
W metalach rzadko psuje się wszystko naraz. Najpierw pojawia się mikroskopijna różnica potencjałów, potem wilgoć zaczyna działać jak elektrolit, a dopiero później widać rdzę, wżery albo osłabione połączenie. W tym tekście pokazuję, jak działa korozja elektrochemiczna, od czego naprawdę zależy jej tempo oraz co zrobić, żeby nie tracić czasu i materiału na naprawy, które dają tylko krótkotrwały efekt.
Najważniejsze fakty o procesie i ochronie metali
- Do uruchomienia procesu potrzeba metalu, różnicy potencjałów i elektrolitu, najczęściej wilgoci z solami.
- Metal nie niszczy się równomiernie w każdym miejscu, bo anoda i katoda tworzą się lokalnie na powierzchni.
- Największe przyspieszenie dają chlorki, zastoiny wody, szczeliny, uszkodzone powłoki i kontakt różnych metali.
- Wżery i korozja szczelinowa są groźniejsze niż cienka, równomierna warstwa produktów korozji.
- Najlepiej działa połączenie kilku metod: dobór materiału, izolacja, dobra powłoka i odprowadzanie wody.
- W konstrukcjach pracujących w wilgoci nie wystarczy „coś pomalować” - liczy się przygotowanie podłoża i serwis.
Jak działa ogniwo korozyjne w metalu
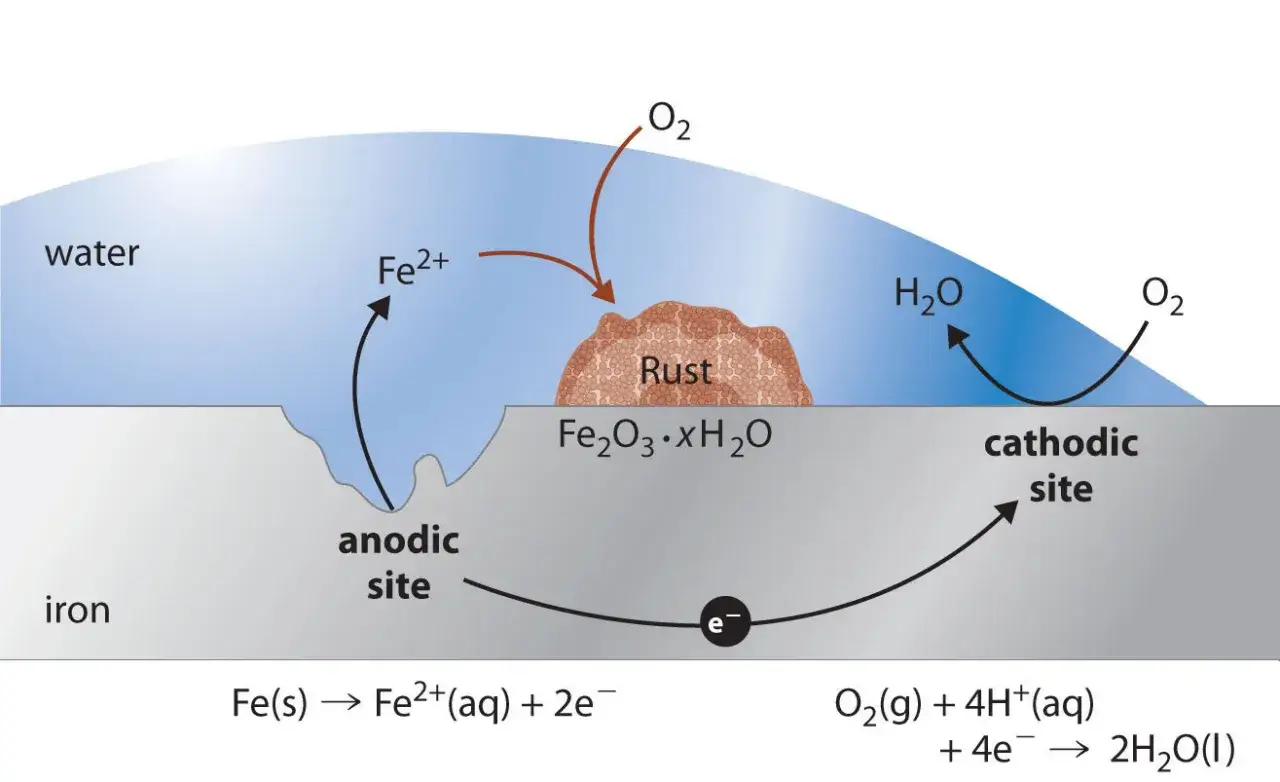
Ja patrzę na ten proces bardzo prosto: jeśli na powierzchni metalu powstaną dwa obszary o różnym potencjale, a między nimi pojawi się elektrolit, zaczyna działać małe ogniwo. W obszarze anodowym metal przechodzi do roztworu w postaci jonów, a obszar katodowy „odbiera” elektrony i zamyka obieg. To właśnie dlatego korozja nie jest tylko „zjadaniem” powierzchni, ale pełnoprawnym procesem elektrochemicznym.
W praktyce oznacza to, że nie cały element niszczy się jednakowo. Jedne miejsca stają się anodą, inne katodą, a granica między nimi potrafi zmieniać się w czasie. Dla stali typowym skutkiem jest rdza, czyli produkty korozji żelaza, ale sam mechanizm wygląda podobnie także w aluminium, miedzi czy cynku. To ważne rozróżnienie: nie każdy metal koroduje tak samo, ale każdy może wejść w układ, który przyspieszy jego degradację.
Anoda, katoda i elektrolit
| Element układu | Co się dzieje | Skutek dla materiału |
|---|---|---|
| Anoda | Metal oddaje elektrony i przechodzi do roztworu | Ubytek materiału, lokalne osłabienie |
| Katoda | Zachodzi reakcja redukcji, najczęściej z udziałem tlenu | Ten fragment nie rozpuszcza się, ale utrzymuje obieg reakcji |
| Elektrolit | Wilgoć przewodzi jony między obszarami | Bez niego ogniwo praktycznie nie pracuje |
Kiedy mówimy o korozji elektrochemicznej, a kiedy o chemicznej
Różnica jest istotna, bo od niej zależy sposób ochrony. W odmianie elektrochemicznej potrzebny jest elektrolit, czyli zwykle cienka warstwa wody z rozpuszczonymi solami lub zanieczyszczeniami. W korozji chemicznej reakcja zachodzi bez przepływu ładunku przez elektrolit, częściej w suchych gazach albo w wysokiej temperaturze. Dla użytkownika warsztatowego to przekłada się na prostą zasadę: jeśli element pracuje w wilgoci, solance, kondensacie albo brudnym środowisku, ryzyko procesu elektrochemicznego rośnie gwałtownie.
To prowadzi do kolejnego pytania: dlaczego ten sam materiał w jednym miejscu wytrzymuje latami, a w innym zaczyna niszczeć po krótkim czasie?
Co przyspiesza niszczenie powierzchni
Największym błędem jest myślenie, że „stal rdzewieje, bo tak ma”. W rzeczywistości o tempie degradacji decyduje kilka bardzo konkretnych warunków. Wystarczy zmiana składu wilgoci, obecność soli drogowej, szczelina pod podkładką albo kontakt z bardziej szlachetnym metalem, żeby zjawisko przyspieszyło wielokrotnie.
Wilgoć, sole i brak wentylacji
Woda sama w sobie już tworzy warunki do pracy ogniwa, ale największy problem zaczyna się wtedy, gdy do wilgoci dochodzą chlorki. Jony soli zwiększają przewodnictwo cienkiej warstwy cieczy na powierzchni i utrudniają tworzenie stabilnej warstwy ochronnej. Dlatego elementy pracujące zimą w pobliżu dróg, w halach mytych agresywną chemią albo w strefach kondensacji zwykle korodują szybciej niż te same detale w suchym magazynie.
Brak wentylacji i zastoiny wody robią swoje równie skutecznie. Gdy ciecz nie spływa, powstają lokalne różnice stężenia tlenu, a to uruchamia dodatkowe mikroogniwa. W praktyce najgorzej wypadają miejsca pod uszczelkami, w zakładkach blach, pod osadzeniem śruby i w zamkniętych profilach bez odpływu.
Przeczytaj również: Jak zabezpieczyć stal olejem przed korozją? Pełny poradnik
Kontakt różnych metali i lokalne różnice składu
Nie trzeba nawet dwóch oddzielnych elementów, żeby pojawiła się para galwaniczna. Wystarczą różnice mikrostruktury, zanieczyszczenia, naprężenia po obróbce, spoiny albo strefa wpływu ciepła przy spawaniu. To właśnie dlatego na jednym panelu korozja bywa miejscowa, a na sąsiednim praktycznie niewidoczna.
Kontakt różnych metali jest szczególnie zdradliwy, gdy mały obszar anodowy łączy się z dużą katodą. Wtedy ubytek materiału w anodzie potrafi przyspieszyć mocno, choć na pierwszy rzut oka połączenie wygląda niewinnie. W aluminium, stali ocynkowanej i miedzi ten problem pojawia się wyjątkowo często, zwłaszcza jeśli połączenie stoi w wilgoci przez dłuższy czas.
Właśnie dlatego nie wystarczy wiedzieć, co przyspiesza proces. Trzeba jeszcze umieć rozpoznać, jaki typ uszkodzenia już się pojawił.
Jak rozpoznać typ uszkodzenia na elemencie
W warsztacie najczęściej nie widzi się „samej korozji”, tylko jej skutki: osłabienie ścianki, przebarwienia, osady, pęcherze pod farbą albo luz na połączeniu. Dla mnie kluczowe jest nie tylko to, że metal zmienił wygląd, ale gdzie i w jakiej formie nastąpiła zmiana. To mówi więcej niż pojedynczy nalot na powierzchni.
| Forma uszkodzenia | Jak wygląda | Co zwykle oznacza |
|---|---|---|
| Korozja równomierna | Powierzchnia matowieje i stopniowo traci materiał | Proces jest rozłożony szerzej, ale nadal osłabia przekrój |
| Wżery | Małe, głębokie punkty lub kratery | Ryzyko szybkiego przebicia ścianki mimo pozornie małej powierzchni uszkodzeń |
| Korozja szczelinowa | Ślad pod uszczelką, pod podkładką lub w zakładce blach | W szczelinie brakuje wymiany medium i lokalnie spada odporność metalu |
| Korozja galwaniczna | Uszkodzenie wokół styku dwóch różnych metali | Układ elektrochemiczny przyspiesza niszczenie mniej szlachetnego elementu |
| Korozja podpowłokowa | Pęcherze, odspojenia, „łuszczenie” farby | Problem zaczyna się pod warstwą ochronną, często od źle przygotowanego podłoża |
W praktyce najbardziej niebezpieczne są wżery i korozja szczelinowa, bo potrafią rozwijać się po cichu. Z zewnątrz detal wygląda jeszcze dobrze, a od środka traci nośność. Jeśli element ma znaczenie konstrukcyjne albo pracuje pod obciążeniem, nie polegam wyłącznie na oględzinach - sięgam po pomiar grubości ścianki, a przy połączeniach nośnych traktuję każdy niepokojący ślad serio. To naturalnie prowadzi do pytania, co rzeczywiście działa, gdy chcemy zatrzymać proces.
Jak skutecznie ograniczyć proces, zanim zje materiał
Najlepsza ochrona nie polega na jednym „magicznym” środku. W praktyce działa dopiero zestaw kilku decyzji: odpowiedni materiał, sensowny projekt detalu, izolacja różnych metali, dobra powłoka i plan przeglądów. Gdy któryś z tych elementów zawiedzie, reszta tylko opóźnia problem.
| Metoda | Kiedy daje najlepszy efekt | Najważniejsze ograniczenie |
|---|---|---|
| Powłoki ochronne | Gdy podłoże jest dobrze oczyszczone i odtłuszczone | Jedno uszkodzenie może otworzyć drogę wilgoci pod warstwę ochronną |
| Izolacja różnych metali | Przy połączeniach śrubowych, kołnierzowych i montażowych | Trzeba przewidzieć ją już na etapie projektu |
| Odprowadzanie wody | W profilach, obudowach i konstrukcjach z zakładkami | Nie naprawi błędu materiałowego, tylko usuwa jeden z czynników ryzyka |
| Ochrona katodowa | W konstrukcjach podziemnych, zbiornikach i obiektach zanurzonych | Wymaga nadzoru i kontroli parametrów w czasie eksploatacji |
| Dobór materiału | Gdy środowisko pracy jest znane jeszcze przed wykonaniem elementu | Najtańsza zmiana na papierze bywa najdroższa, jeśli źle oceni się warunki pracy |
Ja zawsze zaczynam od prostego pytania: czy ten detal w ogóle ma gdzie oddać wodę? Jeśli odpowiedź brzmi „nie”, to nawet dobra farba nie rozwiąże wszystkiego. Dopiero potem sprawdzam kontakt metali, typ powłoki i to, czy element będzie serwisowany bez rozbierania pół konstrukcji. Właśnie tutaj najczęściej wychodzą błędy, które można było wyłapać wcześniej.
Najczęstsze błędy, które przyspieszają korozję w warsztacie
W teorii wszystko wygląda prosto, ale w praktyce to nie materiały, tylko drobne zaniedbania robią największą różnicę. Widzę to regularnie przy naprawach, montażach i obróbce. Czasem wystarczy jeden skrót myślowy, żeby ochrona przestała działać już po kilku miesiącach.
- Malowanie brudnego lub tłustego podłoża - powłoka trzyma się słabo, a pod spodem zostaje wilgoć i zanieczyszczenia.
- Zostawianie szczelin i zakładek bez odprowadzenia wody - w takich miejscach tworzą się lokalne ogniwa i korozja szczelinowa.
- Łączenie metali bez izolacji - podkładki, tuleje i przekładki bywają drobiazgiem, ale często decydują o trwałości połączenia.
- Wierzenie, że „nierdzewka” rozwiązuje wszystko - stal nierdzewna też koroduje, zwłaszcza w chlorkach i w warunkach ograniczonego dostępu tlenu.
- Ignorowanie uszkodzeń powłoki - mały odprysk farby potrafi uruchomić miejscowe niszczenie większe niż sam ubytek w lakierze.
- Pozostawianie pyłu po szlifowaniu i obróbce - opiłki potrafią wchodzić w reakcje, zatrzymywać wilgoć i tworzyć punkty inicjacji korozji.
Warto też pamiętać, że agresywna chemia czyszcząca bez dokładnego spłukania potrafi zrobić więcej szkody niż pożytku. Jeżeli po myciu na powierzchni zostają resztki soli, zasady albo środków odtłuszczających, proces przyspiesza zamiast zwalniać. Na tym etapie naturalnie pojawia się ostatnie pytanie: co zapamiętać, gdy chcesz po prostu wydłużyć życie elementu, a nie pisać z niego doktorat?
Trwałość metalu zaczyna się od przerwania ogniwa korozyjnego
Jeśli miałbym zostawić jedną praktyczną myśl, to byłaby bardzo prosta: najpierw usuń warunki do pracy ogniwa, dopiero potem licz na ochronę powierzchni. Bez elektrolitu proces nie ruszy, więc wszystko, co ogranicza wilgoć, sól i zastoiny, daje więcej niż kolejna warstwa farby na źle przygotowany detal.
W realnej pracy najlepiej sprawdza się układ trzech kroków: dobieram materiały tak, by nie tworzyły problematycznych par, projektuję element z odpływem i dostępem do czyszczenia, a dopiero na końcu wybieram powłokę albo ochronę elektrochemiczną. To właśnie taki porządek zwykle odróżnia rozwiązanie trwałe od tego, które tylko wygląda dobrze po montażu. Jeśli masz zapamiętać jedną rzecz z całego tekstu, niech będzie nią ta: metalu nie niszczy sama obecność wilgoci, tylko wilgoć połączona z różnicą potencjałów i brakiem kontroli nad detalem.