Spawanie MIG to jedna z najbardziej praktycznych metod łączenia metali w warsztacie, przy remontach i w lekkiej produkcji. Daje dobrą wydajność, a przy poprawnym doborze gazu, drutu i ustawień pozwala uzyskać czystą spoinę bez nadmiernego szlifowania. W tym tekście rozkładam proces na części: od zasady działania, przez dobór materiałów, po typowe błędy, lutospawanie i BHP.
Najważniejsze rzeczy o metodzie MIG i MAG w jednym miejscu
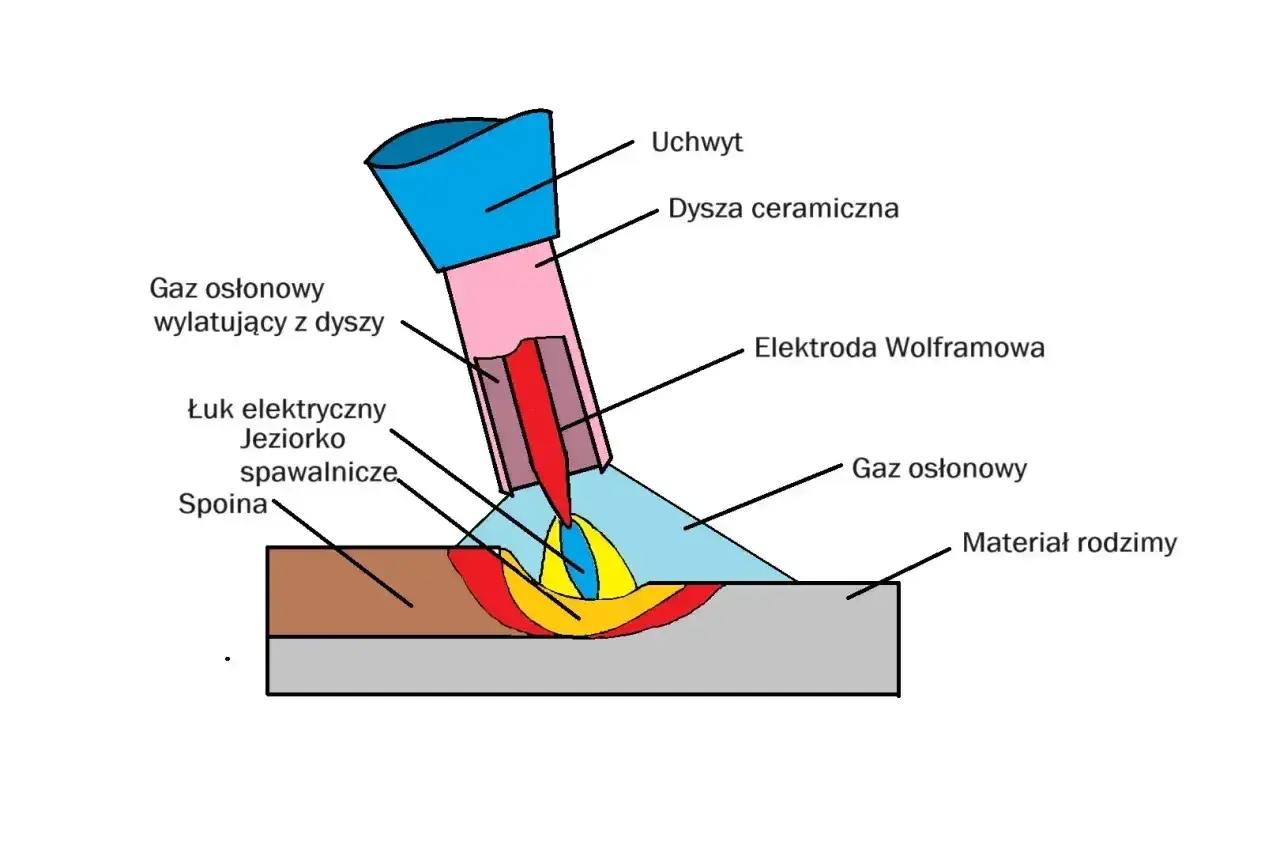
- W tej metodzie drut podawany jest ciągle, a łuk chroni gaz osłonowy.
- MIG oznacza gazy obojętne, MAG aktywne; w praktyce w Polsce oba warianty często wrzuca się do jednego worka jako „migomat”.
- Do stali zwykle wybiera się MAG, do aluminium MIG.
- Najważniejsze ustawienia to napięcie, posuw drutu, wysięg i czystość materiału.
- Przy cienkich blachach i ocynku często lepsze jest lutospawanie niż agresywny przetop.
- Osłona gazowa nie zastępuje wentylacji ani podstawowego BHP.
Na czym polega proces i skąd bierze się różnica między MIG a MAG
Najprościej mówiąc, chodzi o spawanie łukowe z drutem podawanym w sposób ciągły i z osłoną gazową, która odcina jeziorko spawalnicze od powietrza. W praktyce to rozwiązanie jest bardzo szybkie i dobrze nadaje się do pracy ręcznej, półautomatycznej, a nawet zrobotyzowanej. Właśnie dlatego tak często spotyka się je w warsztatach, na produkcji i przy naprawach konstrukcji stalowych.
Techniczna różnica jest jednak ważna. W MIG osłoną są gazy obojętne, najczęściej argon lub hel, a w MAG gazy aktywne, zwykle mieszanki argonu z CO2 albo samo CO2. To właśnie dobór gazu decyduje o tym, czy metoda lepiej pasuje do aluminium, czy do stali, oraz jak zachowuje się łuk, przetop i ilość odprysków.
Ja patrzę na tę metodę bardzo praktycznie: jeśli zależy Ci na tempie pracy i rozsądnej czystości spoiny, to jest jeden z najbardziej uniwersalnych wyborów do warsztatu. Trzeba tylko zaakceptować jej ograniczenie - osłona gazowa źle znosi przeciąg, więc na otwartym stanowisku łatwiej o porowatość. To prowadzi prosto do samego przebiegu procesu.
Jak przebiega proces krok po kroku
W całym układzie najważniejsze są trzy elementy: źródło prądu, podajnik drutu i osłona gazowa. Drut pełni rolę elektrody topliwej i materiału dodatkowego, więc nie trzeba osobno podawać spoiwa ręcznie. To właśnie odróżnia ten proces od bardziej „manualnych” metod.
- Przygotowuję materiał - usuwam farbę, rdzę, tłuszcz i luźny cynk tam, gdzie to możliwe. Na brudnej powierzchni nawet dobry parametr nie pomoże.
- Ustawiam masę i gaz - sprawdzam, czy przewód masowy ma dobry kontakt, a gaz dochodzi do uchwytu bez nieszczelności.
- Zajarzam łuk - w momencie krótkiego kontaktu drutu z materiałem powstaje łuk spawalniczy, który topi drut i krawędzie złącza.
- Prowadzę uchwyt równym ruchem - bez szarpania i bez zbyt długiego zatrzymywania się w jednym miejscu.
- Kontroluję jeziorko spawalnicze - ono pokazuje więcej niż sam dźwięk urządzenia. Jeśli „pływa” zbyt mocno, zwykle jest za dużo ciepła albo za wolny przesuw.
Przy cienkich blachach najlepiej sprawdza się łuk zwarciowy, bo daje mniejsze jeziorko i niższy dopływ ciepła. Przy grubszych elementach wchodzi w grę łuk natryskowy lub wariant pulsujący, który łatwiej trzyma wydajność i głębsze wtopienie. Od tego momentu naturalnie przechodzę do najważniejszego wyboru: czym spawać i jakim gazem.
Jak dobrać drut, gaz i materiał do zadania
W praktyce nie zaczynam od urządzenia, tylko od materiału. Inaczej ustawia się cienką blachę samochodową, inaczej profil konstrukcyjny, a jeszcze inaczej aluminium. Dobrze dobrany drut i gaz robią większą różnicę niż markowy panel na froncie spawarki.
| Materiał | Najczęściej sensowny drut | Gaz osłonowy | Co to daje w praktyce |
|---|---|---|---|
| Stal konstrukcyjna | Drut stalowy 0,8-1,0 mm | Mieszanka argonu z CO2, czasem CO2 | Dobry kompromis między kosztem, przetopem i ilością odprysków |
| Stal nierdzewna | Drut nierdzewny 0,8-1,0 mm | Mieszanka na bazie argonu | Stabilny łuk i mniejsze ryzyko przebarwień |
| Aluminium | Drut aluminiowy 1,0-1,2 mm | Argon | Czysta osłona i dobra płynność jeziorka |
| Blacha ocynkowana | Drut CuSi3 przy lutospawaniu | Argon lub mieszanka dedykowana | Mniej uszkodzony cynk i mniejsze odkształcenia |
Jeśli mam pod ręką tylko jeden „uniwersalny” zestaw do nauki, zwykle zaczynam od drutu 0,8 mm i mieszanki argonowo-CO2 do stali. To rozsądny punkt startowy, bo łatwiej ocenić, czy problem leży w parametrach, czy w samej technice prowadzenia uchwytu. Gdy materiał jest cieńszy, bardzo szybko wychodzi na jaw, że trzeba przejść do dokładniejszego strojenia parametrów.
Jak ustawić parametry, żeby spoina była równa
Dwa pokrętła robią najwięcej roboty: napięcie i posuw drutu. Reszta to dopasowanie ich do grubości materiału, pozycji spawania i gazu. Na urządzeniach z czytelną tabelą ustawiam parametry bazowe według grubości materiału, a potem koryguję je krótką próbą na odpadzie. To oszczędza czas i materiał.
Najczęściej pilnuję czterech rzeczy: krótkiego i stałego wysięgu drutu, stabilnej prędkości prowadzenia, niewielkiego kąta uchwytu oraz czystej osłony gazowej. Przy cienkim drucie dobrze działa wysięg rzędu około 10-13 mm; dłuższy zwykle pogarsza osłonę i zmniejsza wtopienie. Z kolei zbyt szybkie prowadzenie daje wąski, zimny ścieg, a zbyt wolne - przegrzanie i przepalenia.
| Objaw na spoinie | Najczęstsza przyczyna | Co zmienić najpierw |
|---|---|---|
| Dużo odprysków | Za agresywny łuk, za dużo CO2 albo zbyt długi łuk | Skoryguj napięcie, skróć wysięg, sprawdź skład gazu |
| Porowatość | Brudny materiał, przeciąg, nieszczelna osłona gazowa | Oczyść detal, osłoń stanowisko, sprawdź dyszę i przewody |
| Przepalenie cienkiej blachy | Za duży dopływ ciepła | Obniż napięcie, zwiększ prędkość przesuwu, pracuj krótszymi odcinkami |
| Spoina wygląda na „doklejoną” | Za małe wtopienie lub za szybki ruch | Nieco podnieś energię łuku i zwolnij prowadzenie |
W praktyce najbardziej zdradliwy jest moment, w którym spawarka „brzmi dobrze”, ale spoina nadal wygląda przeciętnie. To zwykle znak, że technika ręki jeszcze nie nadąża za ustawieniami. I właśnie wtedy wychodzą typowe błędy, które opisuję dalej, bo często są banalne, ale kosztują najwięcej czasu.
Najczęstsze błędy początkujących, które psują efekt
Najczęściej problem nie leży w samym urządzeniu, tylko w przygotowaniu stanowiska i nawykach. Gdybym miał wskazać pięć rzeczy, które najczęściej psują pierwsze spoiny, wyglądałoby to tak:
- Spawanie brudnego materiału - farba, olej, rdza i tlenki robią więcej szkody niż zła marka drutu.
- Praca na przeciągu - osłona gazowa zostaje „rozdmuchana”, a porowatość pojawia się nawet przy poprawnych parametrach.
- Za długi wysięg drutu - łuk staje się mniej stabilny, a osłona gazowa traci skuteczność.
- Zbyt nerwowe prowadzenie uchwytu - skacząca ręka daje nierówny ścieg i trudniejsze wtopienie.
- Jedna nastawa do wszystkiego - innej energii wymaga cienka blacha, a innej profil o większej grubości.
Do tego dochodzi jeszcze jedno nieporozumienie, które widzę często: wielu początkujących próbuje „naprawić” zły ścieg samym szlifowaniem. To działa tylko pozornie. Jeśli spoina jest porowata albo przegrzana, lepiej poprawić przyczynę niż maskować skutek. Z tej samej logiki wynika bezpieczeństwo pracy, które w spawaniu nie jest dodatkiem, tylko warunkiem sensownego efektu.
BHP przy pracy z migomatem
Tu nie ma miejsca na skróty. Łuk spawalniczy emituje intensywne promieniowanie UV, odpryski są gorące, a dymy i gazy spawalnicze wymagają sprawnej wentylacji. W praktyce oznacza to, że bez przyłbicy, rękawic, odzieży trudnopalnej i porządnej ochrony skóry nie warto zaczynać nawet krótkiej pracy.
- Zakładaj pełną ochronę oczu i twarzy - przyłbica ma chronić nie tylko przed światłem łuku, ale też przed odpryskami.
- Zapewnij wentylację - odciąg miejscowy najlepiej ustawić blisko źródła dymu, bo sam przewiew w hali bywa niewystarczający.
- Trzymaj stanowisko z dala od palnych materiałów - iskry potrafią polecieć dalej, niż się wydaje.
- Kontroluj przewody i masę - uszkodzona izolacja, luźne złącza albo słaby kontakt masy szybko przekładają się na jakość i bezpieczeństwo.
- Nie lekceważ zamkniętych przestrzeni - w zbiornikach, wnękach i słabo wentylowanych miejscach ryzyko rośnie natychmiast.
Najważniejsza zasada jest prosta: osłona gazowa chroni jeziorko spawalnicze, ale nie chroni człowieka przed dymem ani promieniowaniem. Dlatego dobry ścieg i bezpieczne stanowisko muszą iść razem. A jeśli materiał jest cienki albo ocynkowany, czasem rozsądniej jest wybrać łagodniejszy sposób łączenia.
Kiedy lepsze jest lutospawanie niż mocne przetopienie
Przy cienkich, ocynkowanych blachach bardzo często lepszy wynik daje lutospawanie niż klasyczne spawanie z dużym przetopem. W takim procesie topi się głównie spoiwo, a nie materiał podstawowy, więc łatwiej ograniczyć odkształcenia i uszkodzenie powłoki cynkowej. To dlatego rozwiązanie to tak dobrze pasuje do napraw karoseryjnych i delikatnych elementów.
To nie jest to samo co lutowanie miękkie. Temperatura i technika są inne, a spoiwo, na przykład CuSi3, dobiera się tak, by uzyskać dobrą zwilżalność i możliwie niski dopływ ciepła. W praktyce liczy się tu estetyka, szczelność i zachowanie powierzchni, a nie maksymalny przetop.
| Cecha | Spawanie MIG/MAG | Lutospawanie |
|---|---|---|
| Topienie materiału podstawowego | Tak | Najczęściej nie |
| Dopływ ciepła | Wyższy | Niższy |
| Ryzyko odkształceń | Większe | Mniejsze |
| Blachy ocynkowane | Trudniejsze | Zwykle lepszy wybór |
| Konstrukcje nośne | Tak, gdy potrzebny jest przetop | Rzadziej |
Jeśli więc celem jest mocna konstrukcja, stawiam na klasyczne spawanie. Jeśli jednak pracuję na cienkiej karoserii, osłabionej termicznie krawędzi albo detalu, który ma zachować powierzchnię, lutospawanie bywa po prostu rozsądniejsze. To dobry moment, żeby zebrać całość w praktyczny sposób i zostawić czytelnika z jasnym punktem startu.
Od czego zacząć, żeby pierwszy etap nauki był naprawdę użyteczny
Gdybym miał zbudować prosty plan nauki od zera, postawiłbym na trzy rzeczy: czysty odpad materiału, stabilne ustawienie urządzenia i krótkie, powtarzalne próby. Dopiero potem dokładałbym kolejne elementy, takie jak pozycje wymuszone czy bardziej wymagające spoiny.
- Zacznij od stali o znanej grubości, najlepiej 2-3 mm, zamiast od przypadkowych resztek z warsztatu.
- Pracuj na krótkich odcinkach i zapisuj, co zmieniasz: napięcie, posuw drutu, wysięg, gaz.
- Nie oceniaj spoiny tylko po wyglądzie z góry - sprawdź wtopienie i równomierność po przekroju próbki.
- Jeśli coś idzie źle, zmieniaj jedną rzecz naraz. Inaczej nie będziesz wiedzieć, co faktycznie pomogło.
Tak właśnie traktuję tę metodę w praktyce: nie jako „szybkie spawanie”, ale jako proces, który nagradza porządek, cierpliwość i rozsądny dobór materiałów. Kiedy te podstawy są pod kontrolą, MIG/MAG przestaje być techniką do poprawiania błędów, a staje się narzędziem do sprawnej, przewidywalnej pracy w warsztacie.