Gwint UNF sprawdza się tam, gdzie liczą się pewne połączenie, dobra odporność na drgania i dokładne prowadzenie elementów. W obróbce i szlifowaniu nie wystarczy jednak znać samego skrótu: trzeba jeszcze rozumieć oznaczenia, tolerancje, dobór narzędzia i to, kiedy lepiej ciąć, a kiedy kończyć detal szlifem. Poniżej porządkuję te kwestie z perspektywy warsztatu i pokazuję, na co naprawdę zwracam uwagę przy produkcji oraz kontroli takiego gwintu.
Najważniejsze fakty, które warto znać przed obróbką UNF
- UNF to calowy gwint drobnozwojowy o kącie zarysu 60°; w praktyce ma więcej zwojów na cal niż UNC.
- Najczęściej spotkasz go w klasach 2A/2B; 3A/3B wybiera się przy ciaśniejszym, bardziej precyzyjnym pasowaniu.
- W obróbce decydują głównie: sztywność układu, stan narzędzia, kontrola średnicy podziałowej i poprawny start zwoju.
- Szlifowanie ma sens zwłaszcza po hartowaniu albo wtedy, gdy tolerancja i stan powierzchni muszą być bardzo dobre.
- W Polsce UNF pojawia się najczęściej w częściach importowanych, osprzęcie maszyn i naprawach serwisowych, a nie w typowej produkcji metrycznej.
Czym jest gwint drobnozwojowy UNF i gdzie sprawdza się najlepiej
UNF to część systemu Unified Thread Standard, czyli calowego standardu gwintów stosowanego głównie w krajach anglosaskich. Aktualny punkt odniesienia stanowi ASME B1.1-2024, który porządkuje zarys, serie i klasy gwintów Unified. Sama odmiana UNF należy do serii drobnozwojowej, więc przy tej samej średnicy nominalnej ma więcej zwojów na cal niż gwint z serii zgrubnej.
W praktyce daje to kilka zalet. Po pierwsze, połączenie lepiej „trzyma” w warunkach drgań i pozwala na dokładniejsze dociągnięcie. Po drugie, przy tej samej średnicy nominalnej zwykle uzyskuje się korzystniejsze warunki pracy na średnicy podziałowej. Po trzecie, taki gwint bywa po prostu wygodniejszy tam, gdzie potrzeba precyzyjnego ustawienia elementu, a nie szybkiego skręcania dużych, brudzących się połączeń.
Nie traktowałbym jednak UNF jako gwintu „lepszego” od każdego innego. To standard do zadań precyzyjnych, ale w zamian wymaga lepszego prowadzenia narzędzia, lepszej kontroli bicia i większej uwagi przy kontroli. Im drobniejszy skok, tym szybciej wychodzą błędy ustawienia. Właśnie to rozróżnienie najczęściej decyduje o wyborze narzędzia i technologii.
Jeśli chcesz poprawnie dobrać detal, najpierw trzeba umieć czytać zapis na rysunku i rozumieć, co oznacza każdy jego element.

Jak czytać oznaczenia i dobrać właściwy wariant
Zapis typu 1/4-28 UNF 2A nie jest przypadkowy. Pierwsza część oznacza średnicę nominalną, druga liczbę zwojów na cal, dalej mamy serię gwintu, a na końcu klasę pasowania. Litera A odnosi się do gwintu zewnętrznego, a B do wewnętrznego. W warsztacie najczęściej spotykam układ 2A/2B, bo daje rozsądny kompromis między montażem a dokładnością.
W praktyce nie przeliczam wszystkiego na milimetry, jeśli nie muszę. Przy UNF wygodniej myśleć o TPI, czyli liczbie zwojów na cal, oraz o klasie pasowania. Gdy trzeba przygotować program, tabelę narzędzi albo dokumentację pod kontrolę, przelicznik jest prosty: skok [mm] = 25,4 / TPI.
| Oznaczenie | TPI | Skok [mm] | Co to mówi w praktyce |
|---|---|---|---|
| #10-32 | 32 | 0,794 | Bardzo drobny gwint do małych, precyzyjnych połączeń |
| 1/4-28 | 28 | 0,907 | Częsty w osprzęcie, przyrządach i lekkich elementach maszyn |
| 5/16-24 | 24 | 1,058 | Dobre połączenie między precyzją a odpornością montażową |
| 3/8-24 | 24 | 1,058 | Popularny rozmiar w detalach serwisowych i mocowaniach |
| 7/16-20 | 20 | 1,270 | Już wyraźnie mocniejsze połączenie, nadal drobnozwojowe |
| 1/2-20 | 20 | 1,270 | Częsty wybór przy większych średnicach i wyższej precyzji |
| 5/8-18 | 18 | 1,411 | Stosowany tam, gdzie trzeba utrzymać precyzję przy większym obciążeniu |
| 3/4-16 | 16 | 1,588 | W większych średnicach nadal daje dobry kompromis między siłą a dokładnością |
Ważna rzecz: UNF nie oznacza po prostu „lepszego” gwintu, tylko inny skok i inny profil zastosowania. Sama klasa również ma znaczenie. 2A/2B to zwykle wybór uniwersalny, 3A/3B daje ciaśniejsze pasowanie, a przy detalach wymagających większej odporności zmęczeniowej można spotkać także odmiany UNR lub UNJ z innym zachowaniem dna zwoju. Gdy oznaczenie jest już jasne, dopiero wtedy ma sens rozmowa o samej technologii wykonania.
Jak obrabiać gwint UNF na tokarce i frezarce bez utraty dokładności
Przy UNF najbardziej liczy się stabilność układu. Drobny skok szybko pokaże bicie przedmiotu, luzy w oprawce, zły promień ostrza albo niechlujny start narzędzia. Dlatego w pierwszej kolejności pilnuję sztywnego zamocowania i jak najkrótszego wysięgu narzędzia. Przy cienkich detalach to nie jest detal techniczny, tylko warunek powodzenia.
Najczęściej korzystam z trzech dróg: toczenia jednopunktowego, gwintowania narzędziem maszynowym i frezowania gwintu na CNC. Każda ma sens w innym miejscu.
Toczenie jednopunktowe
To rozwiązanie dobre wtedy, gdy potrzebuję pełnej kontroli nad geometrią i mam powtarzalny detal do wykonania. Przy małych seriach i prototypach jest bardzo praktyczne, bo nie wymaga skomplikowanego oprzyrządowania. Trzeba jednak pamiętać, że przy drobnym skoku każdy błąd synchronizacji między obrotem a posuwem od razu odbija się na profilu zwoju.
Gwintowanie maszynowe
W gwintach wewnętrznych to wciąż popularna metoda, ale przy UNF nie warto iść na skróty. Dobór średnicy pod wiertło, wejściowy fazowanie i odprowadzenie wióra mają tu większe znaczenie niż przy zgrubnych gwintach. Jeśli otwór jest głęboki albo materiał ciągliwy, wiór potrafi szybko zepsuć profil i stan powierzchni.
Przeczytaj również: Parametry frezowania - Klucz do wydajnej obróbki CNC
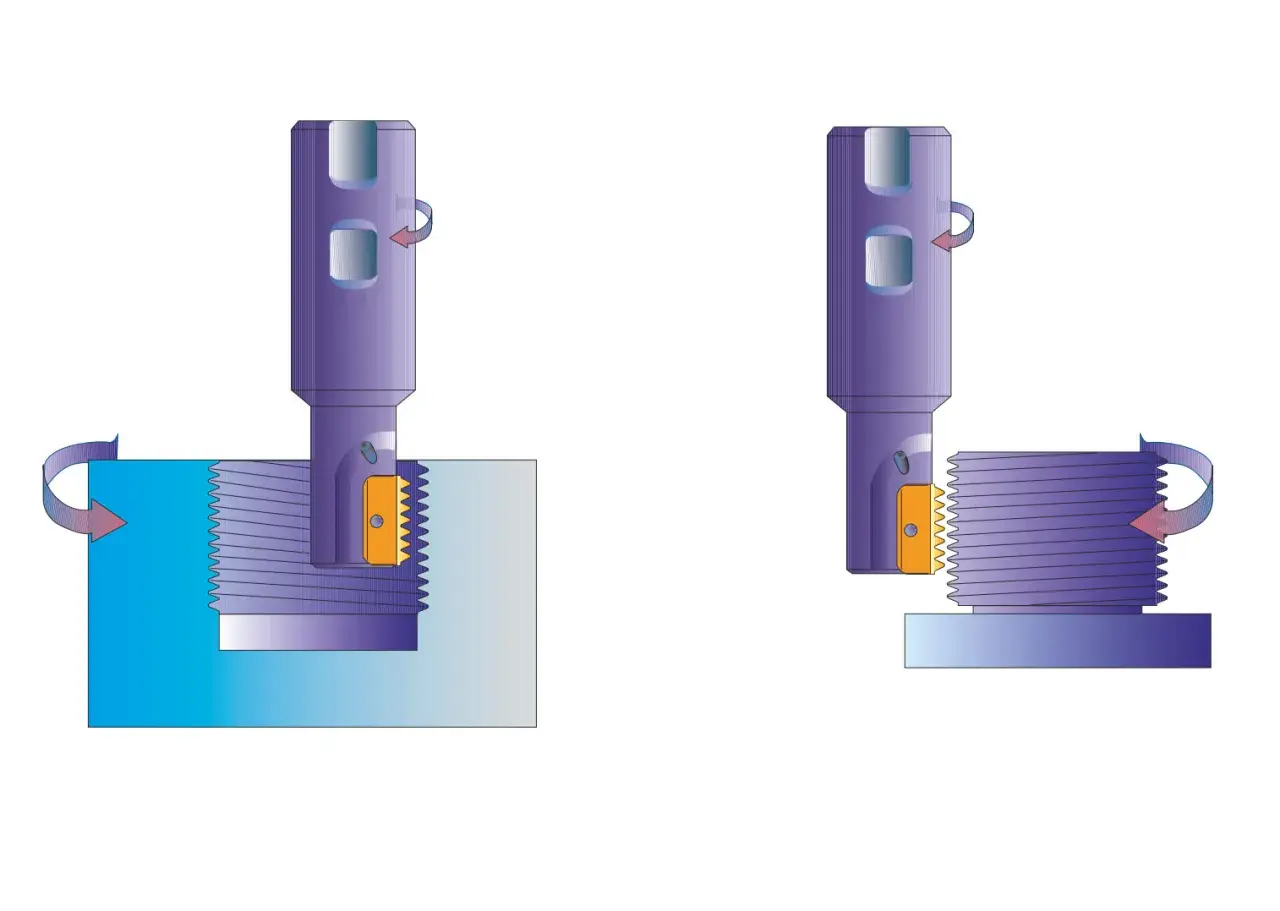
Frezowanie gwintu
Na CNC jest bardzo wygodne, bo jednym narzędziem da się obsłużyć różne średnice przy tym samym skoku. To dobra opcja przy małych i średnich seriach oraz przy częstych zmianach detalu. Lubię je szczególnie wtedy, gdy ważne są elastyczność i czysta krawędź wyjścia zwoju. Minusem jest koszt programu i potrzeba dobrej synchronizacji ruchu, ale przy precyzyjnym gwincie to zwykle uczciwy kompromis.
W każdej z tych metod pilnuję jeszcze trzech rzeczy: poprawnego wejścia narzędzia, usunięcia gratu po obróbce i sensownej chłodzącej obróbki wióra. Wąski skok nie wybacza zaniedbań. Jeśli detal ma później trafić do hartowania lub do pracy w trudnym środowisku, wtedy rozważam już nie tylko skrawanie, ale również wykończenie przez szlif.
Kiedy szlifowanie daje przewagę nad samym gwintowaniem
Szlifowanie gwintu nie jest moim pierwszym wyborem do każdego detalu. Jest natomiast bardzo mocne tam, gdzie po obróbce cieplnej trzeba odzyskać dokładność, stan powierzchni i powtarzalność. W praktyce szlifowanie najlepiej broni się przy hartowanych stalach, w detalach o wysokich wymaganiach dokładnościowych oraz tam, gdzie gwint pracuje w warunkach zmęczeniowych lub montaż ma być wyjątkowo pewny.
| Metoda | Kiedy ma sens | Największa zaleta | Ograniczenie |
|---|---|---|---|
| Toczenie / gwintowanie | Prototypy, soft steel, standardowe połączenia | Szybkość i niski koszt przygotowania | Po hartowaniu traci przewagę |
| Frezowanie gwintu | CNC, małe i średnie serie, częste zmiany detalu | Elastyczność i dobra kontrola procesu | Wymaga dobrego programu i maszyny |
| Szlifowanie gwintu | Hardened parts, bardzo ciasne tolerancje, wysokie wymagania jakościowe | Najlepsza dokładność i stan powierzchni | Wyższy koszt i dłuższe przygotowanie |
W szlifowaniu ważne są nie tylko parametry maszyny, ale też profil ściernicy i jej regularne obciąganie. Jeśli forma ściernicy zacznie uciekać, od razu odbije się to na skoku, grzbiecie zwoju albo średnicy podziałowej. Przy stalach hartowanych dobrze sprawdza się CBN, bo utrzymuje geometrię i dobrze znosi trudniejszy materiał. Kluczowe jest też chłodzenie: przy przegrzaniu bardzo łatwo o przypalenie powierzchni, a w gwincie to od razu robi się problem funkcjonalny, nie kosmetyczny.
Szlif ma więc sens wtedy, gdy detal nie może być „prawie dobry”. Jeśli po gwintowaniu trzeba jeszcze walczyć z tolerancją, powierzchnią albo odkształceniem po obróbce cieplnej, szlifowanie często ratuje temat. Po wyborze metody najwięcej problemów i tak wychodzi na kontroli.
Jak kontrolować jakość i uniknąć kosztownych pomyłek
Przy UNF nie ufam wyłącznie wizualnej ocenie. Gwint może wyglądać poprawnie, a mimo to nie przechodzić na sprawdzianie albo pracować zbyt ciężko w montażu. Dlatego kontrolę opieram na kilku poziomach: oględziny, pomiar, sprawdziany i dopasowanie do warunków użytkowania.
Najważniejsze, co sprawdzam, to średnica podziałowa, skok, zarys i stan krawędzi wejściowych. W gwintach zewnętrznych używam sprawdzianu pierścieniowego GO/NO-GO, a przy wewnętrznych sprawdzianu trzpieniowego. Do tego dochodzi ocena gratu i czystości zwoju. Nawet mały zadzior potrafi zepsuć pierwsze skręcenie i dać wrażenie „złego gwintu”, choć problem leży tylko w wykończeniu.
Najczęstsze błędy, które widzę, są dość powtarzalne:
- mylenie UNF z UNC o tej samej średnicy nominalnej, na przykład 1/4-28 i 1/4-20,
- za mała sztywność mocowania, przez co pojawia się falowanie zwoju,
- zły promień ostrza lub źle obciągnięta ściernica,
- brak fazy wejściowej, co psuje start montażu,
- niedoszacowanie wpływu powłoki, na przykład cynkowania, które zmienia luz roboczy,
- brak kontroli po hartowaniu, gdy detal zmienia wymiar bardziej, niż zakładał operator.
Warto też pamiętać, że przy gwincie drobnozwojowym powłoka ma większe znaczenie niż wielu ludzi zakłada. Cienka warstwa cynku, fosforanu czy innego zabezpieczenia może jeszcze przejść bez problemu, ale przy ciasnym pasowaniu potrafi „zamknąć” montaż. Dlatego jeśli detal będzie pokrywany, planuję to już na etapie obróbki, a nie dopiero przy składaniu.
Gdy kontrola jest poukładana, łatwiej odpowiedzieć na kolejne pytanie: czy ten gwint w ogóle jest najlepszym wyborem do danego zadania, czy tylko najwygodniejszym z dostępnych.
Kiedy lepiej wybrać UNF, a kiedy zostać przy UNC albo metrycznym
Wybór między UNF, UNC i systemem metrycznym nie powinien być kwestią przyzwyczajenia operatora. Ja patrzę na trzy rzeczy: wymagania montażowe, środowisko pracy i dostępność części. W Polsce system metryczny jest po prostu wygodniejszy logistycznie, ale to nie znaczy, że UNF jest rozwiązaniem egzotycznym. Pojawia się wszędzie tam, gdzie pracujesz z importowaną maszyną, dokumentacją amerykańską albo detalem z rynku anglosaskiego.
| System | Plusy | Minusy | Najlepsze zastosowanie |
|---|---|---|---|
| UNF | Drobny skok, dobra odporność na drgania, precyzyjne dociąganie | Wrażliwy na zabrudzenie i błędy ustawienia | Połączenia precyzyjne, serwis importowanych maszyn, elementy regulacyjne |
| UNC | Szybszy montaż, większa tolerancja na gorsze warunki pracy | Mniej precyzyjny w regulacji | Połączenia ogólne, konstrukcyjne, mniej wymagające |
| Metryczny | Najwygodniejszy w Polsce, szeroka dostępność narzędzi i części | Nie zastępuje 1:1 gwintów calowych | Większość krajowej produkcji i standardowych projektów |
Jeśli projekt od początku jest calowy, nie próbuję go „upraszczać” na siłę do metryki. Taki skrót zwykle kończy się problemem z montażem, częściami zamiennymi albo kompatybilnością narzędzi. Z kolei jeśli detal ma pracować w brudnym środowisku, bez wyśrubowanej regulacji, UNC bywa rozsądniejszy. UNF wybieram wtedy, gdy ważniejsze są precyzja, dociąg i zachowanie połączenia pod obciążeniem niż szybkość montażu. To właśnie kontekst montażu decyduje, czy drobny skok jest atutem, czy tylko dodatkowym wymaganiem produkcyjnym.
Co sprawdzam przed oddaniem detalu z gwintem UNF do montażu
- Czy oznaczenie na rysunku zgadza się ze średnicą, TPI i klasą pasowania.
- Czy sprawdzian GO/NO-GO przechodzi bez walki, ale też bez luzu, który sugeruje zbyt duży luz funkcjonalny.
- Czy gwint ma czysty start, bez gratu i uszkodzonej fazy wejściowej.
- Czy po hartowaniu albo powłoce wymiar nadal mieści się w zakładanej funkcji połączenia.
- Czy narzędzie, oprawka i maszyna nie wprowadziły bicia, którego nie widać gołym okiem.
W praktyce najwięcej oszczędza nie sam wybór metody, tylko konsekwentna kontrola po każdym krytycznym etapie. Jeśli detal ma iść do montażu seryjnego, zawsze zostawiam sobie jeszcze jedną kontrolę po czyszczeniu i po ewentualnej powłoce. To właśnie wtedy wychodzi, czy gwint ma właściwą klasę, czysty start zwoju i stabilny luz roboczy, czy tylko dobrze wyglądał na stole pomiarowym.