
Spawanie MMA to jedna z najbardziej praktycznych metod łączenia stali: prosta w sprzęcie, odporna na trudniejsze warunki i nadal bardzo użyteczna w warsztacie oraz przy naprawach terenowych. W tym tekście pokazuję, jak działa elektroda otulona, jak dobrać rodzaj elektrody i prąd, jak prowadzić łuk bez typowych błędów oraz kiedy ta metoda wygrywa z MIG/MAG, TIG albo lutowaniem twardym. Jeśli chcesz zrozumieć nie tylko teorię, ale też realne zasady pracy, jesteś w dobrym miejscu.
Najważniejsze zasady, które decydują o jakości spoiny
- MMA nie wymaga butli z gazem, bo osłonę spoiny tworzy otulina elektrody.
- Największe znaczenie ma dobór elektrody i natężenia prądu, a nie sama moc spawarki.
- Na start najlepiej sprawdza się elektroda rutylowa 2,5 mm, bo wybacza więcej błędów.
- Krótki łuk, czyste złącze i usuwanie żużla robią większą różnicę niż efektowny ruch ręką.
- MMA wygrywa w terenie i przy naprawach, ale jest wolniejsze niż MIG/MAG i mniej precyzyjne niż TIG.
- BHP nie jest dodatkiem: przyłbica, wentylacja i ochrona przed porażeniem są obowiązkowe.
Na czym polega spawanie elektrodą otuloną
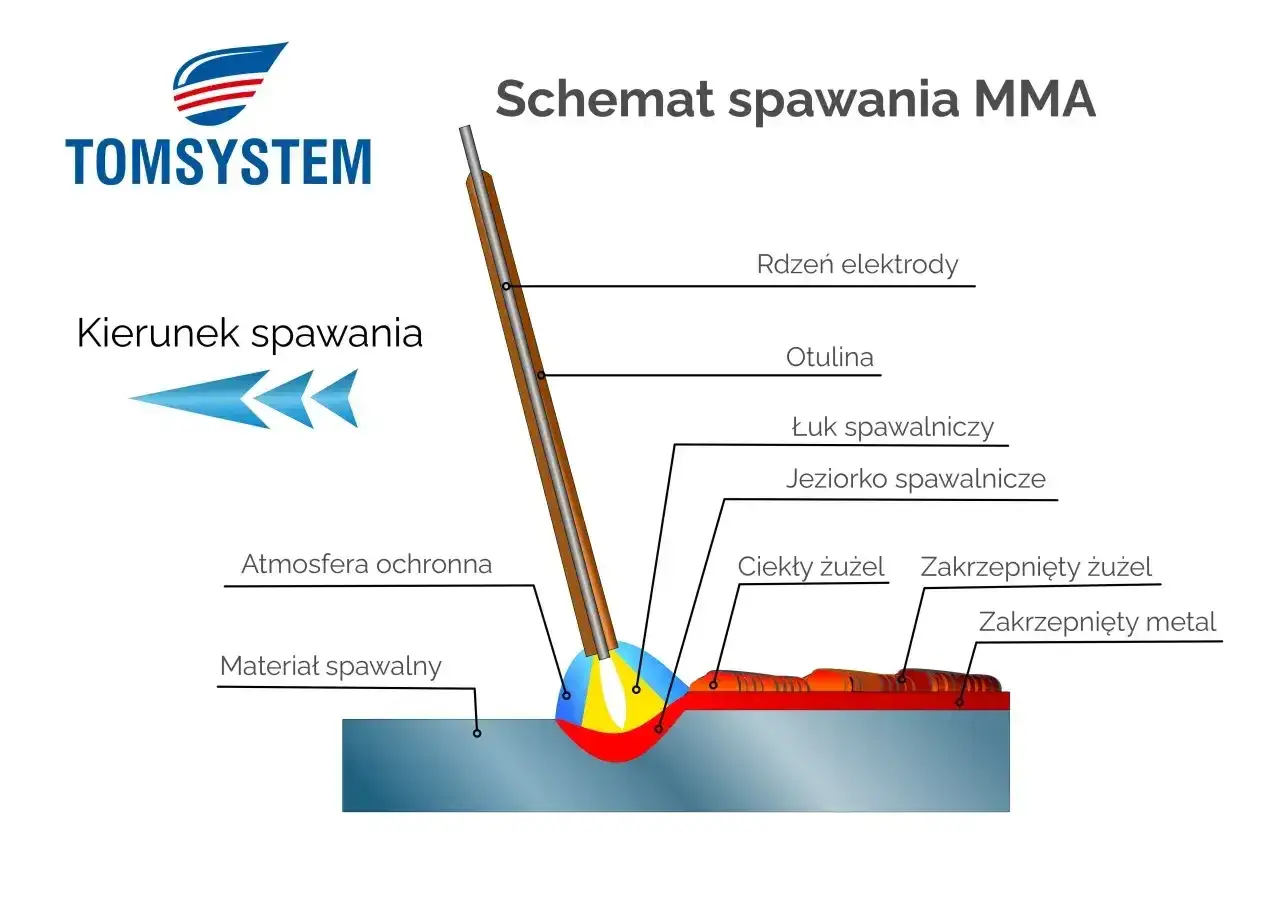
W MMA łuk spawalniczy jarzy się między końcem elektrody a materiałem, a sama elektroda stapia się i staje jednocześnie źródłem spoiwa oraz ochrony. Otulina rozkłada się pod wpływem temperatury, tworząc gaz osłonowy i warstwę żużla, która chroni jeziorko przed powietrzem. To właśnie dlatego ta metoda nie potrzebuje zewnętrznej osłony gazowej, a mimo to daje solidne połączenia.
W praktyce widzę, że największą zaletą tej metody jest prostota. Wystarczy źródło prądu o odpowiedniej charakterystyce, uchwyt elektrody i przewód masowy, a można pracować w warsztacie, na montażu, w terenie, a czasem nawet tam, gdzie inne procesy są zbyt wrażliwe na wiatr albo zanieczyszczenia. Z drugiej strony trzeba zaakceptować wolniejsze tempo pracy, większą ilość dymu i konieczność oczyszczania spoiny po każdym przejściu.
Jeśli mam opisać MMA jednym zdaniem, powiedziałbym tak: to metoda bardzo praktyczna, ale wymagająca od operatora dyscypliny w prowadzeniu łuku. Właśnie dlatego tak ważny jest dobór elektrody i ustawień, bo od tego zaczyna się dobra spoina, a nie od przypadkowego podkręcenia amperów.
Ta metoda najlepiej pokazuje swój sens wtedy, gdy sprzęt ma być mobilny, złącze ma wytrzymać sporo, a warunki pracy nie są laboratoryjnie czyste. To prowadzi do pytania, które decyduje o większości rezultatów: jak dobrać elektrodę i prąd do konkretnego zadania.
Jak dobrać elektrodę i prąd do zadania
W praktyce dobór elektrody jest ważniejszy niż sama moc urządzenia. Ja zwykle patrzę najpierw na materiał, pozycję spawania i to, czy złącze ma być konstrukcyjne, czy tylko naprawcze. Dopiero potem ustawiam prąd i sprawdzam, czy łuk prowadzi się spokojnie, bez klejenia i bez nadmiernego rozprysku.
Przeczytaj również: Spawarka - Jak działa, metody (MIG/MAG, TIG, MMA) i ustawienia
Jak czytać oznaczenia elektrody
Oznaczenia takie jak E6013, E7018 czy E6011 nie są przypadkowe. Mówią o wytrzymałości spoiny, pozycjach spawania i typie otuliny, czyli w praktyce o tym, jak elektroda zachowuje się przy zapłonie, jak utrzymuje łuk i do jakiej pracy jest przeznaczona. Nie uczę się tego na pamięć jak wzoru matematycznego; wolę pamiętać trzy rzeczy: czy elektroda jest rutylowa, zasadowa czy bardziej „agresywna” w łuku, bo to od razu porządkuje wybór.
| Typ elektrody | Charakter pracy | Do czego ją wybieram | Ograniczenia |
|---|---|---|---|
| E6013 | Rutylowa, miękki łuk, łatwe zajarzenie, niewielki rozprysk | Prace ogólne, cienkie i średnie elementy, nauka techniki | Słabiej radzi sobie z mocno zabrudzoną stalą |
| E7018 | Zasadowa, niskowodorowa, wyższe wymagania co do przechowywania | Konstrukcje, spoiny bardziej odpowiedzialne, stal o większych wymaganiach jakościowych | Wilgoć i złe magazynowanie szybko pogarszają efekt |
| E6011 | Głębsza penetracja, łuk bardziej „żywy”, większa tolerancja na mniej idealny materiał | Naprawy, stal z resztkami rdzy, zgorzeliny albo farby | Wymaga pewniejszej ręki i nie jest tak „łagodna” jak rutylowa |
Jeśli miałbym wskazać jedną elektrodę do startu, wybrałbym rutylową 2,5 mm. Daje najwięcej wybaczenia i pozwala skupić się na długości łuku, kącie prowadzenia oraz tempie przesuwu, zamiast walczyć z niepotrzebnie trudnym materiałem eksploatacyjnym.
| Średnica elektrody | Orientacyjny zakres prądu | Typowe zastosowanie |
|---|---|---|
| 2,0 mm | 35-70 A | Cienkie blachy, punktowanie, małe naprawy |
| 2,5 mm | 50-110 A | Uniwersalne prace warsztatowe i pierwsze ćwiczenia |
| 3,2 mm | 80-140 A | Najczęstszy wybór do typowych elementów stalowych |
| 4,0 mm | 120-190/200 A | Grubsze przekroje i większa wydajność napawania |
Zakresy są orientacyjne, bo konkretna elektroda potrafi mieć własne zalecenia. Zawsze sprawdzam opakowanie albo kartę techniczną, a przy elektrodach zasadowych pilnuję też przechowywania i suszenia, bo wilgoć potrafi popsuć spoinę szybciej niż zły kąt prowadzenia. Kiedy wiem już, co wkładam do uchwytu, przechodzę do samej techniki, bo tam większość początkujących popełnia najwięcej błędów.
Jak przygotować stanowisko i poprowadzić spoinę
Dobra spoina zaczyna się wcześniej niż przy zajarzeniu łuku. Materiał powinien być oczyszczony z rdzy, farby, oleju i luźnej zgorzeliny, a złącze przygotowane tak, by łuk miał gdzie „wejść” i nie walczył z brudem. W MMA nie wszystko musi być sterylnie czyste, ale im lepiej przygotujesz element, tym łatwiej uzyskasz równe wtopienie i mniejszy rozrzut jakości.
- Przygotuj złącze - oczyść strefę spawania, dopasuj elementy i upewnij się, że zacisk masy ma dobry kontakt.
- Dobierz elektrodę i ustaw prąd - na początek trzymaj się zakresu zalecanego przez producenta, a nie „na oko”.
- Zajarz łuk pewnym ruchem - dotknięcie ma być krótkie, bez długiego szorowania po materiale.
- Prowadź krótki, stabilny łuk - zbyt duża odległość zwiększa rozprysk i porowatość, a zbyt mała prowadzi do przyklejania elektrody.
- Kontroluj tempo i kąt - przy niektórych elektrodach dobrze działa lekkie ciągnięcie, zwykle około 10-30° w kierunku ruchu, ale bez przesady i bez „wachlowania” ręką.
- Usuń żużel po każdym ściegu - dopiero po oczyszczeniu widać, czy spoina ma równą lico i pełne wtopienie.
Na początku polecam robić krótkie odcinki próbne na odpadach stali, zamiast od razu wchodzić w docelowy detal. W MMA bardzo szybko wychodzi, czy ręka prowadzi elektrody równo, czy prąd jest za niski, i czy ktoś nie pracuje zbyt długim łukiem. To jest metoda bezlitosna dla przypadkowości, ale właśnie dlatego dobrze uczy.
Jeśli spawasz elektrodą zasadową, nie spiesz się z zakończeniem ściegu. Krater końcowy warto wypełnić, bo to jedno z miejsc, w których pęknięcia lubią startować najchętniej. Po opanowaniu tej sekwencji łatwiej rozpoznać, czy problem leży w technice, czy w samym materiale. A wtedy da się przejść do bardziej konkretnej diagnozy błędów.
Najczęstsze błędy, które psują efekt
W praktyce najwięcej problemów widzę nie w samej spawarce, tylko w tym, że ktoś zaczyna od zbyt dużej elektrody albo próbuje „uratować” spoinę długim ruchem ręką. To działa odwrotnie: im bardziej niestabilny łuk, tym szybciej pojawiają się pory, podtopienia i nierówna lico.
| Objaw | Najczęstsza przyczyna | Co zrobiłbym od razu |
|---|---|---|
| Porowatość | Wilgoć, zabrudzenie, zbyt długi łuk | Skrócić łuk, oczyścić materiał, sprawdzić stan elektrody |
| Podtopienia krawędzi | Za duży prąd albo zbyt wolne prowadzenie | Obniżyć amperaż i przyspieszyć ruch |
| Brak wtopienia | Za mały prąd, za szybkie prowadzenie, zbyt gruba warstwa materiału | Podnieść prąd, spowolnić ruch, lepiej przygotować złącze |
| Wtrącenia żużla | Brak oczyszczenia między warstwami, zbyt wąska szczelina | Dokładnie usunąć żużel i poprawić geometrię złącza |
| Pęknięcie końcowe | Nie wypełniony krater, gwałtowne oderwanie elektrody | Zakończyć ścieg spokojnie i domknąć krater |
Najprostsza diagnostyka jest zwykle najlepsza: jeśli spoina wygląda ładnie, ale nie trzyma, winne bywa wtopienie; jeśli „pryska” i robi się chropowata, najczęściej problemem jest długość łuku albo prąd; jeśli po oczyszczeniu widać czarne punkty, trzeba wrócić do czystości materiału i suszenia elektrod. Takie rozróżnienie oszczędza mnóstwo prób i błędów.
Gdy już wiesz, jak unikać podstawowych potknięć, sensownie jest porównać MMA z innymi metodami, bo nie zawsze ona jest najlepszym wyborem. I właśnie tutaj wchodzi temat spawania i lutowania w szerszym sensie.
MMA, MIG/MAG, TIG i lutowanie twarde w praktyce
Nie traktuję tych metod jak konkurencji w jednym rankingu. Każda rozwiązuje inny problem. MMA jest świetne tam, gdzie liczą się mobilność, prostota i odporność na trudniejsze warunki. MIG/MAG wygrywa szybkością i wygodą przy pracy seryjnej. TIG daje największą kontrolę i estetykę, ale wymaga więcej skupienia i zwykle wolniejszego tempa. Lutowanie twarde z kolei bywa rozsądne wtedy, gdy chcesz łączyć cienkie elementy albo ograniczyć nagrzewanie materiału.| Metoda | Mocne strony | Słabsze strony | Najlepsze zastosowanie |
|---|---|---|---|
| MMA | Prosty sprzęt, dobra praca w terenie, niewielka wrażliwość na przeciąg | Więcej dymu, żużel, wolniejsze tempo | Naprawy, montaż, stal konstrukcyjna, prace poza warsztatem |
| MIG/MAG | Szybkość, łatwiejsze prowadzenie, mniej czyszczenia | Wymaga gazu osłonowego i lepiej znosi warunki warsztatowe niż terenowe | Produkcja, seryjne spawanie, dłuższe spoiny |
| TIG | Najwyższa kontrola nad jeziorkiem i bardzo estetyczny efekt | Wolniejsza praca, większa wymagalność techniczna | Cienkie materiały, stal nierdzewna, aluminium, spoiny wizualne |
| Lutowanie twarde | Mniejsze nagrzewanie, mniejsza deformacja, dobre przy cienkich i różnoimiennych elementach | Nie daje pełnego przetopu i nie zastępuje spoin nośnych | Elementy cienkościenne, połączenia precyzyjne, sytuacje z ograniczonym dopuszczalnym grzaniem |
Jeśli muszę pojechać w teren, często wybieram MMA, bo nie potrzebuję butli z gazem i nie boję się lekkiego przeciągu. Jeśli robię drobne elementy dekoracyjne albo cienką blachę, częściej myślę o TIG-u albo o lutowaniu twardym, bo tam liczy się mniejsze ryzyko odkształceń. To rozróżnienie jest ważne: nie każdą rzecz trzeba spawać, a nie każde łączenie da się rozsądnie zastąpić lutowaniem.
W konstrukcjach nośnych i naprawach, które mają przenosić obciążenia, lutowanie nie jest zamiennikiem spawania. Z kolei przy cienkich elementach albo tam, gdzie nie chcesz „przepalić” materiału, może okazać się lepszą decyzją niż walka z łukiem i żużlem. W praktyce dobry wybór procesu oszczędza więcej czasu niż najlepsza poprawka po fakcie.
Skoro już wiesz, kiedy MMA ma przewagę, warto domknąć temat od strony BHP, bo przy tej metodzie bezpieczeństwo realnie wpływa na jakość pracy, a nie tylko na formalności.
Bezpieczeństwo, które naprawdę robi różnicę
W MMA największe zagrożenia są bardzo konkretne: promieniowanie łuku, odpryski, dym spawalniczy, porażenie prądem i pożar. To nie są abstrakcje z instrukcji, tylko rzeczy, które w warsztacie dzieją się od razu, jeśli odpuścisz kilka prostych zasad. Właśnie dlatego BHP traktuję tu jako część technologii, nie osobny dodatek.
- Przyłbica spawalnicza musi dobrze osłaniać oczy i twarz przed UV oraz jasnym łukiem.
- Rękawice i odzież trudnopalna chronią przed odpryskami i żarem z żużla.
- Wentylacja jest obowiązkowa, bo dym i gazy nie powinny trafiać do strefy oddechowej.
- Sucha podłoga, sprawne przewody i pewny zacisk masy ograniczają ryzyko porażenia.
- Łatwopalne materiały trzymaj z dala od stanowiska, a po spawaniu sprawdź, czy nic nie żarzy się pod detalem.
- W zamkniętych przestrzeniach nie improwizuj z wentylacją, bo tam ryzyko rośnie bardzo szybko.
Najczęściej lekceważony problem to dym. Dobra osłona twarzy jest oczywista, ale to właśnie wentylacja i lokalne odciągi najbardziej poprawiają komfort oraz bezpieczeństwo pracy. Przy elektrodach specjalnych, w tym niskowodorowych, warto też pilnować warunków przechowywania, bo nawet najlepsza technika nie zrekompensuje zawilgoconego materiału eksploatacyjnego.
Dla mnie zasada jest prosta: jeśli trzeba wybierać między wygodą a porządkiem na stanowisku, wybieram porządek. To on najczęściej decyduje, czy spoiny będą powtarzalne, a nie przypadkowo poprawne. Gdy ten fundament jest ustawiony, zostaje już tylko kilka reguł, które warto zapamiętać na dłużej.
Co warto zapamiętać przed pierwszą serią spoin
Jeśli miałbym zostawić tylko trzy reguły, byłyby proste: dobierz elektrodę do materiału, trzymaj krótki i stabilny łuk, a po każdym ściegu usuń żużel i oceń powierzchnię spoiny. W MMA nie wygrywa ten, kto ma najdroższy sprzęt, tylko ten, kto potrafi utrzymać powtarzalny rytm pracy.
Na start polecam odcinki próbne na odpadach stali czarnej, najlepiej z elektrodą rutylową 2,5 mm. Dopiero gdy spoiny są równe, bez podtopień i porów, ma sens przejść do zasadowych elektrod, trudniejszych pozycji i bardziej odpowiedzialnych połączeń. To podejście oszczędza materiał, czas i nerwy.
Właśnie dlatego ta metoda wciąż ma sens: jest prosta w założeniach, ale uczciwa wobec błędów. Jeśli opanujesz podstawy, spawanie elektrodą otuloną staje się narzędziem, które daje zaskakująco dobre efekty w warsztacie, na montażu i przy naprawach.