
Poprawny płomień przy pracy na propanie i butanie jest zwykle niebieski, zwarty i stabilny, bez sadzy na końcówce metalu. W praktyce to ważny sygnał, bo od razu mówi, czy palnik pracuje czysto, bezpiecznie i z odpowiednią ilością powietrza. Jeśli zastanawiasz się, jaki powinien być kolor płomienia gazu propan-butan, odpowiedź ma znaczenie nie tylko dla jakości lutowania, ale też dla BHP i trwałości sprzętu.
Najkrótsza odpowiedź o prawidłowym płomieniu
- Dobry płomień jest niebieski, stabilny i nie kopci.
- Żółty albo pomarańczowy kolor zwykle oznacza zbyt mało powietrza, zabrudzoną dyszę albo złą regulację.
- W lutowaniu i podgrzewaniu liczy się nie tylko barwa, ale też kształt płomienia i obecność sadzy.
- Przy układach tlenowych najczęściej szuka się płomienia neutralnego z wyraźnym, ostrym stożkiem.
- Jeśli płomień robi się niestabilny, przerwij pracę i sprawdź palnik zamiast „dokręcać na wyczucie”.
Jak wygląda prawidłowy płomień propan-butan
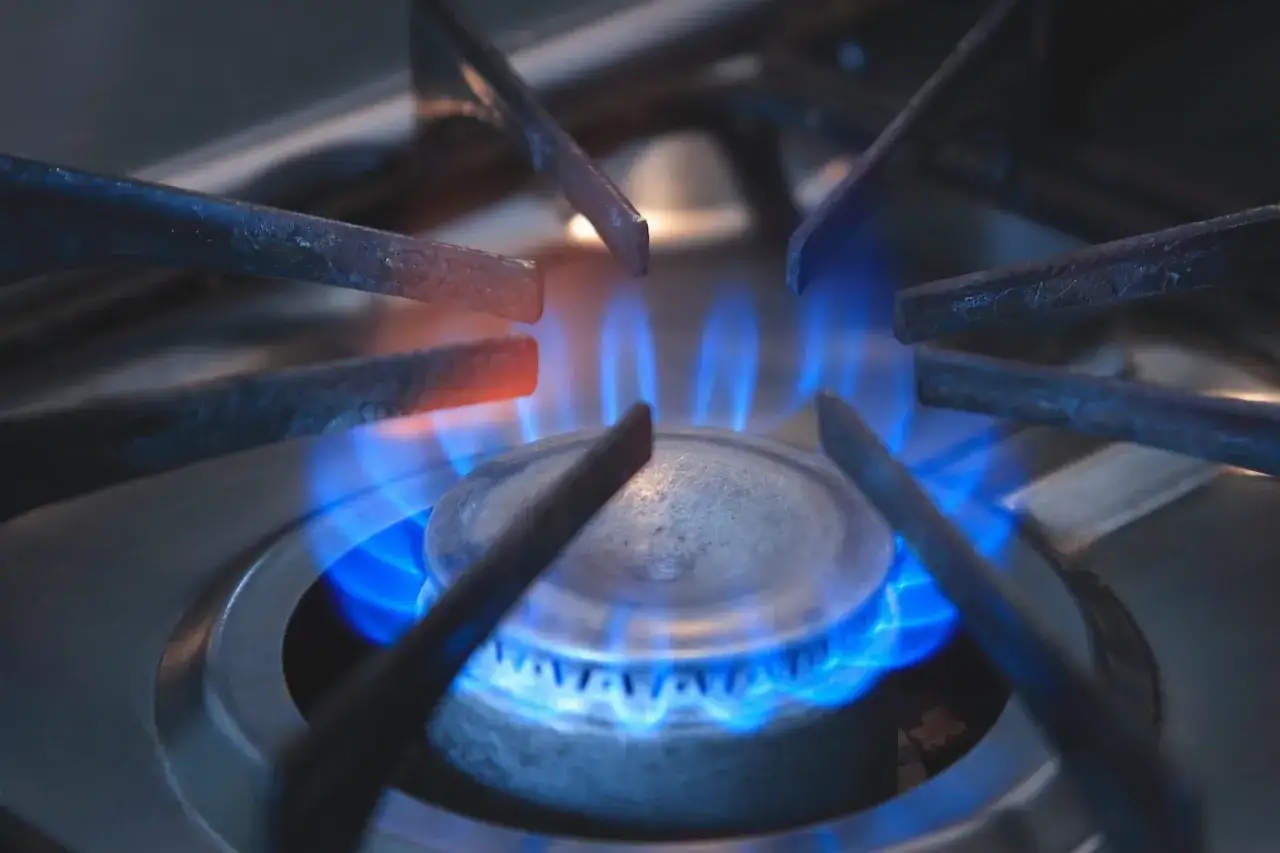
W warsztacie nie szukam „ładnego ognia”, tylko płomienia, który pracuje przewidywalnie. Prawidłowy płomień przy mieszance propan-butan ma dominujący odcień niebieski, jest zwarty, nie rozlewa się szeroko i nie zostawia czarnego osadu. Czasem widać delikatnie jaśniejszy rdzeń, ale to nadal powinien być płomień czysty, bez dymienia i bez wrażenia, że paliwo „ucieka” bokiem.
Jeśli pracujesz zwykłym palnikiem ręcznym na LPG, ten obraz może być trochę inny niż w klasycznym palniku tlenowym. Przy układzie z tlenem dąży się do płomienia neutralnego, czyli takiego, w którym paliwo i tlen są w równowadze. W materiałach Lincoln Electric do lutowania zwraca się uwagę właśnie na wyraźny, dobrze zarysowany stożek wewnętrzny, bo to najpraktyczniejszy znak, że palnik nie pracuje „za tłusto” ani „za chudo”.
Ja patrzę na trzy rzeczy jednocześnie: kolor, kształt i zachowanie przy detalu. Niebieski płomień, który trzyma formę i nie zostawia sadzy, to dobry punkt wyjścia. Gdy ten obraz jest jasny, łatwo przejść do tego, co oznaczają odchylenia w kolorze i geometrii płomienia.
Co oznacza żółty, pomarańczowy albo kopcący ogień
Żółty lub pomarańczowy płomień w palniku LPG najczęściej nie oznacza „lepszego grzania”, tylko problem ze spalaniem. Najczęstsza przyczyna to zbyt mała ilość powietrza w mieszance, ale w grę wchodzi też zabrudzona dysza, zbyt niskie ciśnienie, słaby ciąg albo praca palnika w przeciągu. W praktyce taki ogień jest mniej efektywny, bardziej brudzi materiał i potrafi zostawiać sadzę na końcówce dyszy oraz na detalu.
| Wygląd płomienia | Co zwykle oznacza | Co zrobić |
|---|---|---|
| Niebieski, zwarty, stabilny | Prawidłowe spalanie | Można pracować dalej |
| Niebieski z wyraźnym jasnym rdzeniem | Typowy obraz dobrze ustawionego palnika | Obserwować, ale zazwyczaj jest w porządku |
| Żółty lub pomarańczowy | Za mało powietrza, zabrudzenie albo zła regulacja | Sprawdzić dyszę, dopływ powietrza i ustawienia |
| Kopcący, z sadzą | Niepełne spalanie i brudzenie materiału | Przerwać pracę i skontrolować palnik |
| Odrywający się od końcówki lub „strzelający” | Zbyt agresywna regulacja albo problem z dopływem gazu | Zredukować nastawy i sprawdzić sprzęt |
Warto tu pamiętać o jednym: kolor sam w sobie nie mówi jeszcze wszystkiego. Wpływ mają także temperatura otoczenia, stan butli, typ dyszy i konstrukcja palnika. NIST opisuje, że żółty płomień wiąże się ze znacznie większym tworzeniem tlenku węgla niż płomień niebieski, więc to nie jest tylko kwestia estetyki, ale realnego ryzyka w zamkniętym pomieszczeniu. I właśnie dlatego od barwy płomienia przechodzę zawsze do jego zastosowania w konkretnej pracy.
Jak ocenić płomień przy lutowaniu i spawaniu gazowym
Przy lutowaniu i podgrzewaniu detalu nie chodzi o to, żeby płomień był największy. Chodzi o to, żeby był najbardziej kontrolowany. Do miękkiego lutowania, podgrzewania, gięcia i drobnych prac warsztatowych najczęściej wystarcza palnik LPG z niebieskim, skoncentrowanym płomieniem. Metal ma nagrzewać się równomiernie, a nie dostawać punktowy „ogień” z sadzą.
Przy lutowaniu miękkim i twardym
Przy lutowaniu miękkim płomień powinien być spokojny i skupiony, bo łatwo przegrzać cynę albo lokalnie przypalić topnik. Przy lutowaniu twardym, zwłaszcza w układzie tlenowym, płomień neutralny jest punktem odniesienia: ma wyraźny rdzeń, nie daje nadmiaru sadzy i nie utlenia materiału bardziej, niż trzeba. To właśnie dlatego w materiałach szkoleniowych Lincoln Electric dla większości prac lutowniczych zaleca się płomień neutralny albo lekko redukujący, a nie utleniający.
Przeczytaj również: Spawanie TIG - Królewska metoda? Jak zacząć i co wybrać
Przy prostych pracach grzewczych
Jeśli używasz palnika do podgrzania śruby, odpuszczenia, lekkiego prostowania albo rozgrzania miejsca przed demontażem, patrz na to, czy płomień nie „pływa” i nie brudzi powierzchni. Długi, żółtawy ogień bywa pozornie efektowny, ale zwykle daje gorszą kontrolę nad ciepłem. Z mojej perspektywy lepiej mieć płomień trochę mniejszy, ale stabilny, niż walczyć z dużym ogniskiem, które przegrzewa krawędzie i zostawia czarny nalot.
Gdy wiesz już, jak płomień powinien wyglądać w praktyce, kolejnym krokiem jest znalezienie przyczyny, jeśli zaczyna odbiegać od normy.
Najczęstsze przyczyny złego koloru i jak je skorygować
W większości przypadków problem nie leży w samym gazie, tylko w palniku lub jego ustawieniu. Zanim uznasz, że „butla jest słaba”, sprawdź kilka rzeczy po kolei. To prostsze, tańsze i zwykle szybsze niż wymiana wszystkiego po omacku.
- Zabrudzona dysza - ogranicza prawidłowe mieszanie gazu z powietrzem i często powoduje żółty lub kopcący płomień.
- Za mało powietrza - palnik dostaje zbyt bogatą mieszankę, więc spalanie staje się niepełne.
- Nieprawidłowe ciśnienie - zbyt niskie albo zbyt wysokie potrafi rozbić stabilny płomień.
- Przeciąg - rozciąga płomień, odrywa go od końcówki i utrudnia kontrolę nad ciepłem.
- Chłód i słabe odparowanie - w mieszankach z większym udziałem butanu szczególnie zimą płomień bywa mniej stabilny.
Najpierw czyszczę końcówkę i sprawdzam, czy otwory powietrzne nie są przytkane. Potem reguluję dopływ gazu i powietrza, zamiast od razu zwiększać płomień do maksimum. Jeśli palnik ma wymienną dyszę, porównuję pracę z inną, sprawną końcówką, bo to często szybciej ujawnia winowajcę niż długa diagnostyka. Gdy płomień po korekcie wraca do niebieskiej, zwartej formy, zwykle problem jest rozwiązany u źródła, a nie tylko „przykryty” większym grzaniem.
To prowadzi wprost do kwestii bezpieczeństwa, bo zły kolor płomienia bardzo często idzie w parze z gorszym spalaniem i większym ryzykiem w warsztacie.
Na co zwrócić uwagę, żeby nie przegrzać detalu i nie wytwarzać czadu
Przy pracy na propanie i butanie nie ignoruję żadnego płomienia, który zaczyna kopcić, śmierdzić spalaniem albo zostawiać osad. Niepełne spalanie oznacza nie tylko gorszą jakość pracy, ale też możliwość powstawania tlenku węgla. W praktyce to jeden z tych błędów, które łatwo zbagatelizować, bo „palnik przecież działa”, a właśnie wtedy robi się najgorzej.
Dlatego trzymam się kilku prostych zasad:
- pracuję w dobrej wentylacji albo przy odciągu,
- nie używam palnika w zamkniętym, słabo przewietrzonym pomieszczeniu bez kontroli atmosfery,
- trzymam materiał palny z dala od strefy grzania,
- zakładam okulary i rękawice, jeśli praca tego wymaga,
- nie zostawiam palnika z niestabilnym płomieniem „na chwilę”,
- w warsztacie z regularnym grzaniem rozważam czujnik CO, zwłaszcza tam, gdzie pracuje się długo.
W praktyce najbezpieczniej traktuję żółty lub kopcący płomień jak sygnał alarmowy, a nie drobną wadę estetyczną. Jeśli kształt płomienia jest zły, temperatura nie rozkłada się równo, a materiał zaczyna się brudzić lub przegrzewać, przerwa i regulacja są rozsądniejsze niż dalsza praca „bo jeszcze tylko ten jeden detal”.
Co zapamiętać przed kolejnym nagrzewaniem metalu
Najważniejsza zasada jest prosta: dobry płomień propan-butan ma być niebieski, stabilny i czysty. Jeżeli robi się żółty, pomarańczowy, kopcący albo zaczyna odrywać się od palnika, to znak, że trzeba poprawić mieszankę, wyczyścić sprzęt albo skontrolować ciśnienie. W lutowaniu i spawaniu gazowym kolor płomienia jest jednym z najszybszych wskaźników, czy pracujesz prawidłowo.
Gdy chcę szybko ocenić sytuację, patrzę na trzy rzeczy: czy płomień jest niebieski, czy ma zwartą formę i czy nie zostawia sadzy. Jeśli wszystkie trzy odpowiedzi są twierdzące, zwykle można pracować dalej. Jeśli nie, nie kombinuję przy samym detalu, tylko wracam do palnika. To oszczędza gaz, czas i nerwy, a przy okazji daje dużo pewniejszy efekt końcowy.
W praktyce właśnie tak odpowiadam na pytanie, jaki powinien być kolor płomienia gazu propan-butan: nie ma w nim miejsca na żółte kopcenie i przypadkowy ogień. Ma być spokojny, niebieski i kontrolowany, bo tylko taki płomień daje sensowną jakość pracy i nie dokłada niepotrzebnego ryzyka.