
Metoda spawania 141 daje bardzo czyste, precyzyjne spoiny, ale wymaga większej kontroli niż MIG/MAG. W praktyce numer 141 oznacza spawanie łukowe elektrodą wolframową w osłonie gazu obojętnego, z materiałem dodatkowym wtedy, gdy jest potrzebny. W tym artykule wyjaśniam, co dokładnie oznacza ten proces, gdzie sprawdza się najlepiej, jak go ustawić i jakie błędy najczęściej psują efekt.
Najważniejsze rzeczy o TIG 141 w pigułce
- W klasyfikacji ISO 4063:2023 141 oznacza TIG z materiałem dodatkowym; bez spoiwa osobno występuje wariant 142.
- To metoda dla osób, które stawiają na wygląd lica, kontrolę jeziorka i małą ilość poprawek po spawaniu.
- Najlepiej sprawdza się przy stali nierdzewnej, aluminium, stopach niklu i cienkich elementach.
- Wymaga bardzo czystych krawędzi, stabilnej osłony argonowej i krótkiego, pewnego prowadzenia łuku.
- Przy grubych materiałach i dużej wydajności TIG często przegrywa z MIG/MAG albo jest używany tylko do przetopu.
- To proces wymagający dobrego BHP: ochrona wzroku, skóry i wentylacja są obowiązkowe, nie dodatkiem.
Co oznacza numer 141 i dlaczego TIG bywa tak nazywany
W dokumentacji spawalniczej numer 141 pojawia się jako skrót od TIG-a, ale w nowszej klasyfikacji ISO 4063:2023 warto doprecyzować jeden szczegół: 141 oznacza TIG z materiałem dodatkowym, a 142 to spawanie autogeniczne, czyli bez spoiwa. To rozróżnienie ma znaczenie, bo wiele osób mówi potocznie „TIG” o całym procesie, choć w normie są już konkretne warianty. W praktyce warsztatowej nadal najczęściej chodzi o spawanie łukowe elektrodą nietopliwą w osłonie argonu lub helu, więc właśnie tak warto to rozumieć.
To nie jest lutowanie: materiał łączony topi się lokalnie, a nie tylko „skleja” się stopem o niższej temperaturze topnienia. Dzięki temu TIG daje mocne, czyste połączenie, ale wymaga większej precyzji niż procesy bardziej wybaczające błędy. Dla mnie to metoda, która od razu pokazuje, czy materiał, ustawienia i ręka spawacza grają do jednej bramki. Żeby zrozumieć, skąd bierze się ta kontrola, trzeba zobaczyć sam przebieg procesu.
Jak wygląda proces spawania krok po kroku
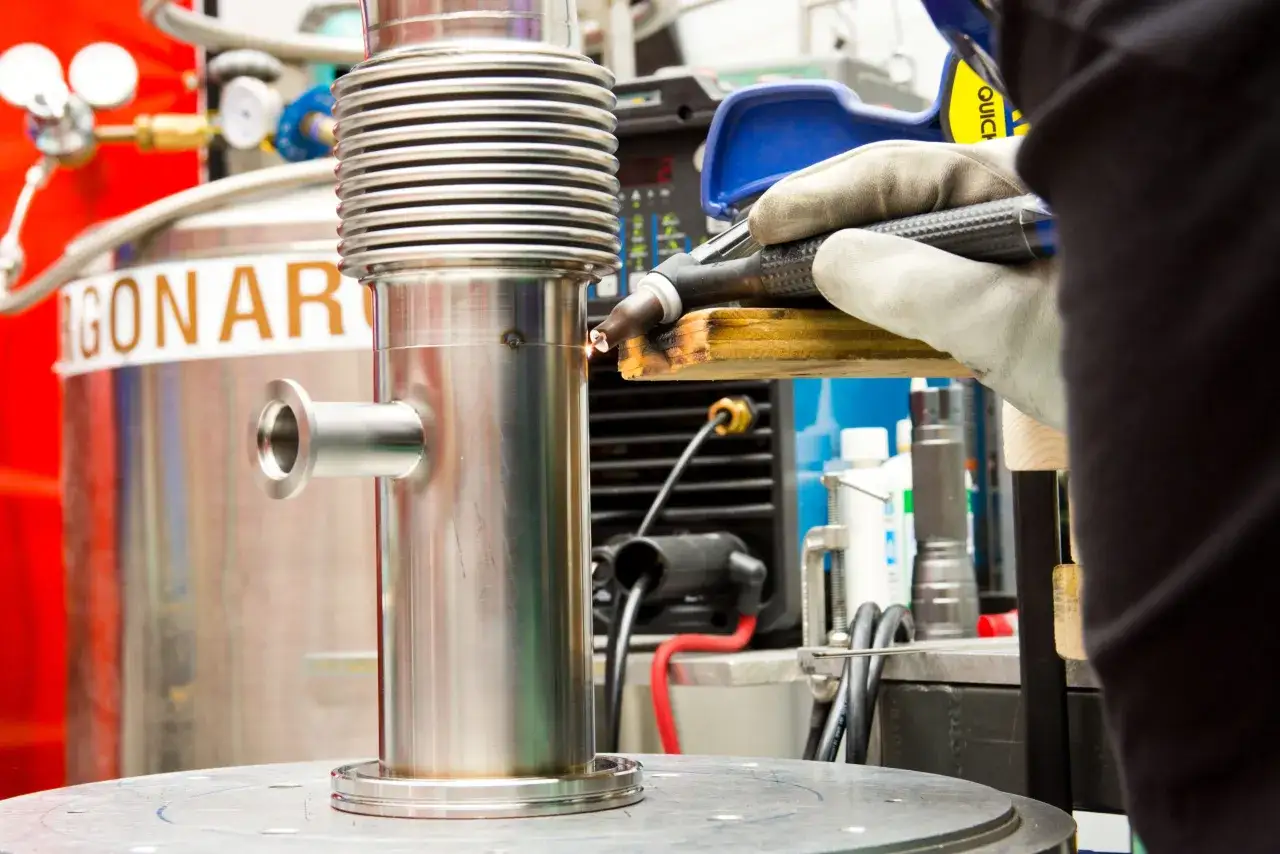
W TIG-u łuk jarzy się między elektrodą wolframową a materiałem, który łączę. Elektroda nie topi się podczas pracy, więc jej rola polega na inicjowaniu i stabilnym prowadzeniu łuku, a nie na „zostawianiu” metalu w spoinie. Osłona gazowa, najczęściej argonowa, odcina rozgrzany obszar od powietrza i ogranicza utlenianie. Jeśli trzeba, spoiwo podaję osobno, ręcznie albo mechanicznie.
- Najpierw oczyszczam krawędzie z rdzy, tlenków, oleju i farby.
- Potem dobieram elektrodę wolframową, średnicę spoiwa i gaz osłonowy.
- Zapalam łuk i utrzymuję go możliwie krótki, bo długi łuk pogarsza stabilność i poszerza strefę wpływu ciepła.
- Prowadzę jeziorko spokojnie, pilnując równomiernego dopływu ciepła.
- Jeśli używam spoiwa, dokładam je do jeziorka rytmicznie, nie chaotycznie.
- Na końcu wygaszam łuk tak, by nie zostawić krateru i nie przegrzać końcówki spoiny.
W profesjonalnych palnikach spotkasz też zapłon HF i różne funkcje pulsacyjne, które pomagają utrzymać łuk pod kontrolą. To nie są ozdobniki marketingowe, tylko realne ułatwienie tam, gdzie liczy się czystość lica, powtarzalność i mniejszy dopływ ciepła. Gdy sam prowadzę spoinę na cienkim materiale, właśnie stabilność łuku robi większą różnicę niż „moc” samego urządzenia. To prowadzi prosto do pytania, gdzie TIG daje najlepszy zwrot z wysiłku.
Gdzie TIG daje najlepszy efekt, a gdzie traci sens
Najlepsze efekty TIG daje tam, gdzie materiał jest cienki lub gdzie połączenie ma wyglądać dobrze bez późniejszego szlifowania. Proces ten szczególnie dobrze sprawdza się przy stali nierdzewnej, aluminium, stopach niklu oraz cienkich blachach aluminiowych i nierdzewnych. Jeśli grubość rośnie, spada opłacalność ręcznego TIG-a, a przy elementach powyżej ok. 4 mm często rozsądniej jest traktować go jako metodę na przetop, a nie na całe wypełnienie spoiny.
| Sytuacja | Jak wypada TIG | Co bym wybrał w praktyce |
|---|---|---|
| Stal nierdzewna i cienkie ścianki | Bardzo dobrze | TIG jest zwykle pierwszym wyborem |
| Aluminium | Bardzo dobrze, zwykle w AC | TIG, jeśli zależy mi na jakości i kontroli |
| Stopy niklu i prace wysokiej jakości | Bardzo dobrze | TIG, zwłaszcza przy wymagającej dokumentacji |
| Grubsze blachy i długie spoiny seryjne | Da się, ale wolno | Najczęściej MIG/MAG albo TIG tylko na przetop |
| Prace w terenie, przeciąg, duża wydajność | Wymaga trudniejszych warunków | Rozważyłbym inną metodę lub bardzo dobrą osłonę |
Ta tabela pokazuje sedno: TIG nie jest „najlepszy do wszystkiego”, tylko najlepszy tam, gdzie kontrola i wygląd spoiny mają realną wartość. Jeżeli priorytetem jest tempo i cena za metr spoiny, zwykle wygrywa inny proces. Jeśli jednak jakość końcowa ma znaczenie konstrukcyjne lub estetyczne, TIG broni się bardzo mocno. Z tego powodu kolejnym krokiem jest właściwe ustawienie samego procesu, bo tu najłatwiej zepsuć dobry materiał.
Jakie ustawienia i przygotowanie mają największe znaczenie
Przy TIG-u nie wygrywa ten, kto „doda więcej amperów”, tylko ten, kto dobrze ustawi całość. Najpierw liczy się czysta powierzchnia: bez tłuszczu, tlenków, rdzy i wilgoci. Potem dobór polaryzacji oraz gazu. Przy stali nierdzewnej i stali węglowej najczęściej pracuję na prądzie stałym, a przy aluminium na prądzie przemiennym, bo to on pomaga rozbijać warstwę tlenków na powierzchni.
Dobierz elektrodę wolframową do zadania
W praktyce warsztatowej dobrze sprawdzają się elektrody z dodatkiem ceru albo lantanu, bo łatwiej się zapalają i są trwalsze od czystego wolframu w wielu zastosowaniach. Czysty wolfram ma sens w wybranych sytuacjach, ale nie jest dziś najbardziej uniwersalnym wyborem. Jeśli chcesz uniknąć niestabilnego startu łuku, nie wybieraj elektrody „na oko” tylko pod konkretny materiał i rodzaj prądu.
Nie przesadzaj z przepływem gazu
Osłona gazowa musi być skuteczna, ale nadmiar też szkodzi, bo potrafi wprowadzać turbulencje i zasysać powietrze. W praktyce dla argonu najczęściej zaczyna się od około 5-12 l/min, czyli mniej więcej od wartości odpowiadających 10-25 CFH. To dobry punkt startowy, a nie święta liczba: większa dysza, dłuższy wylot elektrody, hel albo przeciąg mogą wymagać korekty.
Przeczytaj również: Speedglas G5-01 - Inwestycja czy koszt? Analiza dla spawacza
Przygotuj krawędzie lepiej, niż ci się wydaje konieczne
Przy TIG-u zanieczyszczenia widać później bardzo szybko: porowatość, ciemne przebarwienia albo brak zwilżenia lica. Dlatego szlif, odtłuszczenie i właściwe spasowanie elementów robią ogromną różnicę. Jeżeli powierzchnia jest słaba, TIG nie „przebije” tego jakościowo samą precyzją palnika.
Jeśli mam wskazać jedną rzecz, która najczęściej odróżnia dobre spoiny od przeciętnych, to nie jest nią sam sprzęt, tylko właśnie przygotowanie i konsekwentne prowadzenie łuku. A gdy proces jest już ustawiony, zostaje jeszcze druga połowa sukcesu: unikanie typowych błędów.
Najczęstsze błędy przy TIG-u i co z nich wynika
W TIG-u błędy zwykle nie wyglądają spektakularnie w trakcie pracy. Wychodzą dopiero na licu spoiny, po próbie szczelności albo podczas oględzin. Z mojego doświadczenia najczęściej powtarzają się te same problemy:
- Brudny materiał - olej, rdza i tlenki kończą się porami, słabym przetopem i brzydkim licem.
- Za długi łuk - rośnie rozprysk energetyczny, spada stabilność i łatwiej o utlenienie.
- Zbyt duży przepływ gazu - osłona przestaje być spokojna, a efekt bywa gorszy niż przy rozsądniejszym ustawieniu.
- Za szybkie prowadzenie palnika - spoina jest płaska, niedogrzana albo miejscami „poszarpana”.
- Chaotyczne dokładanie spoiwa - kropla wpada nie tam, gdzie trzeba, i rozwala rytm jeziorka.
- Ignorowanie końca spoiny - zostaje krater, który potrafi pękać albo psuć estetykę całości.
Najgorsze jest to, że początkujący często myślą wtedy o „złej maszynie”, a nie o własnej technice. Tymczasem większość tych problemów wynika z ustawień, przygotowania lub rytmu pracy. Gdy to poprawisz, jakość rośnie szybciej niż po wymianie palnika czy źródła prądu. I właśnie dlatego BHP przy TIG-u też trzeba traktować serio, a nie jako formalność.
BHP przy TIG-u nie kończy się na przyłbicy
TIG uchodzi za proces czystszy od wielu innych metod, ale to nie znaczy, że jest bezpieczny „sam z siebie”. Promieniowanie UV nadal szkodzi oczom i skórze, a dymy i gazy mogą być problemem zwłaszcza w zamkniętych przestrzeniach. HSE zwraca uwagę, że przy spawaniu trzeba kontrolować nie tylko same pyły, ale też ryzyko związane z dymem, a podczas TIG-a na stali nierdzewnej i aluminium może pojawiać się również ozon.
W praktyce najważniejsze są trzy rzeczy: odpowiednia przyłbica, osłona skóry i wentylacja. Nie spawam „na szybko” bez sprawdzenia odciągu, szczególnie gdy pracuję dłużej nad jednym elementem albo w ograniczonej przestrzeni. Do tego dochodzą rękawice, odzież trudnopalna i porządek na stanowisku, bo rozgrzany detal czy butla ustawiona byle gdzie potrafią narobić więcej szkód niż sam łuk.
Jeśli spawasz w miejscu słabo wentylowanym, lepiej przerwać i poprawić warunki niż liczyć, że „to tylko kilka spoin”. Przy TIG-u jakość pracy i jakość powietrza są ze sobą mocniej powiązane, niż wielu osobom się wydaje. To dobry moment, żeby zebrać najważniejsze wnioski i zostawić ci praktyczną ramę do dalszej pracy.
Co naprawdę warto zabrać z tej metody do warsztatu
TIG daje najlepszy efekt wtedy, gdy nie próbujesz przyspieszać procesu na siłę. Czysty materiał, odpowiedni gaz, krótki łuk, właściwy prąd i spokojna ręka składają się tu na jeden wynik: równą, estetyczną i mocną spoinę. Jeśli mam doradzić jeden punkt startowy początkującym, to powiedziałbym tak: ćwicz najpierw na stali nierdzewnej w wygodnej pozycji, z argonem i dobrze przygotowaną krawędzią, bo tam najszybciej zobaczysz, czy technika jest poprawna.
W 2026 roku sama zasada się nie zmienia: ta metoda nadal wygrywa jakością, ale wymaga dyscypliny. Gdy rozumiesz, co oznacza numer 141, wiesz już nie tylko, jak nazwać proces, ale też kiedy go wybrać, jak go ustawić i gdzie jego przewagi naprawdę mają znaczenie.