
W lutowaniu decydują nie tylko stop i temperatura, ale też to, jak zachowuje się całe złącze po ostygnięciu. Dlatego różnicę między lutowaniem twardym i miękkim warto oceniać nie „na oko”, lecz pod kątem temperatury pracy, wytrzymałości, narzędzi i konkretnego zastosowania. W tym tekście pokazuję, czym obie metody różnią się w praktyce, gdzie mają sens w warsztacie i jakie błędy najczęściej psują efekt.
Najważniejsze różnice w praktyce sprowadzają się do temperatury, wytrzymałości i zastosowania
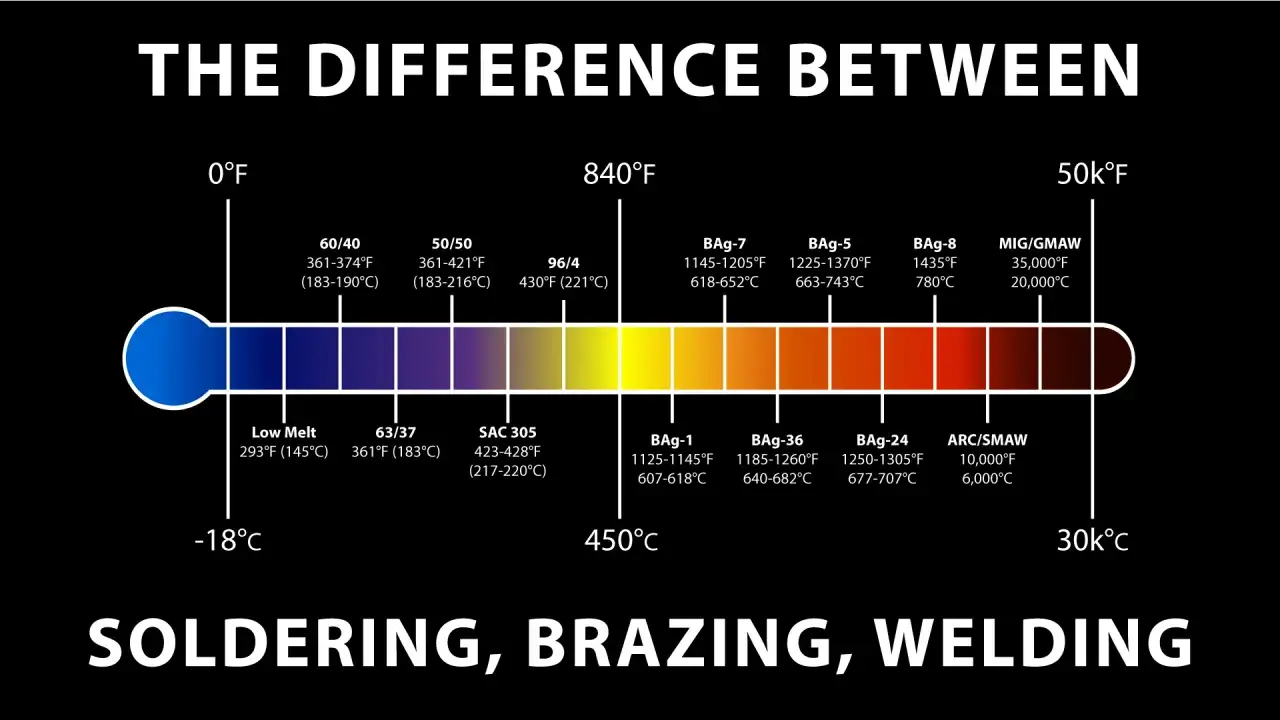
- Lutowanie miękkie odbywa się poniżej 450°C i sprawdza się tam, gdzie liczy się precyzja oraz niższa temperatura procesu.
- Lutowanie twarde zaczyna się powyżej 450°C i daje złącza odporniejsze na temperaturę, drgania oraz obciążenia mechaniczne.
- W obu metodach materiał rodzimy nie powinien się stopić, więc to nie to samo co spawanie.
- O jakości połączenia decydują też topnik, czystość powierzchni i właściwa szczelina złącza.
- Miękkie lutowanie jest prostsze sprzętowo, a twarde wymaga mocniejszego źródła ciepła i większej kontroli procesu.
Na czym polega różnica między lutowaniem miękkim i twardym
Najprostsza granica jest temperaturowa: w lutowaniu miękkim spoiwo topi się poniżej 450°C, a w twardym powyżej 450°C. To jednak nie jest jedyna różnica. W praktyce lutowanie miękkie daje połączenie wystarczające do elektroniki, drobnych napraw i wielu instalacji o umiarkowanych wymaganiach, natomiast lutowanie twarde tworzy złącza wyraźnie bardziej odporne na temperaturę i obciążenie.
Ważne jest też to, że w obu przypadkach materiał bazowy ma pozostać w stanie stałym. W odróżnieniu od spawania nie budujesz połączenia przez stopienie całego elementu, tylko przez stopienie spoiwa, które zwilża powierzchnię i wnika w szczelinę złącza. To zjawisko nazywa się kapilarnością i właśnie ono odpowiada za szczelność oraz równomierne rozprowadzenie lutu.
Jeśli patrzę na te metody praktycznie, widzę przede wszystkim różnicę w „charakterze” połączenia: miękkie jest delikatniejsze i łatwiejsze do wykonania, twarde bardziej wymagające, ale dające większy margines bezpieczeństwa tam, gdzie złącze ma pracować ciężej. Z takiego punktu widzenia sensownie jest teraz przejść do tego, czym te metody się lutuje i dlaczego sam wybór spoiwa zmienia wszystko.
Jakie spoiwa i topniki dobiera się do obu metod
Wybór spoiwa jest równie ważny jak sam palnik czy lutownica. To właśnie skład lutu decyduje o temperaturze topnienia, płynności i odporności złącza po zakończeniu pracy.
Do lutowania miękkiego
Najczęściej spotyka się stopy na bazie cyny, zwłaszcza nowoczesne stopy bezołowiowe. W elektronice popularne są stopy z rodziny SnAgCu, które zwykle topią się w okolicach 217-221°C. W praktyce oznacza to niższą temperaturę procesu, mniejsze ryzyko przegrzania elementów i łatwiejszą kontrolę pracy na małych detalach.
Topnik do lutowania miękkiego ma za zadanie usuwać tlenki i ułatwiać zwilżanie powierzchni, czyli rozlewanie się lutu po metalu. Bez tego nawet dobry stop nie połączy elementów tak, jak powinien. W elektronice i przy drobnych naprawach to właśnie topnik często robi większą różnicę niż sam drut lutowniczy.
Do lutowania twardego
W lutowaniu twardym stosuje się spoiwa srebrne, miedziano-fosforowe, miedziane i inne stopy dobrane do konkretnego materiału. Tutaj temperatura pracy jest wyższa, więc topnik musi wytrzymać znacznie większe obciążenie cieplne. Nie każdy topnik nadaje się do każdego metalu, a przy niewłaściwym doborze złącze może wyjść pozornie poprawne, ale słabe albo nieszczelne.
W warsztacie bardzo często właśnie na tym etapie popełnia się błąd: ktoś dobiera dobry lut, ale zły topnik, albo odwrotnie. Efekt bywa ten sam - lut nie rozpływa się tam, gdzie trzeba, tylko zbiera się w grudki. Dlatego zanim porównam zastosowania, warto jasno zobaczyć, gdzie każda metoda naprawdę ma sens.
Gdzie która metoda sprawdza się najlepiej
Jeżeli mam szybko doradzić wybór, zawsze zaczynam od warunków pracy złącza. Temperatura, drgania, ciśnienie i rodzaj materiału są ważniejsze niż sama przyzwyczajona technika wykonawcy. Poniższe zestawienie dobrze pokazuje praktyczny podział zastosowań.
| Kryterium | Lutowanie miękkie | Lutowanie twarde |
|---|---|---|
| Temperatura procesu | Poniżej 450°C | Powyżej 450°C |
| Typowe zastosowanie | Elektronika, przewody, drobne naprawy, lekkie prace instalacyjne | Instalacje miedziane, chłodnictwo, elementy narażone na wyższą temperaturę i większe obciążenia |
| Wytrzymałość złącza | Wystarczająca do lżejszych zastosowań, ale niższa odporność cieplna | Wyraźnie wyższa odporność mechaniczna i termiczna |
| Sprzęt | Lutownica kolbowa, stacja lutownicza, czasem hot-air | Palnik gazowy, lutowanie indukcyjne lub podobne źródło silnego grzania |
| Ryzyko uszkodzenia materiału | Mniejsze, bo temperatura jest niższa | Większe, jeśli źle rozłożysz ciepło lub przegrzejesz złącze |
| Kiedy lepiej nie stosować | Przy wysokiej temperaturze pracy i większym obciążeniu | Przy bardzo delikatnych elementach wrażliwych na ciepło |
W praktyce lutowanie miękkie częściej wybieram tam, gdzie liczy się precyzja, a złącze nie będzie stale pracowało w podwyższonej temperaturze. Lutowanie twarde wygrywa wtedy, gdy połączenie ma być bardziej odporne na rozszczelnienie, rozciąganie lub podgrzewanie podczas eksploatacji. To właśnie dlatego w instalacjach i serwisie technicznym ta granica ma realne znaczenie, a nie tylko akademicki charakter.
Skoro wiadomo już, gdzie która metoda ma sens, warto spojrzeć na narzędzia i warunki pracy, bo bez nich nawet poprawny wybór technologii nie da trwałego efektu.
Jakie narzędzia i warunki naprawdę mają znaczenie
Tu nie chodzi wyłącznie o to, czy używasz lutownicy, czy palnika. Równie ważne są przygotowanie powierzchni, kontrola ciepła i bezpieczeństwo pracy. Z doświadczenia wiem, że najlepsze spoiwo nie uratuje złącza, jeśli metal jest tłusty, zaśniedziały albo źle dopasowany.
Przy lutowaniu miękkim
- Lutownica lub stacja lutownicza - musi dawać stabilną temperaturę, żeby nie przypalać topnika i nie przegrzewać elementów.
- Czysta końcówka grotu - utleniony grot przenosi ciepło gorzej i psuje jakość spoiny.
- Topnik dopasowany do materiału - bez niego lut nie zwilży powierzchni tak, jak powinien.
- Odtłuszczenie i usunięcie tlenków - to warunek, a nie dodatek.
Przeczytaj również: Spawanie migomatem - Jak spawać bez zgadywania?
Przy lutowaniu twardym
- Palnik gazowy albo inne mocne źródło ciepła - musi nagrzać całą strefę złącza równomiernie, nie tylko jeden punkt.
- Równa szczelina złącza - zbyt duża utrudnia kapilarne wciąganie lutu.
- Topnik wysokotemperaturowy - powinien pracować w temperaturze procesu, a nie spalić się po chwili.
- Odciąg oparów, okulary i rękawice - przy wysokiej temperaturze BHP nie jest dodatkiem, tylko częścią technologii.
W obu metodach liczy się też czas. Zbyt krótko grzane złącze nie przyjmie spoiwa, a zbyt mocno przegrzane może się odkształcić albo utlenić. W lutowaniu twardym ten problem jest jeszcze ostrzejszy, bo nagrzewasz większą masę metalu i łatwiej „przepalić” cały układ. To prowadzi prosto do najczęstszych błędów, które widzę w praktyce najczęściej.
Najczęstsze błędy, które psują połączenie
- Brudna lub utleniona powierzchnia - lut nie ma się czego chwycić, więc złącze wygląda dobrze tylko z daleka.
- Zły dobór topnika - topnik do miękkiego lutowania nie zastąpi preparatu do wysokich temperatur i odwrotnie.
- Przegrzewanie elementu - spoiwo traci kontrolę, topnik się spala, a metal może się odkształcić.
- Za duża szczelina - lut nie wciąga się kapilarnie, więc połączenie jest słabe albo nieszczelne.
- Poruszanie złączem przed zastygnięciem - nawet minimalny ruch potrafi zniszczyć strukturę spoiny.
- Mylenie lutowania z „położeniem cyny na wierzch” - spoiwo ma wejść w złącze, a nie tylko je oblepić.
Najwięcej problemów nie wynika więc z samej techniki, tylko z drobnych zaniedbań: pośpiechu, braku czyszczenia i niewłaściwego grzania. Gdy te podstawy są opanowane, wybór między metodami staje się dużo prostszy.
Jak wybrać metodę bez zgadywania
Jeśli złącze ma pracować w niskiej temperaturze, nie przenosi dużych sił i zależy ci na możliwie prostej obróbce, zwykle wystarczy lutowanie miękkie. Jeśli jednak połączenie będzie narażone na podgrzewanie, drgania, ciśnienie albo większe obciążenia mechaniczne, bezpieczniej od razu iść w lutowanie twarde. Ja zawsze patrzę na trzy rzeczy: temperaturę pracy, rodzaj materiału i warunki eksploatacji.
- Wybierz miękkie lutowanie, gdy liczy się precyzja i niższa temperatura procesu.
- Wybierz twarde lutowanie, gdy ważniejsza jest odporność cieplna i mechaniczna.
- Nie zakładaj, że mocniejsze złącze będzie automatycznie lepsze - ma być dopasowane do zadania.
W praktyce najlepszy efekt daje nie sama technika, lecz zgranie spoiwa, topnika, narzędzia i przygotowania powierzchni. Jeśli te elementy są dobrane rozsądnie, lutowanie staje się przewidywalne, szczelne i trwałe, a nie pozostaje próbą sił między metalem a temperaturą.