Spawanie metodą MIG/MAG łączy wysoką wydajność z dość prostą obsługą, dlatego tak często trafia do warsztatów, produkcji i napraw. W praktyce największą różnicę robi nie sama spawarka, ale dobór gazu, drutu, biegunowości i tempa prowadzenia uchwytu. Poniżej rozkładam temat na części: od zasady działania, przez ustawienia i błędy, aż po zasady BHP, które naprawdę wpływają na wynik.
Najważniejsze fakty o metodzie MIG/MAG
- MIG wykorzystuje gazy obojętne, a MAG gazy aktywne, więc różnica nie dotyczy samej spawarki, tylko osłony łuku.
- Drut jest podawany ciągle z podajnika, a łuk topi jednocześnie spoiwo i krawędzie materiału.
- Do stali najczęściej wybiera się MAG, a do aluminium i innych metali nieżelaznych MIG.
- Dobry punkt startowy dla gazu to zwykle 10–12 l/min, a praktyczna reguła brzmi: około 10 litrów na minutę na 1 mm średnicy drutu.
- Najczęściej spotykane średnice drutu litego to 0,8 mm, 1,0 mm, 1,2 mm i 1,6 mm.
- Czyste krawędzie i stabilny uchwyt zwykle dają większą poprawę niż samo „dokręcanie mocy”.
Na czym polega metoda i gdzie sprawdza się najlepiej
To spawanie łukowe elektrodą topliwą w osłonie gazu ochronnego. Drut z kręgu jest podawany automatycznie przez podajnik, a łuk jarzy się między końcem drutu a materiałem. W oznaczeniach procesów najczęściej spotkasz numery 131 dla MIG i 135 dla MAG. W praktyce oznacza to metodę półautomatyczną: spawacz prowadzi uchwyt, a maszyna robi resztę związanej z podawaniem spoiwa.
Ten proces szczególnie dobrze sprawdza się tam, gdzie liczy się tempo pracy i powtarzalność. Widzę go najczęściej w warsztatach ślusarskich, przy konstrukcjach stalowych, naprawach karoserii, ogrodzeniach, ramach, zbiornikach i produkcji seryjnej. Można nim pracować ręcznie, zmechanizowanie albo w pełni zrobotyzowanie, więc łatwo dopasować go do małej pracowni i dużej hali.
Nie jest to jednak metoda „na wszystko”. Jeśli materiał jest mocno zabrudzony, stanowisko stoi w przeciągu albo zależy ci na bardzo precyzyjnej, estetycznej spoinie przy małym wprowadzeniu ciepła, czasem lepiej sprawdzi się TIG albo nawet lutowanie twarde. Ja zwykle patrzę na trzy rzeczy: grubość materiału, wymagane tempo pracy i to, ile ciepła można bezpiecznie wprowadzić. To od razu zawęża wybór. Dalej warto już zobaczyć, co dzieje się w samym łuku.
Jak działa łuk, drut i gaz osłonowy
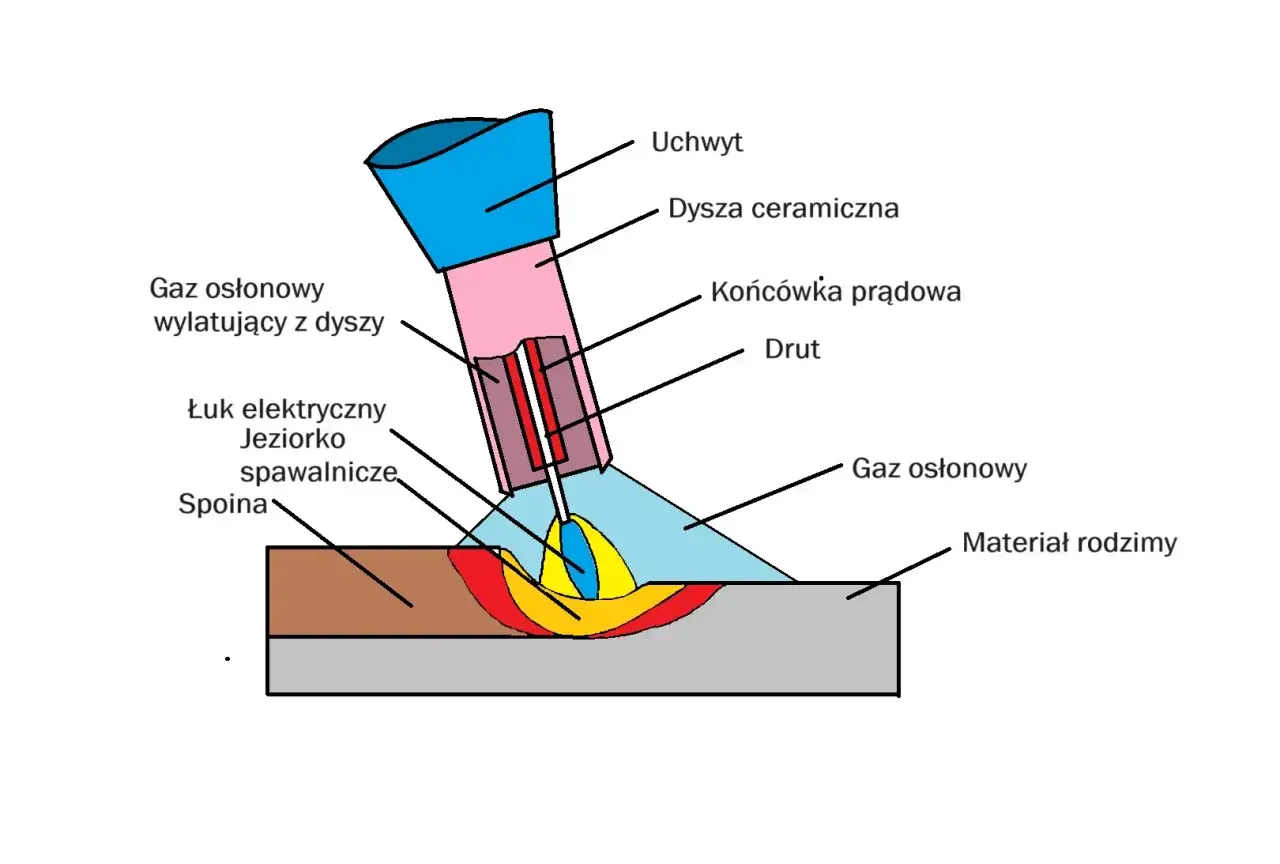
W tej metodzie wszystko opiera się na równowadze między trzema elementami: drutem, łukiem i gazem. Drut pełni jednocześnie rolę elektrody i materiału dodatkowego. Łuk stapia końcówkę drutu oraz fragment materiału rodzimego, a gaz osłonowy odcina jeziorko spawalnicze od powietrza. Bez tej osłony stopiony metal szybko utleniałby się i chłonął zanieczyszczenia, co od razu odbiłoby się na jakości spoiny.
Jeżeli osłona działa prawidłowo, łuk jest spokojniejszy, spoiny mają mniej porów, a odprysków jest wyraźnie mniej. Gdy przepływ gazu jest zbyt mały, pojawia się porowatość i niestabilność. Gdy jest zbyt duży, strumień może zacząć zasysać powietrze zamiast skutecznie chronić jeziorko. To częsty błąd: ktoś podnosi przepływ „na wszelki wypadek”, a efekt bywa gorszy niż przy ustawieniu wyjściowym.
- Drut dostarcza spoiwo i wpływa na szybkość nanoszenia materiału.
- Łuk topi końcówkę drutu i krawędzie łączonych elementów.
- Gaz zabezpiecza jeziorko przed tlenem, azotem i wilgocią z otoczenia.
- Podajnik utrzymuje stałe tempo podawania drutu, co przekłada się na stabilność procesu.
Przy cienkich blachach przydaje się tryb zwarciowy, bo pozwala pracować w niższym zakresie mocy i łatwiej kontrolować przetop. To właśnie dlatego w warsztacie samochodowym ta metoda jest tak popularna. Następny krok to już świadomy wybór między MIG a MAG oraz dobór właściwego gazu.
MIG czy MAG i jak dobrać gaz do materiału
Różnica jest prostsza, niż się zwykle wydaje: technika pozostaje bardzo podobna, ale zmienia się rodzaj gazu osłonowego. MIG opiera się na gazach obojętnych, takich jak argon czy hel, a MAG wykorzystuje gazy aktywne, najczęściej mieszaniny z dodatkiem dwutlenku węgla lub tlenu. Dla czytelnika najważniejsze jest to, że stal zwykle spawa się MAG, a aluminium i inne metale nieżelazne częściej MIG.
| Wariant | Gaz osłonowy | Typowe materiały | Co daje w praktyce | Na co uważać |
|---|---|---|---|---|
| MIG | Argon, hel, mieszanki argonowo-helowe | Aluminium i inne metale nieżelazne | Czysty łuk i dobra kontrola przy materiałach wrażliwych na utlenianie | Materiał musi być dobrze oczyszczony, a podawanie drutu stabilne |
| MAG z CO2 | Dwutlenek węgla | Stal konstrukcyjna i naprawy warsztatowe | Prosty i popularny wybór, szczególnie przy mniej wymagających pracach | Łuk bywa twardszy, a odprysków jest zwykle więcej niż przy mieszankach argonowych |
| MAG z mieszanką | Argon z CO2 albo z niewielkim dodatkiem tlenu | Stale węglowe i niskostopowe | Lepsza stabilność łuku, łatwiejsza kontrola jeziorka i zazwyczaj lepsza jakość spoiny | Trzeba dobrać skład mieszanki do materiału i pozycji spawania |
W praktyce dobór gazu robi dużą różnicę już od pierwszego ściegu. Przy stali konstrukcyjnej najczęściej zaczynam od mieszanki argonu z CO2, bo daje dobry kompromis między kontrolą łuku a wydajnością. Przy aluminium trzymam się argonu, bo tam liczy się stabilność i ochrona przed utlenianiem. Do tego dochodzi jeszcze drut: najczęstsze średnice to 0,8 mm, 1,0 mm, 1,2 mm i 1,6 mm, przy czym 0,8 mm najlepiej znosi cienkie blachy, a 1,0 mm jest bardzo uniwersalnym punktem startowym.
Jeśli chcesz zrozumieć, kiedy ta metoda naprawdę wygrywa, trzeba jeszcze uczciwie porównać ją z TIG-iem i lutowaniem twardym. To pomaga uniknąć sytuacji, w której dobiera się zbyt agresywny proces do zbyt delikatnego zadania.
Kiedy lepiej rozważyć TIG albo lutowanie twarde
Nie każda robota wymaga MIG/MAG, nawet jeśli masz do niej odpowiednią spawarkę. Ja patrzę na efekt końcowy i ilość ciepła, jaką mogę bezpiecznie wprowadzić do materiału. Jeśli priorytetem jest precyzja, estetyka i kontrola nad jeziorkiem, TIG często wygrywa. Jeśli z kolei chodzi o mniejsze odkształcenia, cieńsze ścianki albo połączenie, w którym nie potrzebujesz pełnego przetopu, rozsądne może być lutowanie twarde.
- MIG/MAG wybieram, gdy liczy się tempo, powtarzalność i wygodna praca na średnich oraz większych elementach.
- TIG ma przewagę przy cienkich materiałach, estetycznych spoinach i tam, gdzie potrzebna jest bardzo duża kontrola.
- Lutowanie twarde bywa lepsze, gdy chcesz ograniczyć temperaturę, zachować powłokę lub zmniejszyć ryzyko odkształceń.
To nie jest kwestia „lepsze albo gorsze”, tylko trafienia w warunki zadania. Jeżeli trzeba szybko spawać stalowe profile, MIG/MAG ma sens. Jeżeli masz cienki element, który łatwo przegrzać, warto zatrzymać się na moment i sprawdzić, czy nie lepiej podejdzie lutowanie albo bardziej precyzyjny proces. Z takim filtrem dużo łatwiej dobrać też ustawienia i osprzęt.
Jakie ustawienia i osprzęt robią największą różnicę
Najwięcej problemów nie wynika z „wady spawarki”, tylko z drobiazgów: złej średnicy drutu, zużytej końcówki prądowej, nieprawidłowego przepływu gazu albo zbyt dużego oddalenia uchwytu od spoiny. W praktyce lubię zaczynać od prostych punktów startowych, a dopiero potem korygować parametry pod konkretny materiał i pozycję spawania.
| Element | Dobry punkt startowy | Dlaczego to ma znaczenie |
|---|---|---|
| Średnica drutu | 0,8 mm do cienkich blach, 1,0 mm jako uniwersalny start, 1,2 mm do grubszych elementów | Wpływa na tempo nanoszenia materiału i łatwość kontroli jeziorka |
| Przepływ gazu | 10–12 l/min w spokojnym miejscu; orientacyjnie około 10 l/min na 1 mm średnicy drutu | Zbyt mało gazu daje porowatość, zbyt dużo może wywołać turbulencje |
| Biegunowość | Przy drucie litym zwykle biegun dodatni na drucie | Zła polaryzacja od razu pogarsza stabilność łuku i jakość spoiny |
| Stan końcówki i dyszy | Czyste elementy dobrane do średnicy drutu | Zabrudzenia powodują skoki podawania i większą liczbę odprysków |
Jeśli pracuję na otwartym stanowisku albo w miejscu z lekkim przeciągiem, zwykle podnoszę przepływ o 2–3 l/min, ale nie robię tego bezmyślnie. Zbyt wysoki strumień potrafi zaszkodzić bardziej niż pomóc. Dla większości zastosowań lepszy jest spokojny, równy przepływ niż „na siłę” ustawiona większa liczba. Program synergiczny może być dobrym początkiem, ale i tak sprawdzam go na odpadzie, zanim przejdę do właściwego elementu.
Gdy osprzęt i parametry są już ustawione, zostaje najważniejsze: wykonać spoinę tak, by dało się ją powtórzyć bez nerwów. Właśnie tu widać różnicę między przypadkowym „klejeniem” a normalną, warsztatową pracą.
Jak spawać krok po kroku, żeby nie walczyć ze spoiną
- Oczyść krawędzie z rdzy, farby, smaru i luźnych zanieczyszczeń. Przy aluminium odtłuść materiał szczególnie dokładnie.
- Dobierz drut i gaz do materiału, a potem sprawdź, czy biegunowość jest ustawiona poprawnie.
- Ustaw podstawowe parametry z tabeli urządzenia albo programu synergicznego, ale traktuj je jako punkt startowy, nie wyrocznię.
- Zrób próbny ścieg na odpadzie o podobnej grubości.
- Prowadź uchwyt równomiernie, bez szarpania, i pilnuj stałej odległości od jeziorka.
- Po pierwszej próbie oceń, czy problem dotyczy napięcia, posuwu drutu, prędkości prowadzenia czy osłony gazowej.
Najczęstszy błąd początkujących? Zmiana trzech rzeczy naraz. Wtedy nie wiadomo, co rzeczywiście poprawiło spoinę. Ja zawsze koryguję jedną zmienną, robię kolejny krótki test i dopiero potem przechodzę dalej. Przy grubszym materiale lepiej wykonać kilka ściegów niż próbować wymusić pełny przetop jednym przejazdem. Przy cienkim trzeba z kolei pilnować ciepła, bo przepalenie przychodzi szybciej, niż się wydaje.
Jeśli coś nadal nie gra, zwykle nie szukam winy najpierw w „mocy” urządzenia. Najpierw sprawdzam błędy, które psują efekt częściej niż sama spawarka. I to właśnie one najczęściej rozstrzygają o jakości całej pracy.
Najczęstsze błędy i jak je rozpoznać
| Objaw | Najczęstsza przyczyna | Co zrobić |
|---|---|---|
| Porowata spoina | Za mały przepływ gazu, przeciąg, brudna krawędź, zbyt duża odległość uchwytu | Popraw osłonę, oczyść materiał, ogranicz ruch powietrza wokół stanowiska |
| Nadmierne odpryski | Niepasujący gaz, zbyt agresywne parametry albo niestabilny łuk | Skoryguj mieszankę i zacznij od spokojniejszych ustawień |
| Brak wtopienia | Za szybkie prowadzenie lub zbyt mała ilość ciepła | Zmniejsz tempo ruchu uchwytu albo lekko podnieś energię łuku |
| Przepalenie cienkiej blachy | Za wysoka energia, za gruby drut, zbyt długi czas oddziaływania ciepła | Użyj cieńszego drutu, skróć ściegi i obniż dopływ ciepła |
| Nierówne podawanie drutu | Zużyta prowadnica, brudna końcówka prądowa, źle ustawiony docisk rolek | Wyczyść i sprawdź uchwyt oraz podajnik, zanim zmienisz parametry spawania |
Jeśli spoina wygląda dobrze tylko z wierzchu, a przy próbie zaczyna pękać albo odrywać się od materiału, zwykle problem leży w wtopieniu albo w zbyt szybkim prowadzeniu. To klasyczny moment, w którym warto zrobić krok w tył, wrócić do próbki i poprawić jeden parametr naraz. Taki porządek pracy oszczędza więcej czasu niż ciągłe „kręcenie pokrętłami”.
Nie można też pominąć bezpieczeństwa, bo przy tej metodzie ryzyko nie kończy się na odpryskach. W grę wchodzą promieniowanie łuku, dymy spawalnicze, gorący metal i butle z gazem, więc stanowisko trzeba przygotować z wyprzedzeniem.
Bezpieczeństwo na stanowisku spawalniczym
Przyłbica z odpowiednim filtrem, rękawice spawalnicze, odzież trudnozapalna i zakryte obuwie to absolutna podstawa. Do tego dochodzi wentylacja, bo dymy i gazy nie znikają same. Jak przypomina CIOP, spawalnia powinna mieć wentylację ogólną i miejscowe odciągi, a nie tylko „otwarte okno na szczęście”. To ma szczególne znaczenie przy dłuższej pracy, w zamkniętych pomieszczeniach oraz przy materiałach, które generują więcej zanieczyszczeń.
- Chroń wzrok i skórę przed promieniowaniem UV, iskrami i odpryskami.
- Zadbaj o wentylację albo miejscowy odciąg, zwłaszcza przy stali ocynkowanej i nierdzewnej.
- Odizoluj materiały łatwopalne od stanowiska i przewiduj drogę iskier.
- Sprawdź przewody i butle, zanim uruchomisz sprzęt.
- Nie spawaj w zamkniętych przestrzeniach bez oceny ryzyka i odpowiednich zabezpieczeń.
W praktyce bezpieczeństwo bardzo często decyduje o jakości pracy pośrednio: gdy stanowisko jest dobrze przygotowane, spawacz mniej walczy z dymem, przeciągiem i chaosem wokół siebie, więc łatwiej utrzymać stabilny uchwyt i równy ścieg. To ma prosty, ale realny wpływ na efekt końcowy. A gdy podstawy są już opanowane, zostaje ostatni nawyk, który robi dużą różnicę z dnia na dzień.
Trzy rzeczy, które najbardziej pomagają w codziennej pracy
Najbardziej cenię nie spektakularne „triki”, tylko nawyki, które powtarzają się przy każdym zleceniu. Po pierwsze, zapisuję sprawdzone ustawienia dla konkretnego materiału, grubości i średnicy drutu. Po drugie, pilnuję czystości osprzętu, bo zużyta końcówka prądowa albo zabrudzona dysza potrafią zepsuć nawet dobre parametry. Po trzecie, zawsze robię próbkę, zanim przejdę do docelowego elementu.- Notuj parametry dla najczęstszych materiałów, zamiast za każdym razem zaczynać od zera.
- Kontroluj stan końcówki, dyszy i prowadnicy drutu po każdej serii pracy.
- Utrzymuj stałe warunki osłony gazowej, bo to one często decydują o porach i odpryskach.
- Nie wprowadzaj kilku zmian naraz, jeśli chcesz naprawdę zrozumieć, co poprawiło spoinkę.
Jeśli miałbym zamknąć temat jednym zdaniem, powiedziałbym tak: dobra spoina w tej metodzie zaczyna się od czystej krawędzi, właściwego gazu i spokojnego prowadzenia uchwytu, a dopiero potem od samej spawarki. Reszta to już konsekwentne dopracowywanie parametrów pod konkretny materiał, grubość i pozycję spawania.