Najważniejsze rzeczy, które warto ustawić przed pierwszym łukiem
- MIG/MAG jest zwykle najłatwiejsze na start, MMA sprawdza się w terenie, a TIG daje największą precyzję przy cienkich elementach.
- Najwięcej problemów bierze się nie z „złych rąk”, tylko z brudnych krawędzi, złego dopływu gazu i przypadkowych ustawień.
- Wentylacja, przyłbica, rękawice i odzież trudnopalna to nie dodatek, tylko warunek bezpiecznej pracy.
- Jeśli materiał nie powinien się topić albo ma się jak najmniej odkształcić, rozważ lutowanie twarde zamiast spawania.
- Najlepszy postęp daje ćwiczenie na odpadach o tej samej grubości i zapisywanie parametrów po każdej próbie.
Jaką metodę wybrać na start i dlaczego nie ma jednej najlepszej
Gdy zaczynałem patrzeć na spawanie praktycznie, szybko zauważyłem jedną rzecz: wybór metody ma większe znaczenie niż samo „poczucie, że trzeba się nauczyć wszystkiego naraz”. Dla osoby początkującej najważniejsze jest to, by zobaczyć stabilne jeziorko, zrozumieć tempo prowadzenia uchwytu i od razu odróżnić dobrą spoinę od przypadkowego nakładania metalu. Inaczej uczy się MIG/MAG, inaczej MMA, a jeszcze inaczej TIG.
| Metoda | Gdzie sprawdza się najlepiej | Trudność nauki | Mój praktyczny komentarz |
|---|---|---|---|
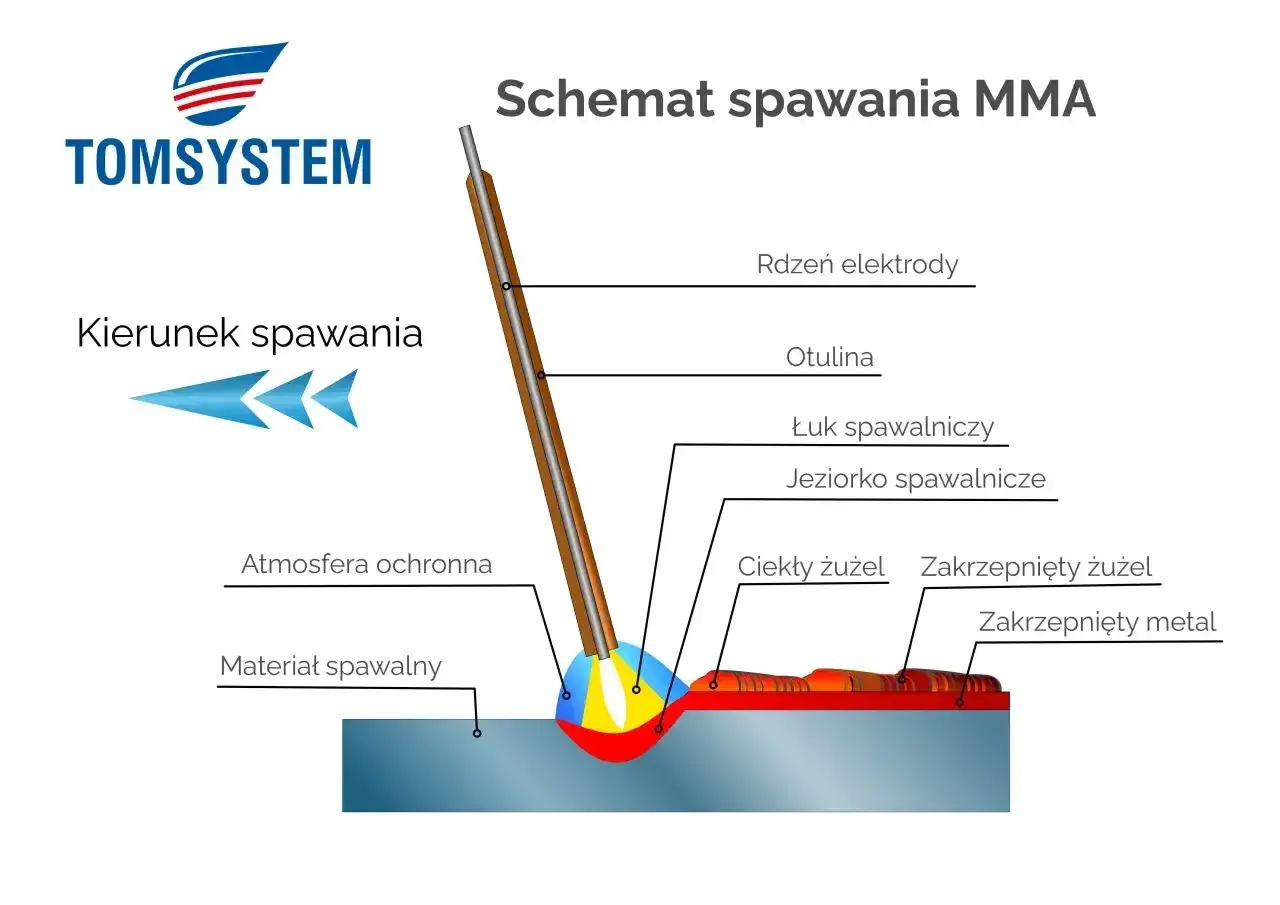
| MMA | Naprawy, konstrukcje stalowe, praca na zewnątrz, miejsca z gorszym dostępem | Średnia | Dobry start, jeśli chcesz pracować bez butli z gazem i nauczyć się kontroli łuku na prostych próbkach stalowych. |
| MIG/MAG | Warsztat, produkcja, szybkie łączenie stali czarnej i nierdzewnej | Niska do średniej | Najłatwiej zrobić tu równy ścieg, ale sprzęt i gaz wymagają lepszego porządku na stanowisku. |
| TIG | Cienkie elementy, widoczne spoiny, stal nierdzewna, aluminium | Wysoka | Wymaga cierpliwości, ale uczy kontroli jeziorka lepiej niż większość innych metod. |
Jeśli mam doradzać wybór na pierwsze tygodnie nauki, wskazałbym MIG/MAG albo MMA na czystej stali o umiarkowanej grubości. Zbyt cienki materiał kończy się frustracją i przepaleniami, a zbyt wymagający stop od razu utrudnia ocenę tego, co robisz ręką, a co robi za ciebie sprzęt. Dobrze zaczynać od prostych próbek 3-5 mm, bo wtedy błędy są widoczne, ale nie od razu katastrofalne.
Sprzęt i BHP, które naprawdę decydują o jakości pracy

W praktyce bezpieczeństwo i jakość idą tu razem. Jeśli stanowisko jest źle przygotowane, szybko pojawiają się odpryski, słabsza osłona gazowa, zanieczyszczenia w spoinie i zwykłe zmęczenie. Ja zawsze zaczynam od podstaw: czy mam dobrą osłonę twarzy, czy ręce są chronione, czy materiał jest suchy i odtłuszczony, oraz czy w pobliżu nie leżą rzeczy, które nie powinny widzieć iskier.
- Przyłbica ma chronić oczy i twarz przed promieniowaniem łuku oraz odpryskami.
- Rękawice spawalnicze powinny być skórzane, dobrze dopasowane i odporne na ciepło.
- Odzież trudnopalna ogranicza ryzyko poparzeń od iskier i stopionego metalu.
- Buty z zakrytymi palcami i stabilną podeszwą są obowiązkowe, nie opcjonalne.
- Wentylacja lub odciąg miejscowy są konieczne, zwłaszcza przy pracy w pomieszczeniu.
- Gaśnica i porządek wokół stanowiska oszczędzają nerwów, kiedy coś zaczyna się tlić.
Współczesny warsztat często kusi wygodą, ale z dymami spawalniczymi nie ma żartów. Zwykłe uchylenie okna zwykle nie wystarcza, a przeciąg może wręcz pogorszyć osłonę gazową przy MIG/MAG i TIG. Lepiej myśleć o kontrolowanym odciągu niż o „przewietrzeniu po pracy”. Zwracam też uwagę na rzeczy pozornie drugorzędne: ocynk, farba, olej i rdza potrafią zrujnować spoinę i jednocześnie podnieść ryzyko dla zdrowia.
Przygotowanie materiału i ustawienia, które robią największą różnicę
Większość dobrych spoin przegrywa nie na łuku, tylko przed jego zajarzeniem. Jeśli krawędzie są brudne, spocone od oleju albo pokryte farbą, żaden „czar” parametrów nie uratuje efektu. Dlatego ja przed każdą próbą sprawdzam trzy rzeczy: czystość, dopasowanie elementów i powtarzalność ustawień. To nudne tylko z pozoru. W praktyce właśnie te trzy kroki odróżniają warsztat od improwizacji.
Czysta krawędź to nie detal
Powierzchnia powinna być wolna od rdzy, zgorzeliny, lakieru, tłuszczu i wilgoci. Przy spawaniu stali czarnej wystarczy zwykle szczotka druciana, szlifierka lub tarcza z włókniny, ale przy bardziej wymagających materiałach trzeba zrobić więcej niż szybkie „przejechanie” po wierzchu. Jeśli elementy mają być dobrze zlane, muszą do siebie pasować mechanicznie, zanim dostaną ciepło.
Ustawienia, od których warto zacząć
Przy MIG/MAG pilnuj przede wszystkim stabilnego posuwu drutu i osłony gazowej. Zbyt długi wysięg, zbyt mały przepływ albo przeciąg wokół stanowiska szybko pokazują się jako rozpryski i porowatość. Przy TIG kluczowe są krótki łuk, spokojna ręka i kontrola dodatku spoiwa. Przy MMA długość łuku zwykle utrzymuje się mniej więcej na poziomie średnicy elektrody, a tempo prowadzenia musi być równe. Nie szukam tu „magicznych” wartości, tylko powtarzalności.Dobry nawyk: po każdej zmianie jednego parametru zrób krótką próbkę. Zmieniaj tylko jedną rzecz naraz. Jeśli jednocześnie kręcisz prądem, prędkością i odległością palnika, potem nie wiesz, co faktycznie zadziałało.
Przeczytaj również: Spawanie jodełką - układanie spoin bez błędów? Poradnik
Próbka testowa oszczędza materiał i czas
Zanim zaczniesz właściwy element, zrób kilka ściegów na odpadzie o tej samej grubości. To prosta metoda, ale bardzo skuteczna. Od razu widzisz, czy spoina jest za wysoka, za płaska, zbyt gorąca albo niedogrzana. Właśnie na takich próbkach najłatwiej nauczyć się prowadzenia ręki bez presji, że każdy błąd zniszczy gotowy detal.
Najczęstsze błędy początkujących i jak je rozpoznać
W mojej ocenie początkujący zbyt często oceniają spoinę po tym, czy wygląda „ładnie z wierzchu”. To pułapka. Estetyka jest ważna, ale dopiero jako drugi krok. Najpierw trzeba sprawdzić, czy spoina naprawdę wiąże materiał, czy tylko przykrywa problem cienką warstwą metalu.
| Objaw | Najczęstsza przyczyna | Co zmienić |
|---|---|---|
| Porowata spoina | Brudny materiał, wilgoć, zły przepływ gazu, przeciąg | Oczyścić krawędzie, osuszyć element, skontrolować osłonę gazową i ograniczyć ruch powietrza. |
| Podcięcia przy krawędzi | Za dużo ciepła, zbyt wolne prowadzenie, zły kąt palnika | Zmniejszyć energię, przyspieszyć ruch i ustawić uchwyt bardziej stabilnie. |
| Brak wtopienia | Za mało energii, zbyt szybki przejazd, nieprzygotowane krawędzie | Delikatnie podnieść parametry i dać jeziorku czas, by „złapało” materiał bazowy. |
| Duże odpryski | Niestabilny łuk, źle dobrany gaz, błędny posuw drutu | Sprawdzić ustawienia, gaz i biegunowość oraz skrócić niespójne ruchy ręki. |
| Żużel w spoinie | Brak dokładnego czyszczenia po przebiegu, zły kąt, zbyt szybka praca | Usunąć żużel między przejściami i prowadzić elektrodę spokojniej. |
Jeśli spoina ma ładny kolor, ale po bliższym obejrzeniu widać osiadanie, nierówne krawędzie albo szczeliny, problem zwykle nie leży w farbie na powierzchni, tylko w cieple i wtopieniu. To ważne rozróżnienie, bo początkujący często poprawiają wygląd, kiedy tak naprawdę trzeba poprawić technikę prowadzenia. Dla mnie najcenniejsza jest prosta zasada: najpierw stabilność, potem estetyka.
Kiedy spawanie ustępuje miejsca lutowaniu
Nie każda metalowa naprawa musi kończyć się spawarką. Czasem rozsądniej jest użyć lutowania miękkiego albo twardego, szczególnie gdy zależy ci na mniejszym nagrzaniu całego elementu, mniejszym odkształceniu albo łączeniu materiałów, które źle znoszą pełne topienie. To właśnie tutaj spawanie i lutowanie przestają być konkurentami, a stają się dwoma różnymi narzędziami do różnych zadań.
| Technika | Temperatura pracy | Czy topi materiał bazowy | Typowe zastosowania | Największa zaleta |
|---|---|---|---|---|
| Lutowanie miękkie | Do 450°C | Nie | Elektronika, lekkie połączenia, drobne naprawy instalacyjne | Małe nagrzanie i prostota wykonania |
| Lutowanie twarde | Powyżej 450°C | Nie | Miedź, mosiądz, niektóre połączenia stalowe, chłodnictwo, instalacje | Wyższa wytrzymałość niż lutowanie miękkie przy mniejszym odkształceniu niż przy spawaniu |
| Spawanie | Zależna od procesu, materiał bazowy się topi | Tak | Konstrukcje, ramy, elementy nośne, naprawy wymagające dużej wytrzymałości | Najmocniejsze połączenie w pracy konstrukcyjnej |
W praktyce lutowanie twarde ma sens tam, gdzie nie chcesz przetopić całego połączenia, a nadal potrzebujesz solidnego efektu. Sprawdza się przy rurkach, miedzi, niektórych detalach z mosiądzu i tam, gdzie ważna jest kontrola ciepła. Po lutowaniu trzeba też pamiętać o usunięciu resztek topnika, bo potrafią być korozyjne. Jeśli natomiast mówimy o konstrukcji nośnej albo grubszych elementach stalowych, lutowanie nie zastąpi porządnego spawania.
Jak ćwiczyć, żeby spoiny poprawiały się z tygodnia na tydzień
Najlepszy postęp robi się nie przez przypadkowe „przypalanie” kolejnych kawałków metalu, tylko przez powtarzalny trening. Ja polecam prosty rytm: jedna sesja, jeden materiał, jeden problem do poprawy. Dzięki temu wiesz, czy poprawiasz rzeczywiście technikę, czy tylko zmieniasz ustawienia w ciemno. To też dobry sposób, żeby nie zniechęcić się po pierwszym dniu.
- Zacznij od krótkich ściegów na płaskiej próbce tej samej stali i grubości.
- Ćwicz utrzymanie równej prędkości i stałego kąta uchwytu, zamiast od razu robić długie spoiny.
- Przejdź do prostych złączy pachwinowych, bo szybciej pokażą problem z wtopieniem i prowadzeniem.
- Zapisuj parametry po każdej próbie: proces, grubość materiału, ustawienia, gaz, rodzaj drutu lub elektrody.
- Oglądaj spoinę po ostygnięciu i sprawdzaj, czy nie ma porów, podtopień, pęknięć albo żużla.
Dobrym nawykiem jest też robienie zdjęć kolejnych prób. To brzmi banalnie, ale po kilku dniach widać wyraźnie, co naprawdę się poprawia. Czasem różnica nie polega na tym, że spoina jest idealna, tylko że po prostu staje się przewidywalna. A przewidywalność w spawaniu ma większą wartość niż przypadkowy jeden „ładny strzał”.
Co zapamiętać przed następną próbą na warsztacie
Jeśli miałbym zostawić po sobie tylko kilka praktycznych wskazówek, postawiłbym na te, które dają najszybszy efekt: czysty materiał, powtarzalne ustawienia, dobrze przygotowane stanowisko i cierpliwa obserwacja spoiny po wykonaniu. W spawalnictwie naprawdę rzadko wygrywa ten, kto robi wszystko szybciej. Znacznie częściej wygrywa ten, kto umie powtórzyć dobry rezultat bez zgadywania.
- Nie zaczynaj od najtrudniejszego materiału, jeśli chcesz zbudować pewną rękę.
- Nie lekceważ dymu i wentylacji, nawet przy krótkich pracach.
- Nie oceniaj spoiny tylko po wyglądzie z wierzchu.
- Nie zmieniaj kilku parametrów naraz, bo tracisz kontrolę nad efektem.
- Gdy materiał ma się nie topić albo nie może mocno się odkształcić, rozważ lutowanie twarde zamiast pełnego spawania.
Najlepszy postęp przychodzi wtedy, gdy traktujesz spawanie jak zestaw prostych, powtarzalnych nawyków, a nie jednorazowy test odwagi. Jeśli utrzymasz porządek w stanowisku, będziesz zapisywać ustawienia i analizować własne błędy bez pośpiechu, spoiny zaczną wyglądać i pracować wyraźnie lepiej.