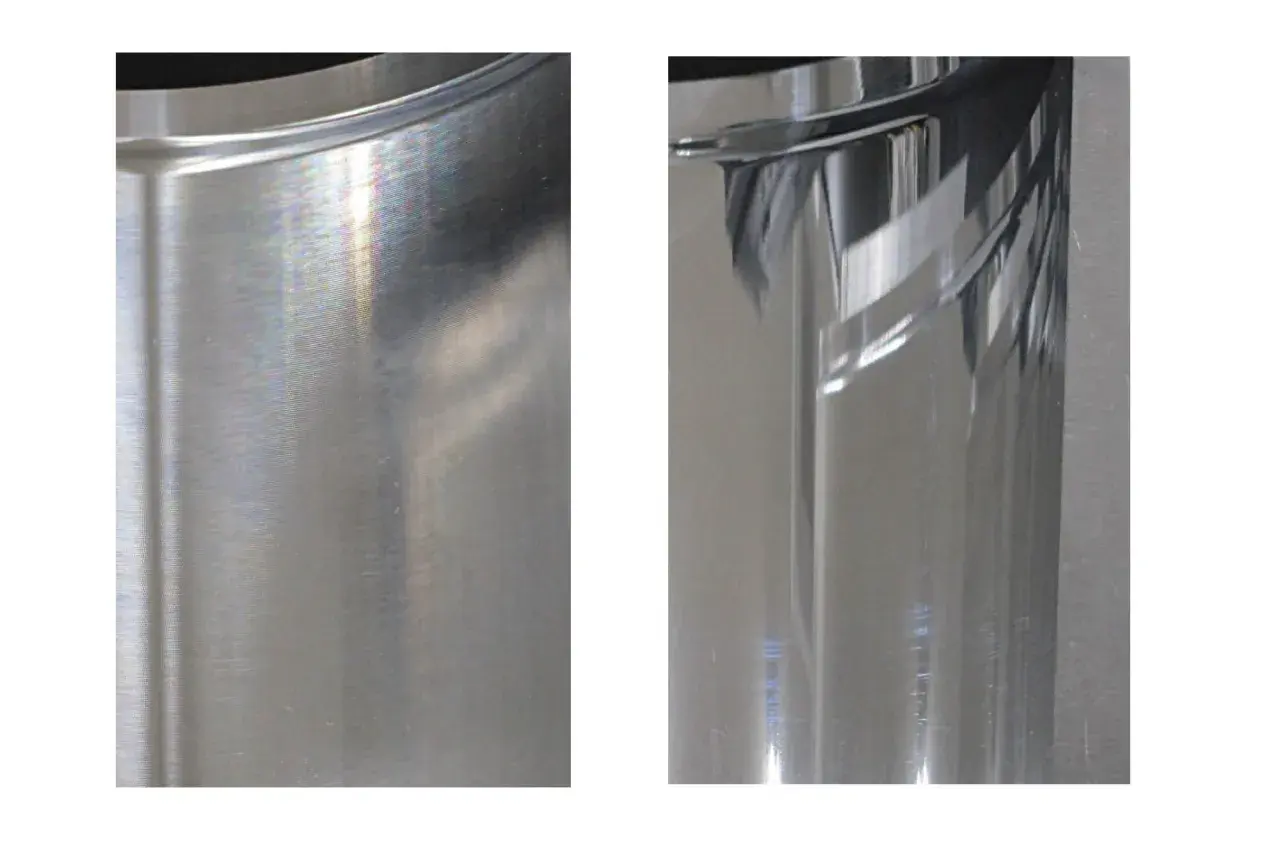
Dobrze wykonane polerowanie aluminium potrafi zmienić zwykły, matowy detal w powierzchnię o równym, technicznym połysku. W praktyce liczy się nie tylko pasta, ale przede wszystkim przygotowanie podłoża, dobór gradacji papieru, sposób prowadzenia narzędzia i zabezpieczenie efektu po pracy. Ten tekst prowadzi przez cały proces: od oceny stanu powierzchni, przez szlifowanie, aż po wykończenie i utrzymanie połysku.
Najkrótsza droga do dobrego połysku na aluminium
- Najpierw oceń, czy pracujesz na surowym, anodowanym, szczotkowanym czy odlewanym elemencie, bo każdy reaguje inaczej.
- Przy wyraźnych rysach zaczynaj od grubszego ścierniwa, a kończ dopiero na bardzo drobnych gradacjach.
- Najlepszy efekt daje etapowe przejście przez kilka ziarnistości, a nie próba „uratowania” powierzchni samą pastą.
- Na dużych płaskich elementach dobrze działa maszyna, ale przy krawędziach i detalach ręka nadal wygrywa.
- Bez odtłuszczenia i ochrony końcowej połysk szybko wraca do matu, zwłaszcza na zewnątrz.
Najpierw sprawdź, z czym naprawdę pracujesz
Nie każde aluminium zachowuje się tak samo. Surowa blacha, szczotkowany profil, odlew, element anodowany i detal po wcześniejszym lakierowaniu to cztery różne historie, choć z zewnątrz mogą wyglądać podobnie. Jeżeli chcę uzyskać wyraźny połysk, najpierw sprawdzam, czy na powierzchni nie ma warstwy, którą trzeba usunąć, bo na anodzie czy lakierze samym polerowaniem nie wyczaruję lustra bez ingerencji w powłokę.
Przy lekkim zmatowieniu zwykle wystarcza delikatniejszy start, ale przy rysach, nalocie tlenkowym albo śladach po poprzedniej obróbce nie ma sensu oszczędzać kilku minut na początku. Aluminium jest miękkie, więc zbyt agresywne ścierniwo zostawia głębsze ślady, które potem wydłużają całą pracę. Ja wolę zejść materiałem etapami niż później walczyć z jednym, uporczywym rysunkiem widocznym pod światło.
Właśnie dlatego przed pracą warto odpowiedzieć sobie na proste pytanie: czy chcę tylko odświeżyć powierzchnię, czy buduję połysk od zera. Od tej decyzji zależy wszystko, od wyboru papieru po końcową pastę, a następny krok to już dobór narzędzi i materiałów.
Co przygotować, żeby nie walczyć z materiałem
W aluminium najwięcej problemów robi nie brak siły, tylko zły zestaw narzędzi. Miękki metal szybko zakleja ścierniwo, więc najlepiej sprawdza się papier wodny, klocki szlifierskie i pasty dobrane do metalu, a nie uniwersalny „środek do wszystkiego”.
| Narzędzie lub materiał | Do czego służy | Na co zwrócić uwagę |
|---|---|---|
| Papier wodny 240–320 | Usuwa głębsze rysy, naloty i nierówności po cięciu lub wcześniejszej obróbce | Stosuj tylko wtedy, gdy powierzchnia naprawdę tego wymaga, bo zostawia wyraźny ślad do późniejszego wyrównania |
| Papier wodny 600–1000 | Wyrównuje ślad po grubszym szlifowaniu i przygotowuje pod etap wykończeniowy | To często najważniejszy zakres, bo od niego zależy, czy polerka pójdzie szybko |
| Papier 1500–3000 | Przygotowuje powierzchnię pod pastę i usuwa drobne rysy | Na tym etapie lepiej pracować na mokro, żeby ograniczyć zapychanie |
| Klocek lub podkładka szlifierska | Pomaga utrzymać równy nacisk na płaskiej powierzchni | Bez niego łatwo zrobić fale i „wymachać” detalu palcem |
| Pasta cutting i pasta finishing | Pierwsza usuwa ślady po szlifie, druga domyka połysk | Warto dobierać środek do aluminium, bo pasta do lakieru nie zawsze daje ten sam efekt |
| Pad filcowy, wełniany lub miękki gąbkowy | Przenosi pastę na detal i buduje końcowy połysk | Twardy pad szybciej tnie, miękki daje lepszy finisz |
| Odtłuszczacz i mikrofibra | Usuwają pył, tłuszcz i resztki pasty | Brudna ściereczka potrafi zepsuć ostatni etap szybciej niż zły papier |
Ja zwykle pracuję sekwencją 320 → 600 → 800/1000 → 1500/2000, a przy dobrej bazie kończę jeszcze drobniej. Mirka zwraca uwagę, że gradacje 2000-5000 są już typowe na finiszu przed polerowaniem, a 3M w systemach wykończeniowych często pracuje pastą przy około 1200-2000 obr./min jako praktycznym punkcie startowym. To nie są sztywne reguły dla każdego detalu, ale bardzo sensowny punkt odniesienia, jeśli chcesz uniknąć przypadkowego efektu.
Gdy zestaw jest kompletny, mogę przejść do samego procesu i tu właśnie najłatwiej popełnić błąd przez pośpiech.

Jak wygląda polerowanie aluminium krok po kroku
-
Oczyść i odtłuść detal. Pył, olej i resztki smaru trzeba usunąć przed pierwszym dotknięciem papieru. Jeśli tego nie zrobię, ścierniwo tylko rozsmaruje brud po powierzchni.
-
Zabezpiecz krawędzie i fragmenty, których nie chcesz ruszać. Taśma maskująca oszczędza czas, zwłaszcza przy elementach z łączeniami, otworami i przetłoczeniami.
-
Usuń największe niedoskonałości. Głębokie rysy, wżery i ślady po poprzedniej obróbce najpierw wyrównuję grubszym papierem. Dopiero po zniknięciu najgłębszego śladu przechodzę niżej, bo sam połysk nie ukryje uszkodzeń.
-
Stopniowo zmniejszaj ziarnistość. Na płaskich fragmentach prowadzę papier krzyżowo, żeby łatwiej zauważyć, czy cała powierzchnia jest już równa. Na tym etapie liczy się cierpliwość, nie siła.
-
Przejdź na szlif mokry. Przy drobniejszych gradacjach woda pomaga ograniczyć zapychanie i daje bardziej równy ślad. Aluminium szybko tworzy drobny szlam, więc trzeba co jakiś czas spłukać powierzchnię i papier.
-
Nałóż pastę i pracuj miękkim padem. Pierwsze przejście usuwa ślady po szlifie, drugie buduje głęboki połysk. Nie dociskam mocno narzędzia, bo przegrzanie zostawia smugi i potrafi zabić efekt, który właśnie wypracowałem.
-
Usuń resztki i sprawdź powierzchnię w ostrym świetle. Hologramy, czyli faliste smugi widoczne pod lampą, zwykle oznaczają zbyt twardy pad, za duży docisk albo niedokończony etap wykańczania.
-
Zabezpiecz gotowy element. Bez ochrony nawierzchnia znów zacznie matowieć, szczególnie jeśli ma kontakt z wilgocią, solą albo częstym dotykaniem.
Przy tym procesie trzymam się jeszcze jednej zasady BHP: pracuję w okularach, dobrze odciągam pył i nie używam luźnej odzieży przy narzędziach obrotowych. To proste nawyki, ale w warsztacie robią większą różnicę, niż wielu osobom się wydaje. Gdy masz już opanowaną kolejność, pozostaje pytanie, czy lepiej robić wszystko ręcznie, czy wspomóc się maszyną.
Ręcznie czy maszynowo
Obie metody działają, ale każda ma inne mocne strony. Ręka daje większą kontrolę przy małych detalach i krawędziach, a maszyna oszczędza czas na dużych, płaskich powierzchniach. Jeśli próbuję uzyskać lustro na dużym elemencie, ręczne polerowanie potrafi być zbyt wolne; jeśli pracuję przy rantach lub miejscach trudno dostępnych, maszyna bywa zbyt agresywna.
| Metoda | Plusy | Minusy | Kiedy wybrać |
|---|---|---|---|
| Ręczna | Duża kontrola, dobra do detali i krawędzi, małe ryzyko przegrzania | Wolna, męcząca przy większych powierzchniach, trudniej uzyskać idealną jednorodność | Małe elementy, poprawki, ostatni etap po maszynie |
| Rotacyjna polerka | Szybko usuwa ślady po szlifie, dobrze radzi sobie z dużą płaszczyzną | Łatwo o przegrzanie, hologramy i zjedzenie krawędzi | Duże, w miarę równe fragmenty i praca z doświadczeniem |
| Polerka mimośrodowa | Bezpieczniejsza, mniej zostawia smug, łatwiejsza dla mniej doświadczonych | Wolniejsza i czasem wymaga dodatkowego przejścia pastą wykańczającą | Gdy zależy ci na kontroli, a nie na maksymalnej szybkości |
| Koc filcowy lub koło polerskie | Sprawdza się przy seryjnych, prostych detalach i dobrym dostępie do całej powierzchni | Wymaga wprawy i stałej kontroli nacisku | Powtarzalne elementy warsztatowe i prace na stole |
Najpraktyczniej działa u mnie układ mieszany: szlif przygotowawczy ręcznie albo maszynowo, a końcowy połysk dopracowany delikatniejszym padem i mniejszym naciskiem. Wtedy łatwiej utrzymać równy efekt bez niepotrzebnych smug. Taki podział ma jednak sens tylko wtedy, gdy unikasz błędów, które najczęściej psują całą robotę.
Najczęstsze błędy, które odbierają połysk
- Przeskakiwanie gradacji. Jeśli po grubym szlifie od razu sięgasz po pastę, stare rysy i tak wrócą pod światło.
- Zbyt duży docisk. Aluminium nie potrzebuje siły, tylko konsekwencji. Nadmiar nacisku grzeje materiał i zostawia smugi.
- Praca na zabrudzonej powierzchni. Pył i opiłki działają jak dodatkowe, przypadkowe ziarno ścierne.
- Zły dobór pada. Za twardy pad potrafi ciąć zbyt agresywnie, za miękki nie usunie śladów po szlifie.
- Brak kontroli temperatury. Jeśli detal robi się wyraźnie ciepły, robię przerwę. To prostsze niż późniejsze usuwanie przebarwień i hologramów.
- Ignorowanie zaklejania papieru. Gdy ścierniwo przestaje ciąć, a zaczyna mazać, trzeba je wymienić zamiast „dusić” dalej ten sam arkusz.
- Rezygnacja z ochrony końcowej. Bez zabezpieczenia połysk na zewnątrz szybko traci świeżość.
W praktyce największy postęp daje nie droższa pasta, tylko lepsza dyscyplina pracy. Jeśli powierzchnia jest już gładka, a mimo to nie lśni tak, jak powinna, problem zwykle leży w jednym z powyższych punktów. Po ich wyeliminowaniu pozostaje utrzymać efekt, a nie co tydzień zaczynać wszystko od początku.
Jak utrzymać efekt i nie zaczynać od zera
Po zakończeniu pracy nie zostawiam aluminium „samego sobie”. Najprostsze zabezpieczenie to czysta mikrofibra, delikatny środek myjący i cienka warstwa wosku albo sealantu, jeśli element ma dalej pracować w normalnych warunkach. Na detalach dekoracyjnych to często wystarcza, bo chroni przed odciskami palców i spowalnia ponowne matowienie.
Jeżeli element będzie stał na zewnątrz, miał kontakt z wilgocią albo solą drogową, sama pasta nie da trwałego efektu. W takich warunkach rozważyłbym lakier bezbarwny albo inną ochronę powierzchni, ale trzeba liczyć się z tym, że każdy dodatkowy film może lekko zmienić odbiór połysku. Dlatego przy efektach „na lustro” lepiej najpierw dobrze przemyśleć eksploatację, a dopiero potem decydować o zabezpieczeniu.
Najlepszy rezultat daje połączenie trzech rzeczy: równego szlifu, spokojnego polerowania i rozsądnej ochrony po pracy. Ja właśnie tak podchodzę do wykończenia aluminium, bo wtedy połysk wygląda dobrze nie tylko w dniu odbioru, ale także po kilku tygodniach normalnego użytkowania.