie, bo przy tej technice każdy ruch detalu w trakcie spawania kończy się dodatkowymi poprawkami.
Ustaw kąt i energię
W złączu T zwykle celuję w 45° między ramionami, żeby energia rozkładała się możliwie równomiernie na oba elementy. Jeśli łączę materiały o różnej grubości, lekko przesuwam uwagę w stronę grubszej blachy, bo cieńsza szybciej się przegrzewa. Przy układzie poziomym pilnuję też, żeby jeziorko nie zaczęło spływać, zwłaszcza gdy pracuję „za gorąco”.
Prowadź jeziorko spokojnie
Tu liczy się rytm, a nie pośpiech. Chcę widzieć, że lico buduje się równomiernie po obu stronach naroża, a nie tylko „leży” na powierzchni. Przy grubszych elementach często wykonuję kilka ściegów, bo lepiej zbudować przekrój warstwowo niż próbować załatwić wszystko jednym przegrzanym przejściem. Nadmierna wypukłość nie jest automatycznie zaletą, bo tylko zwiększa zużycie materiału i czasu.
Przeczytaj również: Spawanie aluminium migomatem - Praktyczny poradnik
Zakończ, oczyść i sprawdź ścieg
Po zakończeniu wypełniam krater, jeśli proces tego wymaga, a przy MMA zawsze usuwam żużel i sprawdzam, czy nie ukrył on pod sobą wady. Oglądam stopę spoiny, przejście lica i to, czy ramiona są zbliżone do założonego wymiaru. Jeśli mam wątpliwości, sięgam po przymiarkę albo spoinomierz, bo oko często zaniża problem albo przeciwnie, niepotrzebnie go wyolbrzymia.
Dobrze wykonany ścieg da się obronić nie tylko wyglądem, ale też kontrolą wymiaru i powtarzalnością. Zanim jednak uznam połączenie za dobre, zawsze sprawdzam jeszcze typowe błędy, które najłatwiej psują efekt.
Najczęstsze błędy, które osłabiają złącze
Tu nie ma wielu niespodzianek, ale właśnie przez to te same wady wracają najczęściej. W spoinie pachwinowej problem zwykle widać przy samej stopie ściegu albo w geometrii ramion, więc błędy można wyłapać wcześnie, jeśli wiem, czego szukać.
| Błąd | Jak go rozpoznaję | Skutek | Co zwykle pomaga |
|---|---|---|---|
| Za mały przekrój | Ramię jest wyraźnie mniejsze niż wymaga rysunek | Połączenie ma zbyt małą nośność | Skorygować wymiar i nie iść na skróty z ilością materiału |
| Podtopienia | Widać rowek przy krawędzi lica | Osłabienie strefy przy stopie spoiny | Zmniejszyć energię, poprawić kąt i kontrolować prędkość |
| Brak wtopienia | Ścieg wygląda poprawnie, ale nie łączy materiału wystarczająco głęboko | Spoina pracuje tylko pozornie | Poprawić przygotowanie, ciepło i prowadzenie łuku |
| Porowatość | Małe pory albo pęcherzyki w lica spoiny | Gorsza ciągłość i słabszy wygląd | Lepsze czyszczenie, osłona gazowa i suchy materiał dodatkowy |
| Nadmierna wypukłość | Ścieg jest „napakowany” materiałem | Większy skurcz, koszt i często niepotrzebny ciężar | Nie dokładać materiału na siłę i prowadzić stabilniej jeziorko |
| Pęknięcia | W linii spoiny pojawia się rysa | Wada krytyczna | Przerwać pracę i szukać przyczyny w materiale, naprężeniach albo parametrach |
Najbardziej mylące są te spoiny, które wyglądają dobrze z daleka, ale po bliższej kontroli okazują się zbyt płytkie albo nierówne. Dlatego ja zawsze łączę oględziny wizualne z pomiarem i nie zakładam, że „ładny” oznacza jeszcze „dobry”. To prowadzi prosto do pytania, kiedy zamiast spawania warto sięgnąć po lutowanie.
Kiedy lepiej wybrać lutowanie niż samą pachwinę
Nie każda praca wymaga połączenia nośnego, które ma zachowywać się jak element konstrukcji stalowej. Jeśli potrzebuję mniejszej temperatury, mniejszych odkształceń i czystszego procesu, rozważam lutowanie, zwłaszcza przy cienkich detalach, drobnych naprawach albo elementach, które nie będą pracowały pod dużym obciążeniem. W takich sytuacjach liczy się kontrola ciepła bardziej niż „siłowe” budowanie przekroju.
| Metoda | Kiedy ma sens | Mocne strony | Ograniczenia |
|---|---|---|---|
| Spoina pachwinowa | Ramy, wsporniki, uchwyty, konstrukcje stalowe, miejsca obciążone mechanicznie | Wysoka nośność, prosty układ złącza, dobre przenoszenie sił | Większe odkształcenia i większa wrażliwość na geometrię |
| Lutowanie twarde | Cienkie elementy, detale techniczne, połączenia wymagające mniejszego nagrzania | Mniejsze odkształcenia, niższa temperatura procesu | Zwykle niższa nośność niż przy połączeniu spawanym |
| Lutowanie miękkie | Instalacje, elektronika, drobne połączenia pomocnicze | Najniższa temperatura i małe ryzyko przegrzania | Nie jest rozwiązaniem do typowych połączeń konstrukcyjnych |
Jeśli konstrukcja ma znosić dynamiczne obciążenia, uderzenia albo długą pracę zmęczeniową, zwykle zostaję przy spawaniu. Lutowanie ma sens tam, gdzie priorytetem są temperatura, estetyka i niewielka ingerencja w materiał, a nie maksymalna nośność połączenia. Właśnie dlatego wybór metody trzeba zaczynać od funkcji detalu, a nie od samego przyzwyczajenia do jednej technologii.
Zanim jednak połączenie trafi do pracy, trzeba jeszcze pomyśleć o bezpieczeństwie stanowiska i o tym, jak sprawdzić gotowy ścieg bez zgadywania.
Jak zadbać o bezpieczeństwo i kontrolę gotowego złącza
Przy pracy z łukiem elektrycznym nie ograniczam się do samej przyłbicy. Zakładam rękawice, odzież trudnozapalną, pilnuję wentylacji i odsuwam od stanowiska wszystko, co może złapać iskry. W zamkniętych albo słabo przewietrzanych miejscach dymy i gazy spawalnicze stają się równie ważnym problemem jak sam łuk, więc odciąg albo dobra wymiana powietrza nie są dodatkiem, tylko podstawą.
- Ochrona wzroku i twarzy musi być pewna, bo promieniowanie UV i IR potrafi uszkodzić skórę oraz oczy szybciej, niż wielu początkujących się spodziewa.
- Rękawice i odzież dobieram tak, by nie przepalały się od iskier i nie odkrywały skóry przy ruchu.
- Stanowisko zabezpieczam przed osobami postronnymi, bo odpryski i łuk nie powinny być widoczne dla każdego w pobliżu.
- Po spawaniu czekam, aż spoina ostygnie na tyle, by bezpiecznie ocenić ją wzrokowo i zmierzyć spoinomierzem.
Kontrola końcowa jest prosta, ale skuteczna: patrzę na równość ramion, przejście lica w materiał rodzimy, brak podtopień, brak pęknięć i zgodność z wymiarem z rysunku. Jeśli coś budzi wątpliwość, nie zakładam od razu, że „będzie dobrze”, tylko wracam do przyczyny, bo poprawka na świeżym detalu zawsze kosztuje mniej niż naprawa po błędzie.
Jeśli mam zamknąć temat w jednym zdaniu, to tak: najpierw ustawiam złącze, potem dobieram parametry, a dopiero na końcu oceniam wygląd lica. W tej technice geometria prawie zawsze wygrywa z kosmetyką, a dobrze wykonana spoina pachwinowa daje połączenie trwałe, przewidywalne i bez zbędnego poprawiania.