
Wybór między spawaniem MIG, MAG i TIG decyduje o tym, jak szybko zrobisz detal, jak będzie wyglądała spoina i ile czasu stracisz na poprawki. W praktyce wiele osób wrzuca do jednego worka metody mig mag tig, choć w warsztacie różnice między nimi są bardzo konkretne. Poniżej rozkładam je na czynniki pierwsze, pokazuję, kiedy którą technikę wybrać i gdzie spawanie kończy się, a zaczyna lutowanie.
Najkrócej: MIG przyspiesza pracę, MAG dobrze spawa stal, a TIG daje najwięcej kontroli
- MIG i MAG korzystają z podawanego drutu, ale różnią się rodzajem gazu osłonowego.
- MAG najczęściej wybiera się do stali konstrukcyjnej i prac warsztatowych, gdzie liczy się tempo.
- TIG daje najczystszą i najbardziej estetyczną spoinę, ale wymaga większej wprawy i cierpliwości.
- Przy cienkich elementach i miejscach wrażliwych na przegrzanie często lepiej wypada lutowanie twarde niż pełne przetapianie materiału.
- O wyniku równie mocno jak metoda decydują: czystość materiału, dobór gazu, ustawienie prądu i prowadzenie uchwytu.
Czym właściwie są MIG, MAG i TIG
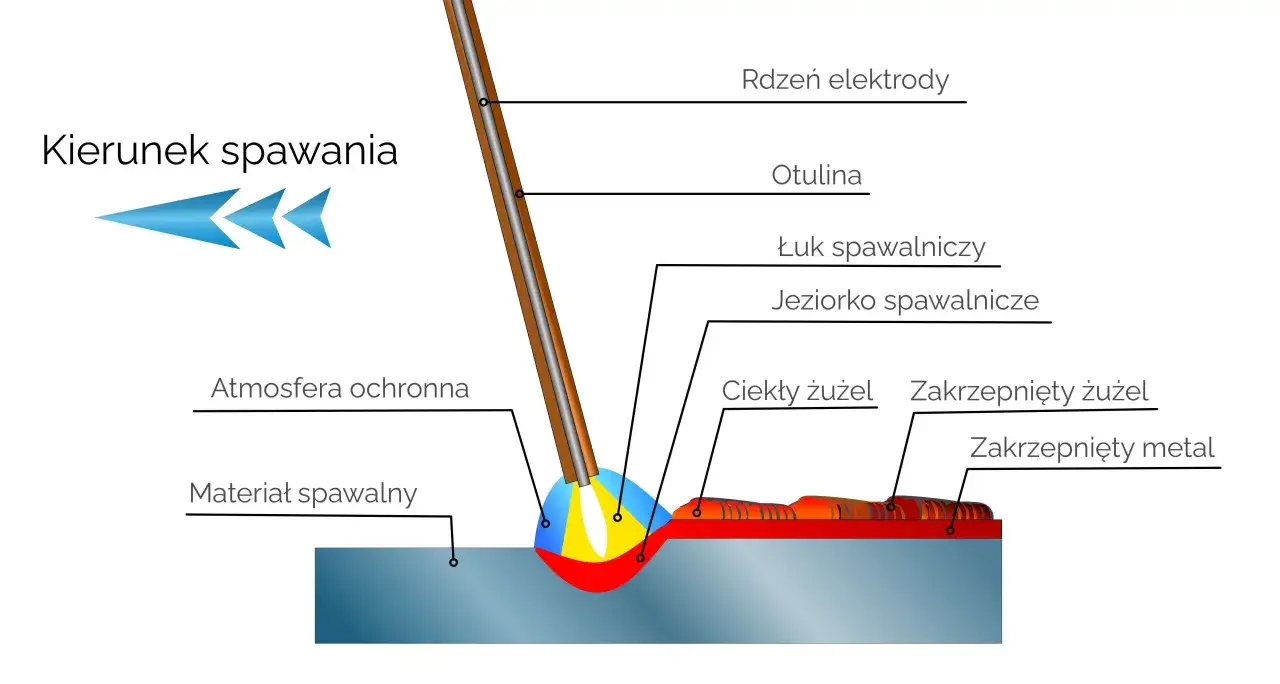
Jeśli rozbiję to na najprostsze składniki, MIG i MAG to odmiany spawania łukowego z podawanym drutem, a TIG to zupełnie inny sposób pracy łukiem. W MIG/MAG elektroda jest jednocześnie materiałem dodatkowym i cały czas wysuwa się z uchwytu, natomiast w TIG elektroda wolframowa się nie zużywa, a spoiwo podaje się osobno, jeśli jest potrzebne.
Technicznie rzecz biorąc, MIG i MAG mieszczą się w rodzinie GMAW. Różnica jest ważna: MIG korzysta z gazu obojętnego, zwykle argonu lub helu, a MAG z gazu aktywnego, najczęściej CO2 albo mieszanek argonu z CO2. W praktyce to właśnie gaz i materiał decydują o tym, jak stabilny będzie łuk, ile powstanie odprysków i czy spoina będzie miała odpowiednią głębokość wtopienia.
TIG działa inaczej, bo łuk powstaje między materiałem a nietopliwą elektrodą wolframową, a osłonę daje najczęściej argon. To metoda bardziej „manualna”: operator kontroluje uchwyt, kąt, odległość łuku i często także dodawanie spoiwa. Dzięki temu ma większy wpływ na efekt, ale płaci za to tempem pracy. To rozróżnienie jest podstawą, bo dopiero ono tłumaczy, dlaczego jedne złącza robi się szybko, a inne z chirurgiczną dokładnością.
Gdy to uporządkujemy, łatwiej zrozumieć, dlaczego MIG i MAG są często stawiane obok siebie, a TIG gra w trochę innej lidze.
MIG czy MAG, czyli podobne urządzenia i zupełnie inne gazy
Na pierwszy rzut oka urządzenia do MIG i MAG wyglądają podobnie, bo baza jest ta sama: uchwyt, podajnik drutu, źródło prądu i butla z gazem. Różnica zaczyna się tam, gdzie wchodzi osłona łuku. W MIG chodzi o gaz obojętny, w MAG o aktywny, a to od razu przekłada się na zastosowanie.
| Cecha | MIG | MAG | Co to oznacza w praktyce |
|---|---|---|---|
| Gaz osłonowy | Obojętny, najczęściej argon lub hel | Aktywny, najczęściej CO2 lub mieszanki Ar/CO2 | Inny charakter łuku, inne wtopienie i inna ilość odprysków |
| Typowe materiały | Aluminium, niektóre stopy, wybrane zastosowania nierdzewki | Stal czarna, konstrukcyjna, warsztatowa | MAG jest zwykle pierwszym wyborem do stali, MIG częściej do metali nieżelaznych |
| Szybkość pracy | Wysoka | Bardzo wysoka | To dobry wybór do dłuższych spoin i produkcji seryjnej |
| Kontrola nad jeziorkiem | Średnia | Średnia | W obu metodach trzeba pilnować posuwu i długości łuku, ale MAG zwykle wybacza więcej w warsztacie |
| Efekt wizualny | Zwykle czystszy, przy odpowiednim gazie | Dobra jakość, ale większe ryzyko odprysków | Mieszanka argonu z CO2 wygładza łuk i poprawia prowadzenie spoiny |
W codziennej pracy ja patrzę na to prościej: jeśli spawam stal i zależy mi na tempie, idę w MAG; jeśli pracuję z aluminium lub potrzebuję innej osłony gazowej, myślę o MIG. W praktyce wielu producentów opisuje jedno urządzenie jako wieloprocesowe, ale to nie znaczy, że każda konfiguracja da ten sam efekt na każdym materiale.
Jest jeszcze jedna rzecz, o której początkujący często zapominają: sam „migomat” to nazwa potoczna urządzenia, a nie precyzyjny opis procesu. Dlatego przy wyborze nie wystarczy zapytać, czy maszyna „ma MIG”, tylko trzeba sprawdzić, jakie gaz, drut i zakres prądów naprawdę obsługuje. To prowadzi prosto do TIG, bo tam różnice widać jeszcze wyraźniej.
Dlaczego TIG daje największą kontrolę nad spoiną
TIG wybieram wtedy, gdy liczy się precyzja, czystość i wygląd połączenia. Elektroda wolframowa nie staje się częścią spoiny, więc operator ma osobno źródło łuku i osobno materiał dodatkowy. To daje bardzo dużą kontrolę nad jeziorkiem spawalniczym, ale wymaga skupienia i spokojnych ruchów.
W praktyce TIG świetnie sprawdza się przy cienkich elementach, stali nierdzewnej, aluminium i miejscach, gdzie spoina ma być niemal „na pokaz”. Daje mało odprysków, pozwala ładnie prowadzić lico i łatwiej ogranicza odkształcenia. Ceną jest tempo pracy: to metoda wolniejsza, bardziej wymagająca i mniej wybaczająca brudną krawędź czy zbyt długi łuk.
Przy TIG przydatna jest prosta reguła do wstępnego doboru prądu: około 1 A na 0,001 cala grubości materiału. To daje w przybliżeniu 125 A dla 3,2 mm i 250 A dla 6,4 mm. Traktuję to jako punkt startowy, nie normę absolutną, bo pozycja spawania, rodzaj złącza i gatunek metalu szybko zmieniają potrzebny zakres.Osłona gazowa też ma znaczenie. Przy TIG rozsądny punkt wyjścia to zwykle 15-20 cfh, czyli mniej więcej 7-9,5 l/min. Zbyt duży przepływ nie pomaga, bo zaczyna wciągać powietrze i destabilizować łuk. Po wygaśnięciu łuku gaz jeszcze przez chwilę chroni wolfram; przy 60 A można przyjąć około 6 sekund post-flow, czyli tyle, ile potrzeba, by elektroda nie „złapała” zanieczyszczeń.
TIG daje świetny rezultat, ale tylko wtedy, gdy nie próbujemy nim nadrobić złego przygotowania materiału. Gdy precyzja nie jest najważniejsza, sensowniejszy może być MAG, a przy innych połączeniach nawet lutowanie twarde.Jak dobrać metodę do materiału, grubości i efektu
Wybór metody zaczynam od trzech pytań: co spawam, jak grube jest złącze i jak ma wyglądać finalny efekt. Dopiero potem patrzę na dostępny sprzęt. To prostsze niż zapamiętywanie regułek, a w warsztacie działa lepiej.
| Sytuacja | Najczęściej sensowny wybór | Dlaczego właśnie to |
|---|---|---|
| Stal konstrukcyjna, elementy ram, wsporniki, seryjna produkcja | MAG | Szybko, wydajnie i z dobrą kontrolą w typowych pracach warsztatowych |
| Cienka blacha, widoczna spoina, estetyka ma znaczenie | TIG | Mniejszy rozprysk, większa precyzja i lepszy wygląd lica |
| Aluminium i stopy nieżelazne | MIG albo TIG | MIG daje tempo, TIG daje większą kontrolę i lepszą estetykę |
| Nierdzewka w detalu technicznym lub dekoracyjnym | TIG | Najłatwiej utrzymać czyste lico i ograniczyć przebarwienia |
| Naprawa cienkich, wrażliwych termicznie elementów | Lutowanie twarde albo MIG brazing | Niższy dopływ ciepła zmniejsza ryzyko paczenia i przepaleń |
Jeśli mam wybrać jedną metodę do małego warsztatu bez nadmiaru specjalizacji, zwykle patrzę najpierw na MAG. Jest najbardziej uniwersalny przy stali i najszybciej zwraca się w codziennej pracy. TIG wchodzi wtedy, gdy priorytetem staje się jakość powierzchni, a MIG wygrywa przy odpowiednio dobranym materiale i gazie tam, gdzie liczy się tempo.
W tej logice łatwo zauważyć, że nie zawsze trzeba iść w pełne przetopienie materiału. Czasem rozsądniejsze będzie lutowanie, zwłaszcza gdy celem jest ograniczenie ciepła i zachowanie wymiaru elementu.
Kiedy lepsze będzie lutowanie niż spawanie
W obszarze połączeń metalowych granica między spawaniem a lutowaniem bywa niedoceniana, a szkoda, bo to właśnie ona często decyduje o trwałości naprawy. Lutowanie miękkie zachodzi poniżej 450°C, a lutowanie twarde powyżej 450°C, ale nadal poniżej temperatury topnienia materiału bazowego. W spawaniu sam materiał bazowy ulega przetopieniu, więc strefa wpływu ciepła jest zwykle większa.
To ma duże znaczenie przy cienkich blachach, elementach powlekanych, częściach o małej tolerancji odkształceń i przy łączeniu materiałów, które źle znoszą agresywne nagrzewanie. W takich sytuacjach lutowanie twarde potrafi dać bardziej przewidywalny wynik niż próbę „dociśnięcia” wszystkiego spawarką. Dobre przykłady to drobne naprawy karoseryjne, niektóre elementy osprzętu, połączenia pomocnicze albo detale, gdzie ważna jest szczelność, ale nie pełny przetop.
Jest też wariant pośredni, czyli MIG brazing z drutem na bazie krzemu i miedzi. W takim procesie korzysta się z typowego uchwytu MIG, ale spoiwo topi się przy niższej temperaturze niż materiał bazowy. Dzięki temu można ograniczyć paczenie i uszkadzanie powłok, zwłaszcza tam, gdzie klasyczny łuk byłby zbyt agresywny. To nie jest uniwersalny zamiennik spawania, ale w odpowiednich zastosowaniach robi bardzo dobrą robotę.
Najważniejsze ograniczenie jest proste: lutowanie nie zastępuje spoiny wszędzie tam, gdzie złącze ma przenosić duże obciążenia dynamiczne albo pracować w trudnych warunkach mechanicznych. Wtedy spawanie nadal wygrywa. Gdy już wiem, że wybór padnie na spawanie, zaczyna się kolejny etap, czyli ustawienia i technika prowadzenia łuku.
Ustawienia i błędy, które najszybciej psują efekt
W praktyce najszybciej psują wynik nie „zła spawarka”, tylko kilka powtarzalnych błędów. Pierwszy to zabrudzony materiał: rdza, tlenki, olej i lakier robią więcej szkód niż wielu początkujących chce przyznać. Drugi to zły gaz lub zły przepływ. Trzeci to zbyt szybkie prowadzenie uchwytu, przez które spoina wygląda dobrze tylko z daleka.
- Zbyt duży przepływ gazu - w TIG i MIG/MAG nie poprawia ochrony, tylko potrafi wywołać turbulencje i wciągnąć powietrze do łuku.
- Za długi łuk - utrudnia osłonę jeziorka i zwiększa rozprysk.
- Za szybki posuw - daje słabe wtopienie i „leżącą” spoinę bez realnej nośności.
- Za duża ilość ciepła na cienkiej blasze - kończy się falowaniem, przepaleniem albo paczeniem elementu.
- Brak dopasowania szczeliny i krawędzi - nawet dobry proces nie sklei źle przygotowanego złącza.
W TIG punkt startowy dla gazu to najczęściej 15-20 cfh, czyli około 7-9,5 l/min, a w MIG/MAG przy krótkim łuku rozsądny zakres startowy to 25-35 cfh, czyli mniej więcej 12-16,5 l/min. To nie są święte liczby, ale dobre widełki do pierwszych prób. Ja wolę zaczynać od poprawnej ochrony łuku i dopiero potem korygować resztę, niż nadrabiać błędy samą mocą.
Warto też pamiętać o prostym porządku pracy: najpierw szczotka, odtłuszczenie i dopasowanie, dopiero potem zajarzenie łuku. Jeśli materiał jest przygotowany źle, operator zwykle próbuje ratować efekt prądem albo prędkością, a to kończy się jeszcze większym chaosem. Z tego samego powodu bezpieczeństwo przy spawaniu nie może być dodatkiem na końcu listy.
BHP przy łuku i dymach spawalniczych nie jest dodatkiem
Przy MIG, MAG i TIG pracuje się z intensywnym promieniowaniem, gorącym metalem, odpryskami i dymami, więc podstawy BHP muszą być dopięte od początku. Sama przyłbica nie załatwia wszystkiego. Potrzebne są rękawice, odzież trudnopalna, osłona skóry i sensowna organizacja stanowiska, żeby iskra nie trafiła w bawełniany szmat albo pojemnik z rozpuszczalnikiem.
Druga rzecz to wentylacja. W małych pomieszczeniach i przy dłuższej pracy odciąg spalin lub przynajmniej dobrze ustawiony przepływ powietrza ma realne znaczenie. Dym spawalniczy nie jest „tylko zapachem warsztatu”, a w ciasnej przestrzeni kumuluje się szybciej, niż widać to gołym okiem. Jeśli pracuję dłużej przy większej serii, wolę mieć odciąg i filtrację niż liczyć na to, że „jakoś się przewietrzy”.
Trzecia sprawa to butle i przewody. Butle powinny stać stabilnie, zabezpieczone przed przewróceniem, a przewody nie mogą leżeć tam, gdzie ktoś je zaraz przetnie szlifierką albo przejedzie wózkiem. To brzmi banalnie, ale w warsztacie właśnie banalne zaniedbania robią najwięcej szkód. Gdy stanowisko jest uporządkowane, łatwiej też zauważyć, czy metoda spawania naprawdę pasuje do zadania.
Jeśli mam wybrać jedną rzecz do zapamiętania, to nie samą nazwę metody
Najważniejsza lekcja z porównania MIG, MAG i TIG jest prosta: nie ma jednej techniki „lepszej od reszty”, jest tylko technika lepiej dopasowana do zadania. Do stali i szybkiej pracy najczęściej wygrywa MAG. Do estetyki, precyzji i cienkich elementów wygrywa TIG. Do niektórych napraw, gdzie nie chcę topić całego materiału, sensownie wchodzi lutowanie twarde albo MIG brazing.
Jeśli miałbym doradzić praktycznie, bez zbędnej teorii, zacząłbym od jakości przygotowania krawędzi, doboru gazu i kontroli ciepła. Dopiero potem inwestowałbym w większe ampery czy bardziej rozbudowaną maszynę. W dobrze prowadzonym warsztacie to właśnie te decyzje robią największą różnicę, nie marketingowy napis na obudowie.
Najbardziej opłaca się patrzeć na proces jak na narzędzie do konkretnego zadania: inne do seryjnej stali, inne do cienkiej nierdzewki, a jeszcze inne do połączeń, w których trzeba ograniczyć odkształcenia. Gdy to rozumiesz, wybór przestaje być zgadywaniem, a zaczyna być normalną decyzją techniczną.