Przy doborze stali sama nazwa gatunku nie wystarcza. Liczy się jeszcze stan materiału, sposób obróbki cieplnej i to, w jakiej skali odczytujesz wynik. Poniżej pokazuję praktyczną tabelę twardości stali i wyjaśniam, kiedy HB, HV, HRC albo HRB mają realny sens w warsztacie.
Najważniejsze liczby, które warto mieć pod ręką
- HB najlepiej opisuje stale konstrukcyjne i inne materiały o umiarkowanej twardości.
- HV przydaje się przy cienkich elementach, warstwach utwardzonych i dokładniejszych porównaniach.
- HRC ma sens głównie przy stalach hartowanych i narzędziowych.
- Przeliczenia między skalami są orientacyjne, a nie idealnie 1:1.
- Ten sam gatunek może dawać zupełnie inny wynik w stanie surowym, normalizowanym i po hartowaniu.
- Do odbioru partii lepiej używać tej samej skali, którą podaje specyfikacja lub norma.
Jak czytać twardość stali bez mylenia skal
W praktyce twardość nie jest jedną, stałą liczbą dla całego gatunku. Ten sam materiał może mieć zupełnie inny wynik po normalizacji, ulepszaniu cieplnym, nawęglaniu albo hartowaniu, dlatego najpierw patrzę na stan dostawy, a dopiero potem na samą wartość. To ważne zwłaszcza wtedy, gdy porównujesz stal konstrukcyjną z narzędziową albo z nierdzewną austenityczną.
Druga rzecz to skala. HB, HV i HRC nie są wymienne jak centymetry i milimetry. Owszem, istnieją tablice przeliczeniowe, ale one służą do orientacji, a nie do bezrefleksyjnego wpisywania wyniku do dokumentacji. Jeśli chcesz uniknąć nieporozumień, najpierw ustal, co było mierzone, czym było mierzone i w jakim stanie był materiał. Kiedy to rozumiesz, łatwiej dobrać samą metodę pomiaru.
Najczęściej używane skale pomiarowe
W warsztacie i kontroli jakości najczęściej wracają trzy skale: Brinella, Vickersa i Rockwella. Każda ma swoje miejsce i każda daje trochę inny obraz materiału. Ja traktuję je jak trzy różne narzędzia, a nie trzy wersje tego samego wyniku.
| Skala | Co mierzy | Kiedy ma największy sens | Ograniczenia |
|---|---|---|---|
| Brinell HB | Średnicę odcisku po wgłębniku kulistym | Stale konstrukcyjne, materiały średnio twarde, elementy o dość jednorodnej strukturze | Nie lubi cienkich próbek, małych detali i bardzo twardych warstw |
| Vickers HV | Odcisk diamentowego ostrosłupa | Cienkie elementy, warstwy nawęglone lub azotowane, porównania między materiałami | Wymaga dobrze przygotowanej powierzchni i większej staranności odczytu |
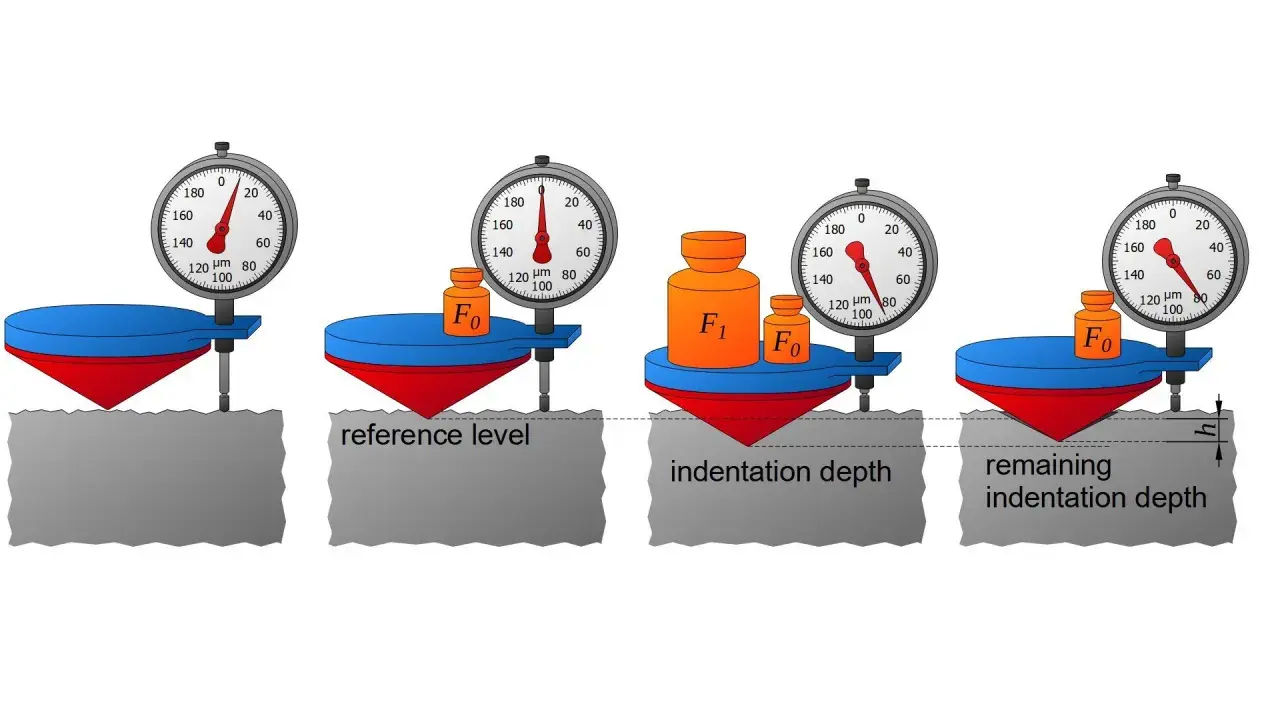
| Rockwell HRC | Głębokość odcisku pod obciążeniem | Stale hartowane, narzędziowe, łożyskowe i inne materiały o wyższej twardości | Na miękkich stalach wynik bywa mało czytelny |
| Rockwell HRB | Głębokość odcisku, ale w łagodniejszym zakresie | Miększe stale, stal nierdzewna austenityczna, materiały o niższej twardości | Mniej przydatny przy bardzo twardych stalach |
Warto też pamiętać o Leebie, jeśli pracujesz mobilnie i mierzysz duże elementy w terenie, ale przy klasycznych zestawieniach warsztatowych i tak najczęściej kończy się na HB, HV i HRC. Na tym tle dobrze widać, po co w ogóle powstają takie zestawienia.
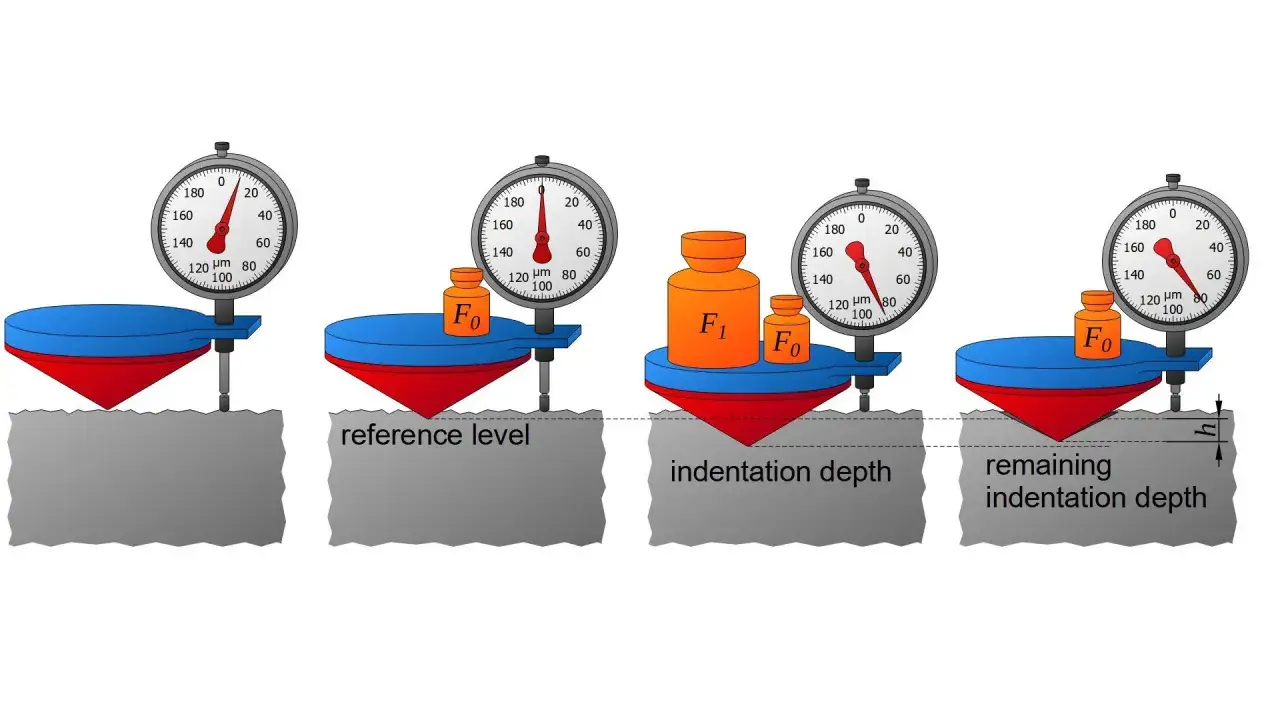
Tabela twardości wybranych gatunków stali
Niżej podaję zakresy typowe, a nie laboratoryjny ideał dla każdej możliwej partii. To ważne, bo gatunek stali mówi dużo, ale stan obróbki cieplnej mówi jeszcze więcej. Wartości traktuj więc jako praktyczny punkt odniesienia, a nie wyrok ostateczny.
| Gatunek i stan | HB | HV | HRC / HRB | Co to oznacza w praktyce |
|---|---|---|---|---|
| S235JR, stan dostawy +AR | 110-130 | 115-140 | HRB ok. 55-70 | Typowa stal konstrukcyjna do elementów mało obciążonych, łatwa w obróbce i spawaniu. |
| C45, po normalizacji | 170-210 | 180-225 | HRB ok. 85-95 | Dobra baza pod wały, tuleje i części, które mają już pracować pod wyraźniejszym obciążeniem. |
| 42CrMo4, po ulepszaniu cieplnym | 280-340 | 300-360 | HRC ok. 28-36 | Stal do elementów mocno obciążonych, gdzie liczy się rozsądny kompromis między twardością a udarnością. |
| X5CrNi18-10 (1.4301), stan przesycony | 160-215 | 170-230 | HRB ok. 75-92 | Stal nierdzewna austenityczna, której zwykle nie opisuje się HRC, bo to nie jest jej naturalny zakres pracy. |
| 100Cr6, po hartowaniu i odpuszczaniu | – | 700-820 | HRC ok. 60-64 | Materiał łożyskowy, w którym wysoka twardość jest właśnie tym, czego oczekujesz. |
| 1.2379 / X153CrMoV12, po hartowaniu | – | 700-760 | HRC ok. 58-62 | Stal narzędziowa do pracy na ścieranie i cięcie, zwykle oceniana właśnie przez pryzmat HRC. |
Najważniejszy wniosek z tej tabeli jest prosty: nie ma jednego uniwersalnego przelicznika, który uczciwie opisze każdą stal. To, co dobrze działa dla stali konstrukcyjnej, może dać mylący obraz przy stali łożyskowej, nierdzewnej albo narzędziowej. I właśnie dlatego sam gatunek materiału nigdy nie wystarcza bez informacji o stanie obróbki.
Jak dobrać skalę do materiału i grubości próbki
Jeśli badam element w warsztacie, zawsze zadaję sobie trzy pytania: jak twardy jest materiał, jak gruba jest próbka i czy interesuje mnie całość czy tylko warstwa wierzchnia. Od odpowiedzi zależy wybór skali bardziej niż od przyzwyczajenia operatora. To oszczędza błędów, które później wyglądają jak problem z materiałem, a wcale nim nie są.
W praktyce można przyjąć kilka prostych reguł:
- dla stali konstrukcyjnych i średnio twardych najczęściej wystarcza HB,
- dla elementów cienkich i warstw utwardzonych lepszy będzie HV,
- dla stali hartowanych i narzędziowych naturalnym wyborem jest HRC,
- dla stali nierdzewnych austenitycznych częściej przydaje się HRB lub HV,
- przy zbyt cienkiej próbce wynik może być zafałszowany przez podłoże i odkształcenie całego elementu.
Przy Brinellu i Rockwellu trzeba też uważać na grubość materiału oraz odległość od krawędzi, bo zbyt mały zapas daje wynik pozornie stabilny, ale w rzeczywistości już obciążony błędem. W przypadku Vickersa łatwiej zejść do cienkich warstw, dlatego w obróbce cieplno-chemicznej to często bezpieczniejszy wybór. Kiedy już dobierzesz metodę, pozostaje jeszcze druga połowa zadania: nie popsuć samego pomiaru.
Co najczęściej psuje wynik pomiaru
Najwięcej problemów widzę nie przy samym odczycie, tylko wcześniej, na etapie przygotowania powierzchni. Wystarczy zgorzelina, ślad po cięciu termicznym, nieusunięty nalot albo zbyt agresywne szlifowanie, żeby wynik zaczął żyć własnym życiem. Twardość nie lubi chaosu na powierzchni.
Najczęstsze źródła błędu są bardzo przyziemne:
- zbyt chropowata albo zabrudzona powierzchnia,
- pomiar zbyt blisko krawędzi, spoiny lub otworu,
- zła skala dobrana do materiału,
- mieszanie wyniku z rdzenia i z warstwy powierzchniowej,
- element po obróbce cieplnej, ale jeszcze bez stabilizacji wymiarowej,
- niejednorodna struktura materiału, która daje lokalne skoki twardości.
W stali nawęglanej, azotowanej albo indukcyjnie hartowanej szczególnie łatwo o mylne wnioski. Powierzchnia może mieć 60 HRC, a rdzeń zachowywać się jak zupełnie inny materiał. Jeśli ktoś patrzy tylko na jedną liczbę, szybko przecenia odporność całego elementu. Właśnie dlatego w takich przypadkach lepiej badać osobno warstwę i rdzeń niż zadowolić się jednym odczytem.
Jak wykorzystać takie zestawienie w warsztacie i przy odbiorze materiału
Najbardziej praktyczne zastosowanie to szybka weryfikacja, czy dany gatunek i stan dostawy pasują do planowanej obróbki. Ja zwykle idę taką kolejnością: najpierw sprawdzam oznaczenie stali, potem stan materiału, a dopiero na końcu porównuję wynik z zakresem z tabeli. Dzięki temu nie mylę np. miękkiej stali konstrukcyjnej z ulepszoną cieplnie tylko dlatego, że obie mają podobny skład chemiczny.
- Odczytaj gatunek i stan materiału z dokumentacji albo oznaczeń dostawcy.
- Sprawdź, w jakiej skali podano wymaganie: HB, HV, HRC czy HRB.
- Porównuj wynik tylko z wartościami z tej samej skali albo z wiarygodną tablicą przeliczeniową.
- Przy elementach hartowanych powierzchniowo mierz osobno warstwę i rdzeń.
- Jeśli wynik wygląda nietypowo, wróć do przygotowania powierzchni i geometrii próbki, zamiast od razu szukać winy w materiale.
Takie podejście ma jeszcze jedną zaletę: ułatwia rozmowę z kontrolą jakości, spawalnią i działem zakupów. Wszyscy rozumieją wtedy, czy chodzi o rzeczywistą twardość materiału, czy tylko o nieporównywalną liczbę wyjętą z innej skali. To oszczędza dyskusji, które zwykle kończą się na doprecyzowaniu, a nie na sporze o samą stal.
Co zostaje ważne po odczycie wartości
Najlepsza twardość to nie zawsze najwyższa twardość. Dla części konstrukcyjnych liczy się jeszcze udarność, skrawalność, odporność na pękanie i zachowanie po spawaniu. W praktyce wybór stali zaczyna się więc od pytania, co element ma robić, a nie jaką liczbę ma pokazać przyrząd.
- Nie mieszaj skali pomiarowej z własnością materiału.
- Nie porównuj wyników bez uwzględnienia stanu obróbki cieplnej.
- Nie oczekuj, że jedna liczba opowie całą historię materiału.
Jeśli masz już przed sobą wynik HB, HV albo HRC i wiesz, jak go odczytać, twardość przestaje być suchą wartością z katalogu. Staje się użytecznym narzędziem do doboru materiału, oceny obróbki i kontroli jakości w codziennej pracy.